一种圆钢中心打孔装置的制作方法
本发明涉及圆钢打孔,尤其是涉及一种圆钢中心打孔装置。
背景技术:
1、凹版加工过程中,有些图纸要求版轴加工前采用热处理工艺,以提高版轴的强度和硬度,版辊使用圆钢加工,改善圆钢的韧性,使其不易断裂,同时经过热处理的圆钢,更容易进行成形加工,例如钻孔、车削和铣削等,同时热处理可以减少圆钢内部的应力,从而降低其疲劳开裂的风险。
2、为了更好保证热处理的效果,在进行热处理前对圆钢进行毛坯成形处理,就需要数控车床进行加工,各台阶留5mm余量,加工前需要对锯好的圆钢两端定位加工中心孔,便于数控车床车轴加工。
3、现有的技术是通过手工在圆钢端画中心孔位置,如图1所示,使用手电钻加工中心孔,因手工定位不准,容易造成中心孔定位偏差大,且需重复掉头二次加工另一端中心孔,人工工时浪费大,生产效率低,加工周期长。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供了一种打孔准确性高、效率高的圆钢中心打孔装置。
2、本发明的目的可以通过以下技术方案来实现:
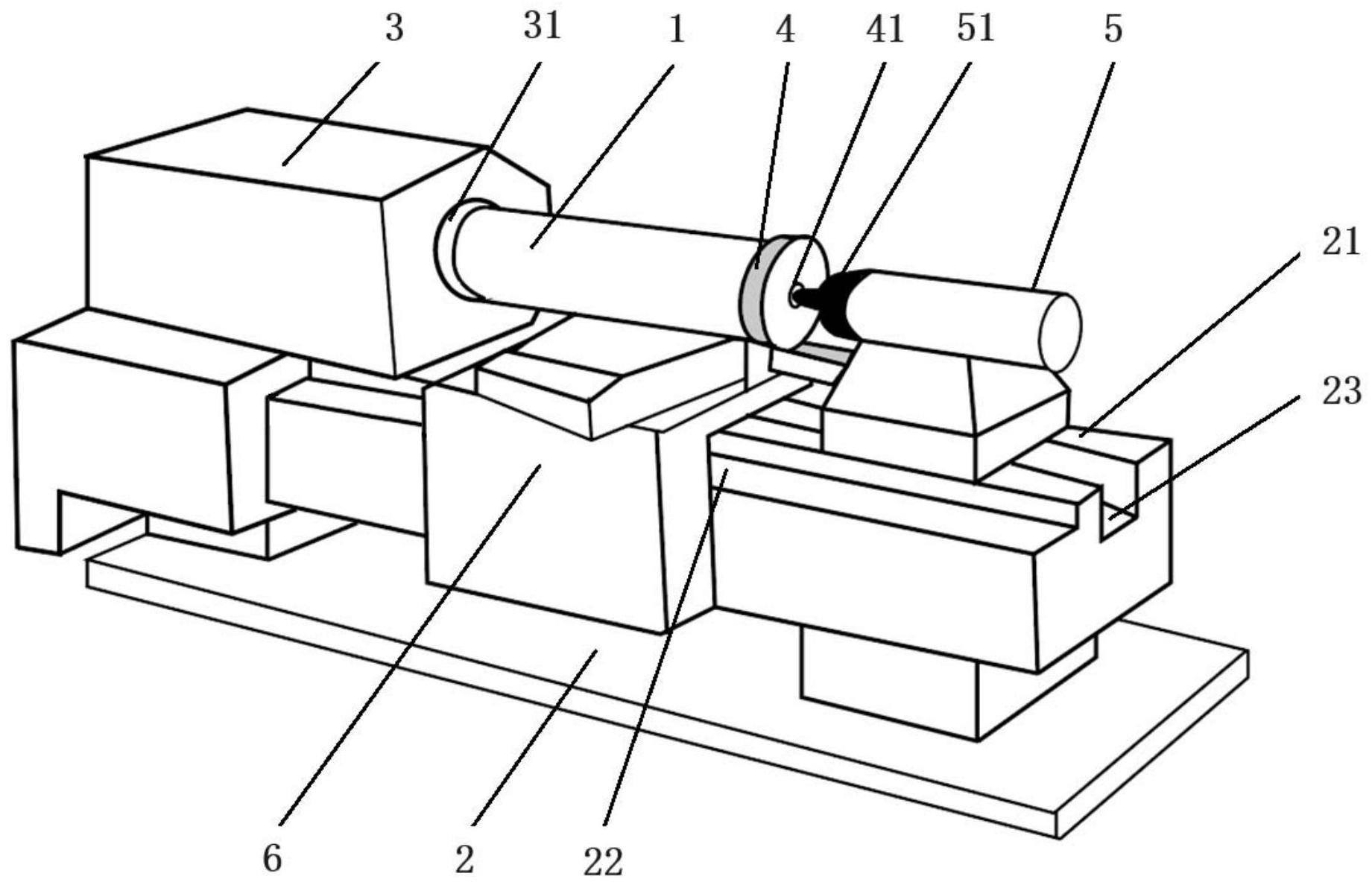
3、本发明提供了一种圆钢中心打孔装置,包括数控车床本体,以及在所述数控车床本体上依次设置的用于固定圆钢的固定单元、用于对圆钢待打孔端部进行中心孔定位的辅助工装和用于进行打孔操作的钻孔单元;
4、所述辅助工装套设在所述圆钢待打孔端部,其圆心处开有用于钻孔单元打孔工作时对准的通孔;
5、所述钻孔单元沿所述数控车床本体上设有的第一导轨滑动,对所述圆钢待打孔端部进行打孔。
6、优选地,所述固定单元设置在所述数控车床本体一端,其上开有用于所述圆钢非打孔端部插入以固定的空腔结构;所述空腔结构、圆钢和钻孔单元中的钻孔头为同轴设置。
7、优选地,所述空腔结构的入口为喇叭形入口,所述空腔结构的深度满足设定要求。
8、优选地,所述空腔结构最深处设置有缓冲结构。
9、优选地,所述固定单元与钻孔单元之间的数控车床本体上设置有支撑结构,用于支撑所述圆钢露出所述圆柱空腔结构的部位。
10、优选地,所述支撑结构为倒u型支撑结构,架设在所述数控车床本体上,并沿所述数控车床本体上设有的第二导轨滑动。
11、优选地,所述支撑结构与所述辅助工装下端部固定连接成一整体,整体沿第二导轨滑动,以同时支撑和定位中心孔。
12、优选地,所述第二导轨上设置有限位装置,用于在所述辅助工装完全套设所述圆钢后,对支撑结构与所述辅助工装整体进行位置固定。
13、优选地,所述数控车床本体上还设置有凹槽,用于收集打孔产生的碎屑。
14、优选地,所述凹槽为深度渐进式凹槽,且其深度由所述数控车床本体中心向边缘逐渐加深。
15、与现有技术相比,本发明具有以下优点:
16、1)加工中心孔使用数控设备,减少人工工时,节省人工成本,且使用辅助工装加工中心孔,1节两端合计2~3分钟完成,提高生产效率。
17、2)辅助工装中心孔定位精准,使用数控车床加工两端中心孔误差控制在0.2mm左右。
18、3)喇叭形入口空腔结构设计,可使得圆钢更为便捷地插入固定,提高了加工效率。
19、4)空腔结构最深处设置有缓冲结构,可减少大批量次加工时圆钢插入冲击力以及钻孔冲击力对空腔结构最深处的损耗。
20、5)支撑结构设置,可进一步提高圆钢固定的稳定性。
21、6)支撑结构与辅助工装下端部固定连接成一整体,整体沿第二导轨滑动,可实现同时支撑和定位中心孔,提高了操作便捷性。
22、7)打孔产生的碎屑可直接掉落在设置的凹槽中,避免碎屑随意散落。
技术特征:
1.一种圆钢中心打孔装置,其特征在于,包括数控车床本体(2),以及在所述数控车床本体(2)上依次设置的用于固定圆钢(1)的固定单元(3)、用于对圆钢(1)待打孔端部进行中心孔定位的辅助工装(4)和用于进行打孔操作的钻孔单元(5);
2.根据权利要求1所述的一种圆钢中心打孔装置,其特征在于,所述固定单元(3)设置在所述数控车床本体(2)一端,其上开有用于所述圆钢(1)非打孔端部插入以固定的空腔结构(31);所述空腔结构(31)、圆钢(1)和钻孔单元(5)中的钻孔头(51)为同轴设置。
3.根据权利要求2所述的一种圆钢中心打孔装置,其特征在于,所述空腔结构(31)的入口为喇叭形入口,所述空腔结构(31)的深度满足设定要求。
4.根据权利要求2所述的一种圆钢中心打孔装置,其特征在于,所述空腔结构(31)最深处设置有缓冲结构。
5.根据权利要求1所述的一种圆钢中心打孔装置,其特征在于,所述固定单元(3)与钻孔单元(5)之间的数控车床本体(2)上设置有支撑结构(6),用于支撑所述圆钢(1)露出所述圆柱空腔结构(31)的部位。
6.根据权利要求5所述的一种圆钢中心打孔装置,其特征在于,所述支撑结构(6)为倒u型支撑结构,架设在所述数控车床本体(2)上,并沿所述数控车床本体(2)上设有的第二导轨(22)滑动。
7.根据权利要求6所述的一种圆钢中心打孔装置,其特征在于,所述支撑结构(6)与所述辅助工装(4)下端部固定连接成一整体,整体沿第二导轨(22)滑动,以同时支撑和定位中心孔。
8.根据权利要求7所述的一种圆钢中心打孔装置,其特征在于,所述第二导轨(22)上设置有限位装置,用于在所述辅助工装(4)完全套设所述圆钢(1)后,对支撑结构(6)与所述辅助工装(4)整体进行位置固定。
9.根据权利要求1所述的一种圆钢中心打孔装置,其特征在于,所述数控车床本体(2)上还设置有凹槽(23),用于收集打孔产生的碎屑。
10.根据权利要求9所述的一种圆钢中心打孔装置,其特征在于,所述凹槽(23)为深度渐进式凹槽,且其深度由所述数控车床本体(2)中心向边缘逐渐加深。
技术总结
本发明涉及一种圆钢中心打孔装置,包括数控车床本体,以及在所述数控车床本体上依次设置的用于固定圆钢的固定单元、用于对圆钢待打孔端部进行中心孔定位的辅助工装和用于进行打孔操作的钻孔单元;所述辅助工装套设在所述圆钢待打孔端部,其圆心处开有用于钻孔单元打孔工作时对准的通孔;所述钻孔单元沿所述数控车床本体上设有的第一导轨滑动,对所述圆钢待打孔端部进行打孔。与现有技术相比,本发明具有打孔准确性高、效率高的优点。
技术研发人员:淮登顺
受保护的技术使用者:上海运申制版模具有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!