一种微动开关自动锡焊生产线的制作方法
本发明涉及微动开关生产装置,尤其是涉及一种微动开关自动锡焊生产线。
背景技术:
1、微动开关因其开关元件的触点间距比较小,故命名为“微动开关”,同时可称为灵敏开关。微动开关元件一般以无辅助按压附件为基本型式,且派生出小行程式和大行程式。根据加入的不同的按压辅件,可分为按钮式、簧片滚轮式、杠杆滚轮式、短动臂式、长动臂式等各种形式。
2、现有的微动开关在进行焊接时,一般采用手工焊接的方式,其优点是可以精确的把握每一个元器件的焊接的状态,但是缺点是过于费时费力,耗费大量人工。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种自动化程度较高的微动开关自动锡焊生产线。
2、本发明的上述发明目的是通过以下技术方案得以实现的:
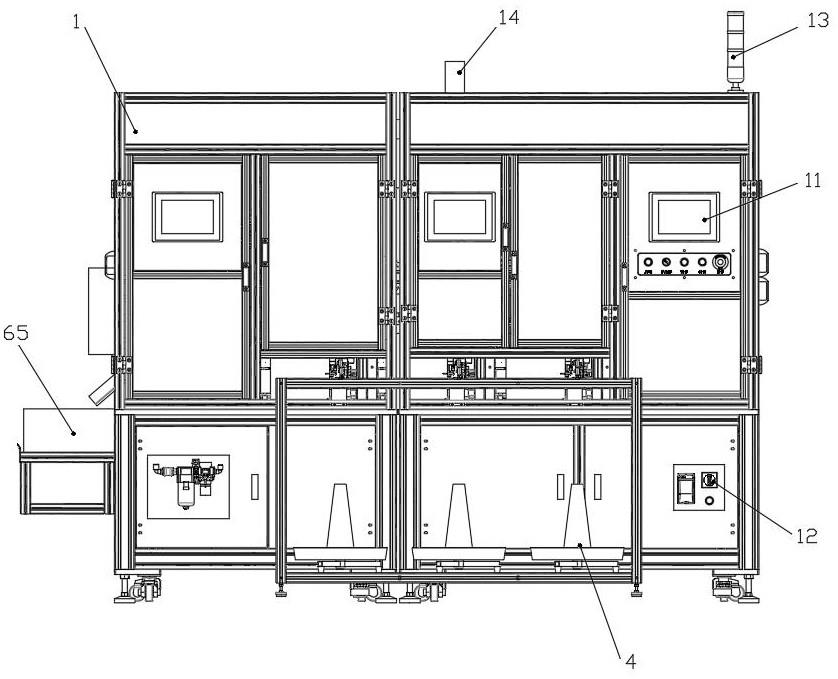
3、一种微动开关自动锡焊生产线,包括机架,所述机架的内部设置有输送部,所述输送部沿其输送方向依次设置有第一上料部、第二上料部、焊接部和下料部;
4、所述输送部包括伺服电机、输送带和定位组件,所述伺服电机安装在所述机架的一侧,所述伺服电机的输出端与所述输送带相连接,所述输送带的一侧沿其长度方向均匀设置若干个所述定位组件,所述输送部用于带动工件依次经过第一上料部、第二上料部、焊接部和下料部完成加工;
5、所述第一上料部用于将工件精准的放置在所述输送部的表面,然后经过移动完成加工;
6、所述第二上料部用于将线缆输送至输送部的表面,完成工件的加工;
7、所述焊接部包括剥线组件、取线组件和烙铁移动组件,所述剥线组件安装在机架的一侧,所述剥线组件的输出端与所述取线组件相连接,所述取线组件的一侧为所述烙铁移动组件,所述焊接部用于将线缆焊接在工件的表面;
8、所述下料部包括用于将加工完成的工件进行收集。
9、通过采用上述技术方案,在进行加工时,在伺服电机的带动下,将工件从第一上料部中移动至定位组件后,停止移动,第二上料部将线缆依次通过剥线组件和取线组件完成线缆的放置,并在洛铁移动组件的带动下,完成焊接,在加工完成后,伺服电机带动加工完成的工件输送至下料部进行收集,不仅自动化程度较高,而且加工精度较高。
10、本发明在一较佳示例中可以进一步配置为:所述第一上料部包括上料盘、上料驱动组件和吸嘴,所述上料盘放置在所述上料驱动组件的表面,所述上料驱动组件安装在所述机架上,所述上料驱动组件的底部设置所述吸嘴。
11、通过采用上述技术方案,在进行加工时,将工件放置在上料盘的内部,然后在上料驱动组件的带动下,吸嘴将工件真空吸附,方便取放。
12、本发明在一较佳示例中可以进一步配置为:所述上料驱动组件包括支撑座、上料x轴、上料y轴和上料z轴,所述支撑座安装在所述机架的表面,所述上料x轴安装在所述支撑座的表面,所述上料z轴位安装在所述上料x轴的一侧,所述上料y轴安装在所述机架的表面,且位于所述上料z轴的下方,所述上料z轴的一侧安装有真空发生器,所述上料z轴的底部设置有接近开关。
13、通过采用上述技术方案,上料x轴、上料y轴和上料z轴之间精准配合,实现工件精准取放,并通过接近开关在工件放料放不到位时,设备报警提醒人工及时处理,进而保证加工精度。
14、本发明在一较佳示例中可以进一步配置为:所述第二上料部包括托盘支架和绕线托盘,所述托盘支架安装在所述机架的一侧,所述绕线托盘安装在所述托盘支架的表面,所述绕线托盘的顶部设置有防跳线组件。
15、通过采用上述技术方案,线缆放置于绕线托盘上,将线缆的一端穿过防跳线组件,借助剥线组件,实现线缆随动。
16、本发明在一较佳示例中可以进一步配置为:所述防跳线组件包括防跳线轮和磁眼,所述防跳线轮通过安装支架放置在所述托盘之间的上方,所述防跳线轮的底部安装所述磁眼。
17、通过采用上述技术方案,磁眼可解决线缆的导向和耐磨问题;防跳线轮可解决线缆随动过程中,跳线的问题。
18、本发明在一较佳示例中可以进一步配置为:所述剥线组件包括校直机构、第一动力轮机构、第二动力轮机构和切刀机构,所述校直机构用于对线路捋直,所述第一动力轮机构与第二动力轮机构结构相同,均用于输送线缆,所述切刀机构位于所述第一动力轮机构与第二动力轮机构之间,所述切刀机构用于实现线缆的切断和保护皮的切破功能。
19、通过采用上述技术方案,校直机构实现线缆捋直的功能,通过第一动力轮机构和第二动力轮机构将线缆向前输送,切刀组件实现切刀切割深度的精确控制,从而实现线缆的切断和保护皮的切破功能,而且额可以对不同直径的线缆进行切割,兼容性比较好。
20、本发明在一较佳示例中可以进一步配置为:所述取线组件包括取线搬运x轴、取线搬运y轴、取线搬运z轴和取线夹爪机构,所述取线搬运x轴安装在所述机架的表面,所述取线搬运x轴的一侧安装所述取线搬运z轴,所述取线搬运z轴的一侧安装所述取线搬运y轴,所述取线搬运z轴的一侧安装所述取线夹爪机构。
21、通过采用上述技术方案,在取线搬运x轴、取线搬运y轴、取线搬运z轴和取线夹爪机构的相互配合之下可以精准的进行取线、焊线、蘸锡和蘸助焊剂,有效的降低了设备的调试难度。
22、本发明在一较佳示例中可以进一步配置为:所述烙铁移动组件包括可调型材架、烙铁移动机构、烙铁控制器和烙铁本体,所述可调型材架安装在所述机架的表面,所述可调型材架的顶部安装所述烙铁控制器,所述可调型材架的一侧安装所述烙铁移动机构,所述烙铁移动机构的底部安装所述烙铁本体。
23、通过采用上述技术方案,可调型材架可以对烙铁头前后位置进行调节,可兼容不同长度引脚的产品焊接,烙铁移动机构、烙铁控制器和烙铁本体之间的配合可以精准控制烙铁本体的位置,降低焊接产品时的调试难度。
24、本发明在一较佳示例中可以进一步配置为:所述下料部包括下料移动组件、夹爪组件、下料挡板、下料托盘和下料盒,所述下料挡板安装在所述输送部的一端,所述下料挡板远离所述输送部的一端与所述下料托盘相连接,所述下料托盘的底部放置所述下料盒,所述下料挡板的一侧安装所述下料移动组件,所述下料移动组件的底部安装所述夹爪组件。
25、通过采用上述技术方案,在下料移动组件和夹爪组件的配合下,将加工完成的工件移动至下料盒的内部,并通过下料挡板和下料托盘之间的配合保证产品不会发生刮伤,并进入到下料盒的内部进行集中处理。
26、综上所述,本发明包括以下至少一种有益技术效果:
27、1. 本发明中通过输送部、第一上料部、第二上料部、焊接部和下料部,从而能够自动完成微动开关的焊接工作,并在焊接的过程中,利用剥线组件、取线组件和烙铁移动组件之间的配合,保证焊接的加工精度和效率;
28、2. 本发明通过上料盘、上料驱动组件和吸嘴组成的第一上料部,从而能够真空吸附工件,方便取放;
29、3. 本发明通过托盘支架、绕线托盘和防跳线组件组成的第二上料部,线缆放置于绕线托盘上,将线缆的一端穿过防跳线组件,借助剥线组件,实现线缆随动,并通过防跳线组件保证线缆的导向以及避免跳线。
- 还没有人留言评论。精彩留言会获得点赞!