一种牙掌掌身钻铣夹具的制作方法
本发明涉及牙掌加工夹具,尤其是涉及一种牙掌掌身钻铣夹具。
背景技术:
1、牙轮钻头在生产过程中,需要对牙掌的掌背和两侧进行钻孔和铣削平面。目前是将固定牙掌的v型块安装在加工中心的工作台上或者加工中心第四轴的桥板上,如果牙掌锁紧在加工中心工作台的v块上,牙掌在加工过程中不能旋转角度,不能实现多角度加工;如果牙掌安装在第四轴的v块上,牙掌能且只能绕第四轴旋转角度,由于加工面的法线方向并不会都垂直于第四轴,所以仍然不能一次性完成所有孔和平面的加工。
技术实现思路
1、发明目的:为了克服背景技术的不足,本发明公开了一种牙掌掌身钻铣夹具。
2、技术方案:本发明公开的牙掌掌身钻铣夹具,包括置于加工机床上的多胞v型夹具,所述多胞v型夹具上基于轴心周向设有多个用于夹持牙掌的v型夹持部。
3、进一步的,所述多胞v型夹具置于卧加五轴转台上,与传动端的法兰盘同轴心固定连接,所述胞v型夹具。
4、进一步的,所述v型夹持部基于多胞v型夹具的轴心周向均匀对称设置。
5、进一步的,所述多胞v型夹具包括圆筒件,所述圆筒件中固定有v块支架,通过v块支架向圆筒件内壁分叉形成多个v型夹持面,所述v型夹持面与圆筒件形成多个v型夹持部,每个所述v型夹持部对应的圆筒件上设有压紧螺钉,由外向内对牙掌进行紧固。
6、进一步的,所述多胞v型夹具通过连接盘与法兰盘同轴固定。
7、进一步的,所述连接盘上端面设置供圆筒件轴向放置的台阶,所述圆筒件上端面通过螺栓贯穿并延伸至连接盘实现紧固。
8、进一步的,所述v块支架均匀分叉形成3个120°角的v型夹持面,可同时对3个牙掌进行夹持固定,且相互周向对称。
9、进一步的,所述v块支架高出圆筒件上端面,且与圆筒件一体成型。
10、有益效果:与现有技术相比,本发明的优点为:将多个牙掌同时周向对称紧固,配合卧加五轴转台调节a轴和b轴即可实现各个方向的钻孔和铣面,并实现牙掌周向快速切换。
技术特征:
1.一种牙掌掌身钻铣夹具,其特征在于:包括置于加工机床上的多胞v型夹具(2),所述多胞v型夹具(2)上基于轴心周向设有多个用于夹持牙掌(3)的v型夹持部。
2.根据权利要求1所述的牙掌掌身钻铣夹具,其特征在于:所述多胞v型夹具(2)置于卧加五轴转台(4)上,与传动端的法兰盘(5)同轴心固定连接,所述胞v型夹具(2)。
3.根据权利要求1所述的牙掌掌身钻铣夹具,其特征在于:所述v型夹持部基于多胞v型夹具(2)的轴心周向均匀对称设置。
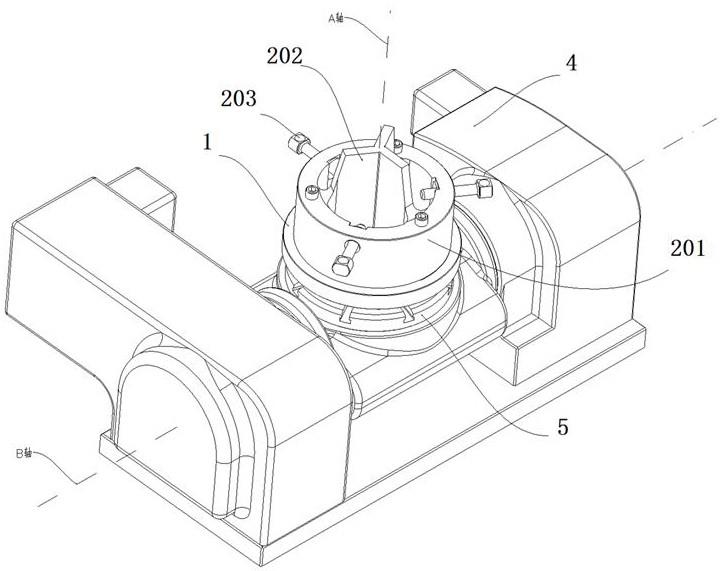
4.根据权利要求2所述的牙掌掌身钻铣夹具,其特征在于:所述多胞v型夹具(2)包括圆筒件(201),所述圆筒件(201)中固定有v块支架(202),通过v块支架(202)向圆筒件(201)内壁分叉形成多个v型夹持面,所述v型夹持面与圆筒件(201)形成多个v型夹持部,每个所述v型夹持部对应的圆筒件(201)上设有压紧螺钉(203),由外向内对牙掌(3)进行紧固。
5.根据权利要求4所述的牙掌掌身钻铣夹具,其特征在于:所述多胞v型夹具(2)通过连接盘(1)与法兰盘(5)同轴固定。
6.根据权利要求5所述的牙掌掌身钻铣夹具,其特征在于:所述连接盘(1)上端面设置供圆筒件(201)轴向放置的台阶,所述圆筒件(201)上端面通过螺栓贯穿并延伸至连接盘(1)实现紧固。
7.根据权利要求4所述的牙掌掌身钻铣夹具,其特征在于:所述v块支架(202)均匀分叉形成3个120°角的v型夹持面,可同时对3个牙掌(3)进行夹持固定,且相互周向对称。
8.根据权利要求4所述的牙掌掌身钻铣夹具,其特征在于:所述v块支架(202)高出圆筒件(201)上端面,且与圆筒件(201)一体成型。
技术总结
本发明公开了一种牙掌掌身钻铣夹具,包括置于加工机床上的多胞V型夹具,所述多胞V型夹具上基于轴心周向设有多个用于夹持牙掌的V型夹持部。本发明可将多个牙掌同时周向对称紧固,配合卧加五轴转台调节A轴和B轴即可实现各个方向的钻孔和铣面,并实现牙掌周向快速切换。
技术研发人员:罗娅赛
受保护的技术使用者:苏州赛莱科斯工具有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!