筒体调正装置、系统及方法与流程
本发明涉及大型圆筒加工,尤其涉及一种筒体调正装置、系统及方法。
背景技术:
1、在对大型圆筒进行加工时,为了确保车床的加工精度及效率,需要对大型圆筒进行找正。现有的找正方式,通常是通过工人进行人工观察,然后再手动调正大型圆筒的位置,作业效率低下,耗时耗力,同时还存在一定的危险性。
技术实现思路
1、有鉴于此,本发明的目的在于提出一种筒体调正装置、系统及方法,以解决上述技术问题。
2、本技术的第一方面,提供了一种筒体调正装置,包括:
3、第一固定机构,包括第一固定基板;
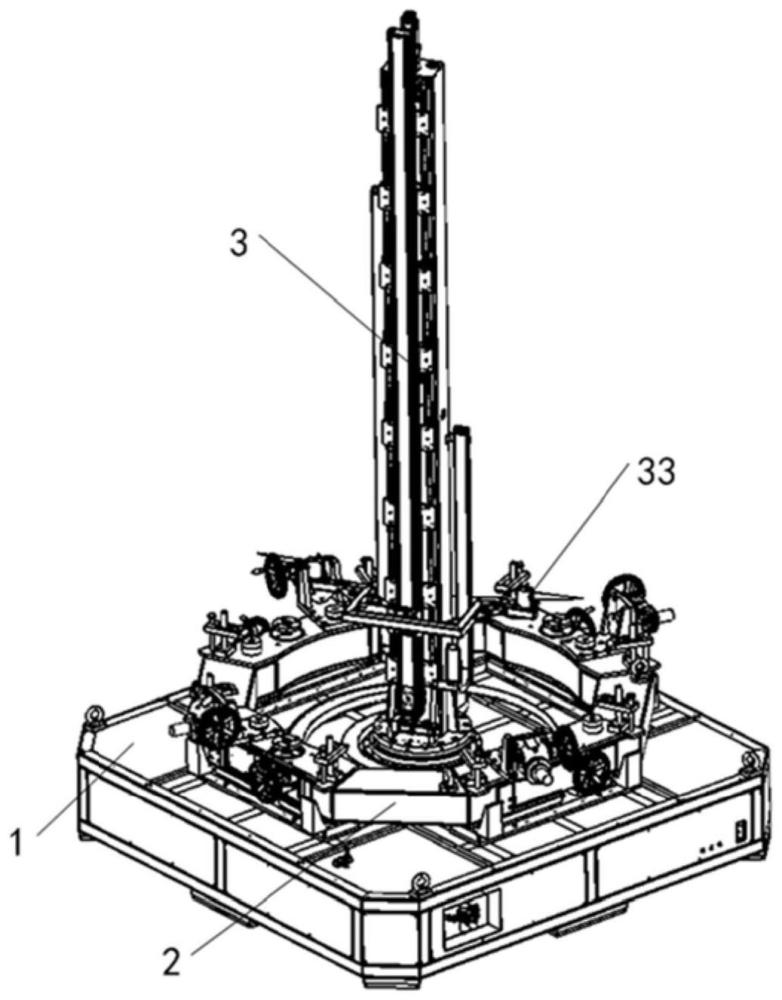
4、检测机构,包括升降组件、旋转底盘及位移传感器,所述旋转底盘设置于所述第一固定基板上,所述升降组件竖直设置于所述旋转底盘上,所述旋转底盘能带动所述升降组件做旋转往复运动;所述位移传感器设置在所述升降组件上,并由所述升降组件带动所述位移传感器做上下往复运动;
5、调正机构,包括第二固定基板、及位于所述第二固定基板上的水平调整模块和竖直调整模块,所述第二固定基板位于所述第一固定基板上,并套设于所述升降组件外围,用以承载所述待加工筒体;所述水平调整模块和竖直调整模块分别用以在水平方向和竖直方向调整所述待加工筒体的位移。
6、进一步地,所述升降组件包括上下设置的第一升降机及第二升降机,所述第二升降机位于所述旋转底盘上,所述位移传感器设置在所述第一升降机上。
7、进一步地,所述水平调整模块包括至少四组水平调整组件,所述四组水平调整组件以所述升降组件为中心均匀分布在所述第二固定基板上;
8、其中,每组所述水平调整组件均包括水平推板,所述水平推板能在朝向所述升降组件的水平方向上进行往复移动;
9、和/或,所述水平调整组件还包括第一手轮,所述第一手轮与所述水平推板连接,旋转所述第一手轮带动所述水平推板在水平方向上进行往复移动。
10、进一步地,所述竖直调整模块包括至少四组竖直调整组件,所述四组竖直调整组件均匀分布在所述第二固定基板上;
11、其中,每组所述竖直调整组件均包括能在竖直方向进行往复运行的升降台,所述升降台用以支撑所述待加工筒体;
12、和/或,所述竖直调整组件还包括第二手轮,所述第二手轮与所述升降台连接,旋转所述第二手轮带动所述升降台在竖直方向上进行往复移动。
13、进一步地,所述第二固定基板的上顶面设置有多个用以支撑所述待加工筒体的筒体支撑平台,多个所述筒体支撑平台与所述升降台位于同一圆弧线上。
14、进一步地,所述第二固定基板与所述第一固定基板通过至少两组第一定位组件连接,每组所述第一定位组件均包括设置在所述第一固定基板上的定位底座,所述定位底座上设置有定位导向杆、多个通孔及零点定位卡盘;
15、所述第二固定基板的下底面设置有与所述定位导向杆相配合的定位孔及与所述零点定位卡盘相配合的零点定位销;
16、所述通孔用以与外部负压机构连接并在所述第一定位组件与所述第二固定基板的下底面之间形成负压。
17、进一步地,还包括第二固定机构,所述第二固定机构设置在所述待加工筒体的加工设备上,并包括第三固定基板及所述第二定位组件,所述第二定位组件设置在第三固定基板上,所述第二定位组件的结构、数量与所述第一定位组件相同,其相对于所述第三固定基板的设置位置与所述第一定位组件相对于所述第一固定基板的设置位置相同。
18、本技术的第二方面,提供了一种筒体调正系统,包括电控装置及上述任一项所述的筒体调正装置;
19、所述电控装置包括伺服控制器、计算机,所述伺服控制器与所述筒体调正装置电连接,所述计算机与所述伺服控制器电连接,并通过伺服控制器控制所述筒体调正装置;
20、所述计算机包括:
21、建模单元,所述建模单元用以接收所述位移传感器的数据,并根据所述位移传感器的数据建立所述待加工筒体的模型;
22、数据处理单元,所述数据处理单元用以基于所述待加工筒体的模型计算得到所述待加工筒体的水平调整数据及竖直调整数据。
23、本技术的第三方面,提供了一种筒体调正方法,应用于上述任一项所述的筒体调正系统,所述方法包括:
24、将所述待加工筒体放置于所述调正机构上;
25、所述升降组件将所述位移传感器升降至多个预设的测量点位,在每一所述测量点位利用所述旋转底盘带动所述升降组件进行旋转,得到该测量点位与所述待加工筒体的内壁之间的环向距离数据;
26、计算机利用多组环向距离数据构建所述待加工筒体的模型,得到所述待加工筒体的实际轴线及实际轴心;基于所述实际轴线与理论轴线,计算得到所述待加工筒体的竖直调整数据;基于所述实际轴心及理论轴心,计算得到所述待加工筒体的水平调整数据;
27、所述竖直调整模块基于所述竖直调整数据在竖直方向上调整所述待加工筒体的位移;
28、所述水平调整模块基于所述水平调整数据,在水平方向上调整所述待加工筒体的位移。
29、进一步地,所述水平调整数据包括x轴方向的调整量δzx及y轴方向的调整量δzy,δzx与δzy通过以下公式计算得到:
30、δzx=cosβ×op
31、δzy=sinβ×op
32、其中,op为实际轴心与理论轴心的距离,β为op连线与x轴方向的夹角;
33、所述竖直调整数据包括n个竖直调整点位的调整量δzn,δzn通过以下公式计算得到:
34、δzn=dcos2αnsinθ
35、其中,d为所述待加工筒体的法兰直径,θ为所述待加工筒体的所述实际轴线相较于所述理论轴线的倾斜角度;αn为旋转支撑直径与第n条辅助线的夹角,第n条辅助线为旋转支撑点与第n个竖直调整点位的连线,所述旋转支撑直径为所述旋转支撑点所在直径;
36、所述竖直调整模块基于所述竖直调整数据在竖直方向上调整所述待加工筒体的位移包括:
37、以n个竖直调整点位的调整量中的最小调整量所对应的竖直调整点位为调整基准点,其余竖直调整点位对应的调整量减去调整基准点所对应的调整量,得到其余竖直调整点位的实际调整量,所述竖直调整模块根据其余竖直调整点位的实际调整量在对应的竖直调整点位的竖直方向上调整所述待加工筒体的位移。
38、从上面所述可以看出,本发明提供的筒体调正装置、系统及方法,通过设置在检测机构上的位移传感器检测得到待加工筒体的内壁数据,利用该数据能够建立待加工筒体当前状态的模型,将当前状态的模型与调正状态下的理想模型进行比对,可以得到待加工筒体需要调整的位移,然后利用水平调整模块在水平方向上调整待加工筒体的位移,利用竖直调整模块在竖直方向上调整待加工筒体的位移,从而调正待加工筒体。当需要对待加工筒体进行加工时,再将调正机构及待加工筒体一体吊装至加工设备上。由于待加工筒体在第一固定机构上已经进行了调正,再转移到加工设备上时,能依旧保持当前状态,不需要再在加工设备上进行找正或者仅需要利用调正机构进行微调即可完成待加工筒体的找正,从而大大降低加工前对待加工筒体的找正工作,有效提高作业效率及找正精度高,同时不需要作业人员直接移动待加工筒体,安全性更高。
- 还没有人留言评论。精彩留言会获得点赞!