打印机磁辊自动组装线的制作方法
本技术涉及磁辊自动组装,具体是涉及打印机磁辊自动组装线。
背景技术:
1、磁辊是打印机上的其一配件,打印机上具有用于控制磁辊旋转的动力组件、以及与磁辊电极导通的供电组件。
2、现有技术中,磁辊包括磁芯、铝质套管、两个端盖,磁芯由同轴布置的铁轴和磁片构成,前述零部件的通过人工进行组装,然而磁辊的组装工作较多,单个组装工序中完成若干组后再换下个工序,这种组装方式组装以下不足:(1)虽可通过增加技术员的方式,以同步进行多个工序,从而提高组装效率,但生产成本也随之提高、且组装标准难以统一;(2)组装效率低,限制了产能。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本技术的目的在于提供打印机磁辊自动组装线。
2、为实现上述目的,本技术的技术方案如下:
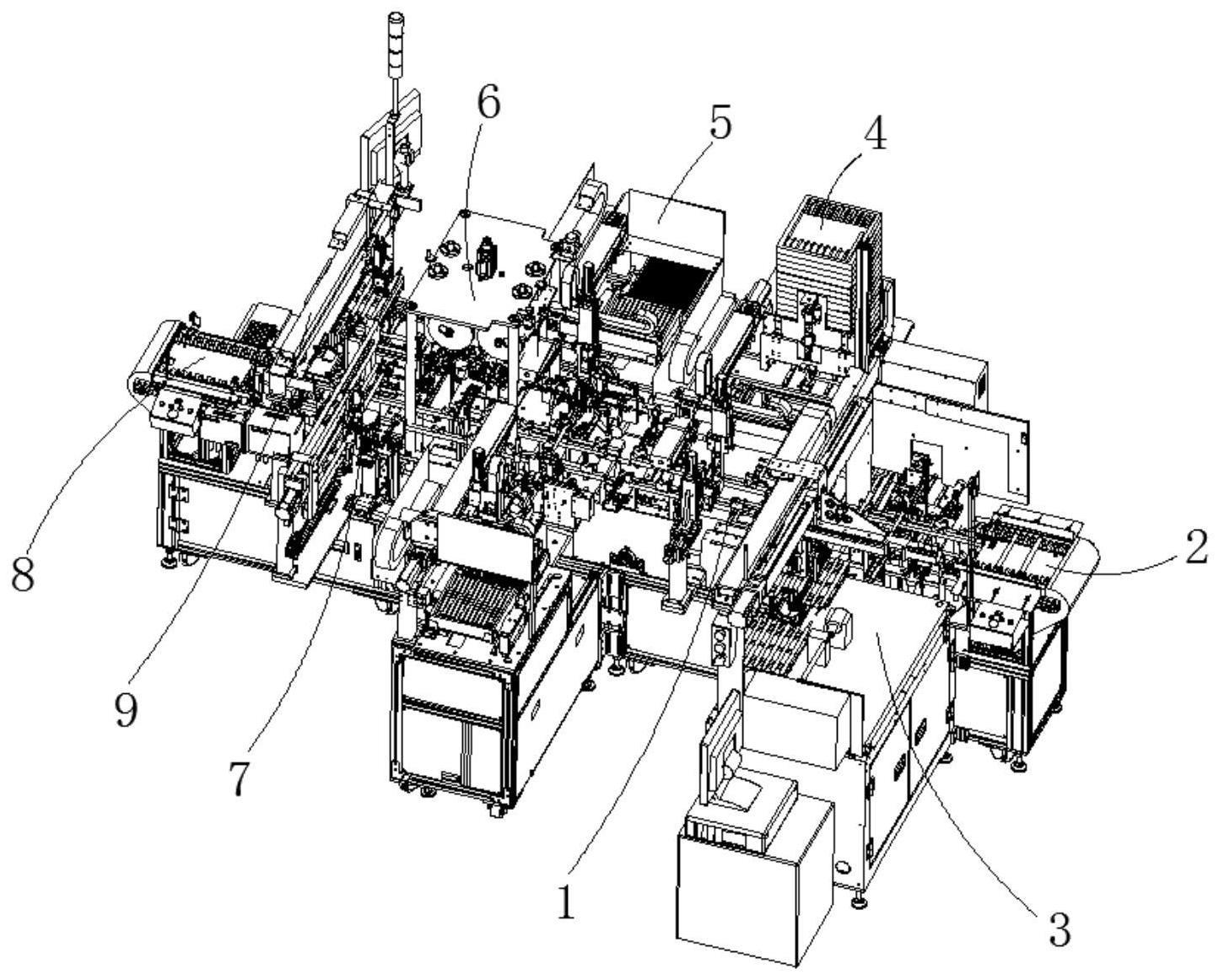
3、打印机磁辊自动组装线,包括搬运机构,还包括沿所述搬运机构的运送方向依次设置的:
4、磁芯上料机构,设于所述搬料机构的进料端;
5、磁性检测机构,包括第一抓料结构和测试结构,所述第一抓料结构能够将所述搬运机构上的磁芯放置于所述测试结构上、并将磁性达标的磁辊放回所述搬运机构上;
6、套管装配机构,包括第二抓料结构和夹持结构,所述夹持结构能够夹持固定磁芯的端部、并使其悬空于所述搬运机构的上方,所述第二抓料结构能够抓取套管、并同轴套设于磁芯上;
7、端盖装配机构,包括第三抓料结构和点胶结构,所述第三抓料结构能够将端盖放置于所述点胶结构上,所述点胶结构能够将胶水喷涂于端盖的内端、并将端盖同轴套设于磁芯上;
8、溢胶清洗机构,包括清洁带和驱动结构,所述驱动结构能够使磁辊相对于所述清洁带滚动并发生滚动摩擦;
9、激光测径机构,具有用于测量磁辊直径的测量结构;
10、磁辊下料机构,设于所述搬运机构的出料端。
11、优选的,所述搬运机构包括:
12、固定架体,沿搬运方向设有若干对供磁辊放置的第一托举块;
13、活动架体,沿搬运方向设有若干对供磁辊放置的第二托举块,所述活动架体能够使所述第二托举块在竖直方向上相对于所述第一托举块往返移动、以及在搬运方向上相对于所述第一托举块往返移动。
14、优选的,所述磁性检测机构还包括:
15、第一工作台,设于所述搬运机构的一侧,所述测试结构设于所述第一工作台的顶部;
16、第一信息处理模块,所述第一抓料结构和所述测试结构分别与所述第一信息处理模块电信号连接;
17、第一料盘,设于所述第一工作台上,用于收纳磁性不达标的磁芯;
18、第一机架,横跨所述第一工作台和所述搬运机构,所述第一抓料结构与所述第一机架活动连接。
19、优选的,所述套管装配机构还包括:
20、套管料仓,与所述夹持结构相对的设于所述搬运机构上;
21、第二机架,横跨所述套管料仓和所述搬运机构,所述第二抓料结构与所述第二机架活动连接;
22、所述夹持结构包括:
23、第二夹持部,能够固定或释放磁芯的端部;
24、第二升降座,所述第二夹持部设于所述第二升降座上,能够驱动所述第二夹持部在竖直方向上靠近或远离所述搬运机构;
25、第二滑动座,所述第二升降座设于所述第二滑动座上,能够驱动所述第二升降座在水平方向上靠近或远离所述搬运机构。
26、优选的,所述端盖装配结构还包括:
27、导电盖料仓;
28、传动盖料仓,与所述导电盖料仓相对设于所述搬运机构的两侧;
29、一对第三机架,分别设于所述导电盖料仓和所述传动盖料仓上,所述第三抓料结构和所述点胶结构均设有一对,其一设于所述导电盖料仓上、另一设于所述传动盖料仓上,所述第三抓料结构与所述第三机架活动连接;
30、所述点胶结构包括:
31、点胶针阀,能够将胶水喷涂于端盖的内端;
32、第三夹持部,能够固定或释放端盖的外端;
33、第三转动座,所述第三夹持部设于所述第三转动座上,能够驱动所述第三夹持部相对于所述点胶针阀旋转;
34、第三滑动座,所述第三转动座设于所述第三滑动座上,能够驱动所述第三转动座在水平方向上靠近或远离所述搬运机构。
35、优选的,所述溢胶清洗机构还包括:
36、第四机架,悬挂有位于所述搬运机构上方的第四升降座;
37、所述驱动结构包括:
38、放卷盘,可转动的设于所述第四升降座上;
39、收卷盘,可转动的设于所述第四升降座上,所述清洁带一端绕设于所述放卷盘上、另一端绕卷与所述收卷盘上;
40、若干惰性轴,可转动的设于所述第四升降座上,能够将所述清洁带撑开、以形成朝向磁辊的清洗区域。
41、优选的,所述溢胶清洗结构还包括:
42、第四夹持部,能够固定或释放磁辊的端部;
43、第四转动座,所述第四夹持部设于所述第四转动座上,能够驱动所述第四夹持部相对于所述清洗区域旋转;
44、第四滑动座,所述第四转动座设于所述第四滑动座上,能够驱动所述第四转动座在水平方向上靠近或远离所述搬运机构。
45、优选的,所述激光测径机构还包括:
46、第五机架,所述测量结构活动连接在所述第五机架上;
47、轴承座,设于所述搬运机构上,能够使磁辊与所述搬运机构分离;
48、第五旋转座,具有作用于磁辊外周壁的传动带、能够使磁辊在所述轴承座上实现自转;
49、第五升降座,所述第五旋转座设于所述第五升降座上,能够驱动所述第五旋转座在竖直方向上靠近或远离所述搬运机构。
50、优选的,还包括:
51、分拣抓料结构,设于所述激光测径机构与所述磁辊下料机构之间;
52、第六工作台,设于所述搬运机构的一侧,顶部设有第六料盘;
53、第六机架,横跨所述第六工作台和所述搬运机构,所述分拣抓料结构与所述第六机架活动连接;
54、第六信息处理模块,所述测量结构和所述分拣抓料结构分别与所述第六信息处理模块电信号连接。
55、优选的,还包括:
56、对齐居中机构,设于所述套管装配机构与所述端盖装配机构之间,包括一对第七滑动座,一对第七滑动座相对的设于所述搬运机构的两侧,其一作用于磁辊的导电端、另一作用于磁辊的传动端。
57、本技术的有益效果在于:
58、生产时,(1)人工上料:在磁芯上料机构中放置磁芯(首先将铁轴与磁片组装好)、在套管装配机构中放置若干套管、在端盖装配机构中放置若干端盖;(2)自动组装:利用搬运机构带动磁芯依序经过磁性检测机构(检测磁片的磁性)、套管装配机构(于磁芯上套设套管)、端盖装配机构(与磁辊的端部套设端盖、并点胶以实现固定)、溢胶清洗机构(清除端盖与磁辊之间外溢的胶水)、激光测径机构(车测量磁辊的直径)、磁辊下料机构(进行收料);(3)人工下料或补料,在收料机构取下成品,或者,在套管装配机构中补充套管、在端盖装配机构中补充端盖。
59、本技术利用搬运机构带动胚件先后经过不同的作业机构,不同的作业机构先后作用于胚件、以达到组装的目的,当制得第一个成品时,进入生产循环,循环过程中,不同的作业机构可同时作用于搬运机构上的胚件,进而大大提高了生产效率,与现有技术相比,一方面减少了技术员的人数,核心的组装步骤由作业机构统一进行,能够降低同批产品中组装参数之间的差异,另一方面提高了磁辊的组装效率,本技术的产能与现有技术相比提高了3~4倍,从而达到减员增效的目的。
- 还没有人留言评论。精彩留言会获得点赞!