片式散热器封板、法兰焊接设备及片式散热器焊接生产线的制作方法
本发明属于焊接,具体涉及一种片式散热器封板、法兰焊接设备及片式散热器焊接生产线。
背景技术:
1、片式散热器是油浸式变压器上采用的一种热交换设备,外形为金属板片式。片式散热器由多个散热片(又称散热单元)、集油管、加强筋、法兰和封板组焊得到,散热片由两片相同的滚压钢板对扣焊接制成,内部形成有油流通路,散热片的两端形成供油进出的汇流口。集油管位于片式散热器的两端,形成与变压器连通的进、出油管路,集油管的一端焊接有法兰,另一端焊接有封板,多个散热片沿集油管的轴向等间隔排列,并与集油管连通。加强筋连接在多个散热片之间,用于提高整体结构强度,防止变形。
2、现有技术片式散热器中散热片的焊接制作已经实现了较高的自动化,依靠滚压和焊接一体化设备能够实现金属板带的裁切、滚压、对扣和焊接,最终得到散热片。而在将多个散热片和集油管组焊在一起后,还需要在集油管的两端分别焊接封板和法兰,这一操作仍依靠人工进行焊接,自动化程度较低,车间焊接工人的劳动强度大。
技术实现思路
1、本发明提供一种片式散热器封板、法兰焊接设备及片式散热器焊接生产线,旨在解决当前片式散热器在进行封板和法兰焊接时仍依靠人工焊接,自动化程度较低的问题。
2、为实现上述目的,本发明采用的技术方案是:
3、在第一方面,本发明提供一种片式散热器封板、法兰焊接设备,包括:
4、转台,能够绕竖向的轴线转动,所述转台的圆心位置开设有上下贯通的送料通道;
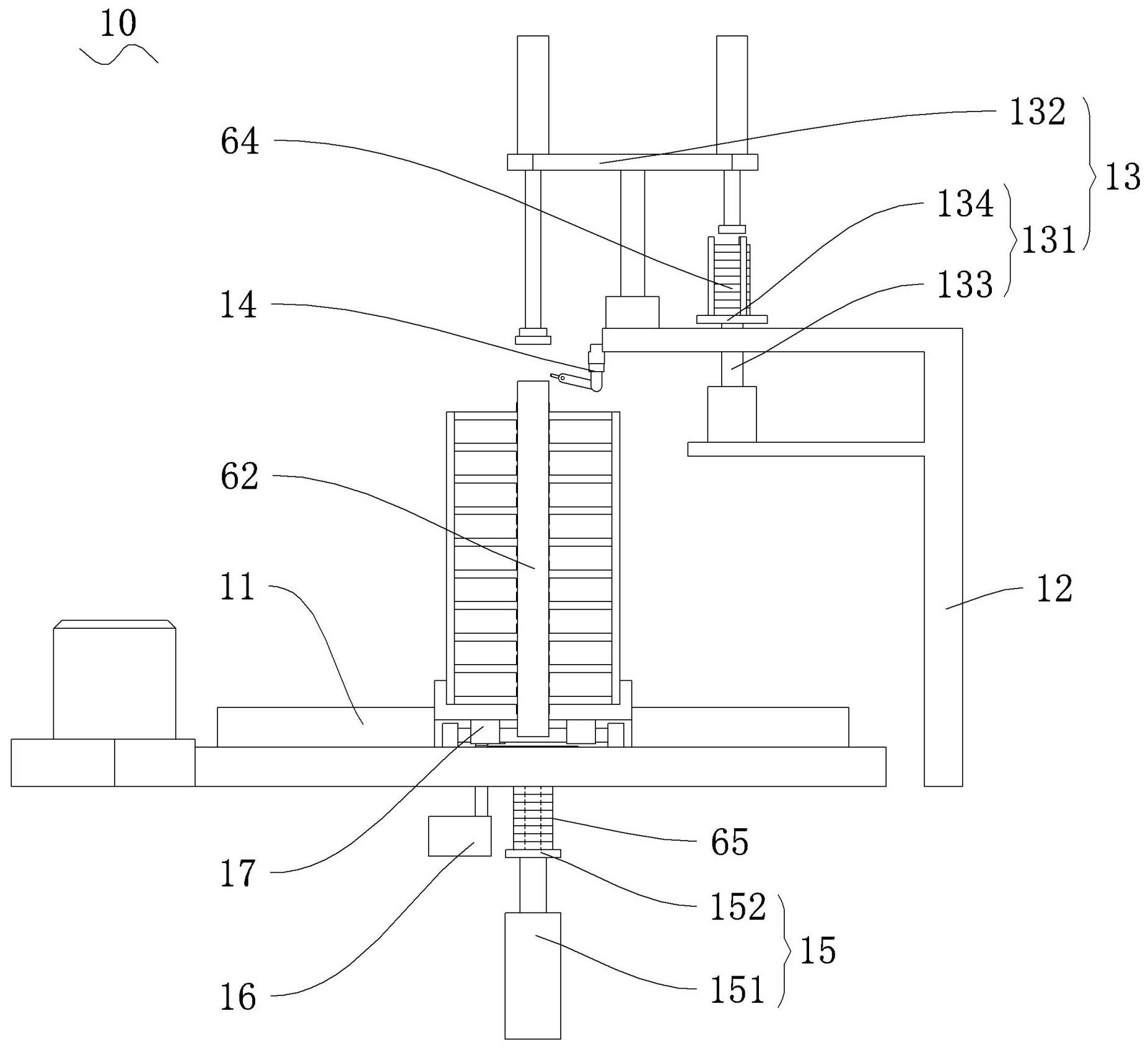
5、封板焊接组件,包括支撑架、封板送料机构和封板焊接机构,所述支撑架设于所述转台的一侧,所述封板送料机构设于所述支撑架的上部,并位于所述转台上方,所述封板送料机构的送料端位于所述送料通道的上方,所述封板送料机构用于将封板输送至集油管上端,所述封板焊接机构设于所述支撑架的上部,且所述封板焊接机构的焊接端位于所述封板送料机构的送料端的一侧,所述封板焊接机构的焊接端对应于所述封板与所述集油管的焊接面;以及
6、法兰焊接组件,包括法兰送料机构和法兰焊接机构,所述法兰送料机构设于所述转台下方,用于将法兰自下至上穿过所述送料通道输送至所述集油管下端,所述法兰焊接机构的焊接端设于所述送料通道,并位于所述法兰送料机构的送料端的一侧,所述法兰焊接机构的焊接端对应于所述法兰与所述集油管的焊接面。
7、在一种可能的实现方式中,所述转台沿自身径向开设有第一轨道,所述转台上设有用于托载散热器本体的移动组件,所述移动组件能够沿所述第一轨道移动,以使所述散热器本体上的两个所述集油管依次位于所述送料通道的上方。
8、在一种可能的实现方式中,所述封板送料机构包括:
9、第一升降料架,包括第一升降杆和第一料架,所述第一升降杆设于支撑架,所述第一料架设于所述第一升降杆的升降端;
10、转运机构,设于所述支撑架,用于将所述第一料架上的所述封板转移至所述集油管的上端。
11、在一种可能的实现方式中,所述法兰送料机构包括:
12、第二升降杆,设于所述转台下方;以及
13、第二料架,设于所述第二升降杆的升降端,并与所述送料通道上下对应,所述第二料架具有竖直设置的限位导向柱,所述法兰的中心孔套设于所述限位导向柱。
14、与现有技术相比,本发明提供的片式散热器封板、法兰焊接设备的有益效果是:
15、本发明提供的片式散热器封板、法兰焊接设备包括转台、封板焊接组件和法兰焊接组件,定义散热片和集油管焊接后形成的部件为散热器本体,使用时,将待焊接的散热器本体放置在转台上,使集油管以竖立姿态处于转台的圆心位置,集油管与送料通道上下对应,封板送料机构位于集油管的上方,能够将封板输送至集油管上端,法兰送料机构位于集油管的下方,能够将法兰输送至集油管下端,当封板和法兰分别与集油管的上下端抵接后,封板焊接机构和法兰焊接机构开始焊接,同时转台带动散热器本体旋转,使得封板焊接机构和法兰焊接机构能够分别对封板和法兰的整个圆周进行焊接,从而将封板和法兰分别与集油管焊接为一体。
16、本发明通过转台带动散热器本体转动,使得焊接机构能够对焊缝的整个周向进行满焊,无需后续人工补焊,操作方便。封板送料机构和封板焊接机构共同作用,能够完成封板的输送和焊接操作,法兰送料机构和法兰焊接机构共同作用,能够完成法兰的输送和焊接操作。如此设置,省去了人工焊接封板和法兰的步骤,减轻了工人的劳动强度,提高了片式散热器焊接生产的自动化水平。
17、在第二方面,本发明提供一种片式散热器焊接生产线,其特征在于,包括:
18、散热片焊接设备,包括依次设置的钢带出料组件、滚压组件、金属板对扣组件,以及散热片焊接组件;
19、集油管焊接设备,包括第一底座、两个夹持组件和两个集油管焊接组件,两个所述夹持组件相对设于所述第一底座的上表面,两个所述夹持组件分别用于夹持集油管,所述集油管焊接组件设于对应的所述夹持组件,并能够沿所述集油管的长度方向相对于所述夹持组件移动;
20、加强筋焊接设备,包括第二底座、支撑梁、加强筋出料组件,以及加强筋焊接组件,所述支撑梁设于所述第二底座上方,所述加强筋出料组件设于所述支撑梁,并位于所述第二底座上方,所述加强筋焊接组件设于所述支撑梁,并位于所述加强筋出料组件的一侧,所述加强筋焊接组件能够沿所述加强筋的长度方向移动,所述加强筋焊接组件的焊接端对应于加强筋与散热片的焊接面;以及
21、如上述任一实现方式所述的片式散热器封板、法兰焊接设备,所述片式散热器封板、法兰焊接设备设于所述加强筋焊接设备的出料侧,所述转台用于承载经过所述加强筋焊接设备焊接完成后的构件。
22、在一种可能的实现方式中,片式散热器焊接生产线还包括转运托盘,所述转运托盘包括:
23、转运车,可移动地设于所述散热片焊接设备的出料侧和所述集油管焊接设备的进料侧之间,所述第一底座上设有供所述转运车移动的第二轨道,所述第二轨道位于两个所述夹持组件之间;以及
24、转运支架,设于所述转运车的上部,所述转运支架具有沿水平方向等间隔设置的多个限位卡槽,散热片插设于所述限位卡槽内。
25、在一种可能的实现方式中,所述夹持组件包括:
26、立柱,设于所述第一底座,并位于所述第二轨道的一侧;
27、第一伸缩杆,沿水平方向设于所述立柱的上部,两个所述夹持组件的所述第一伸缩杆相对设置;以及
28、第一滑轨,设于所述第一伸缩杆朝向所述第二轨道的一侧,所述第一滑轨沿所述集油管的长度方向设置,所述第一滑轨的两端分别沿水平方向设有顶杆,相对的两个所述顶杆之间形成用于夹持所述集油管的夹持空间,所述集油管焊接组件可移动地设于所述第一滑轨,且所述集油管焊接组件的焊接端对应于所述集油管与所述散热片的焊接面。
29、在一种可能的实现方式中,所述加强筋焊接设备还包括:
30、第二滑轨,沿多个所述加强筋的排列方向设于所述第二底座的上方,所述支撑梁滑动配合于所述第二滑轨;
31、驱动组件,设于所述第二滑轨,用于驱动所述支撑梁沿多个所述加强筋的排列方向移动;以及
32、吊运天车,可移动地设于所述第二滑轨。
33、在一种可能的实现方式中,所述支撑梁的上表面开设有用于存放加强筋的容料槽,所述支撑梁开设有上下贯通的出料通道,所述出料通道与所述容料槽在上下方向上错位设置,所述支撑梁还具有连通所述容料槽下端和所述出料通道的中间通道;
34、所述加强筋出料组件包括:
35、推杆,可伸缩地设于所述中间通道,当所述推杆收缩时,所述容料槽下端开启,所述加强能够筋掉落到所述中间通道内,当所述推杆伸长时,能够将所述容料槽的下端封闭,并将所述中间通道内的加强筋推送至所述出料通道;以及
36、压杆,沿竖向设于所述出料通道上方,所述压杆的下端设有电磁铁。
37、在一种可能的实现方式中,所述第二底座能够绕竖向的轴线转动。
38、与现有技术相比,本发明提供的片式散热器焊接生产线的有益效果是:
39、本发明提供一种用于生产片式散热器的片式散热器焊接生产线,具体包括散热片焊接设备、集油管焊接设备、加强筋焊接设备,以及如上述任一实现方式中的片式散热器封板、法兰焊接设备,能够将散热片、集油管、加强筋、封板和法兰焊接为一体,提升了片式散热器焊接的机械化和自动化水平,有助于减轻工人的劳动强度,提高焊接效率。
- 还没有人留言评论。精彩留言会获得点赞!