一种电机壳搅拌摩擦焊用分体快换式刀具及更换方法与流程
本发明涉及搅拌摩擦焊刀具,具体为一种电机壳搅拌摩擦焊用分体快换式刀具及更换方法。
背景技术:
1、搅拌摩擦焊利用高速旋转的焊接摩擦头与工件摩擦产生的高温,将被焊材料局部塑性化,当摩擦头沿着焊接表面移动时候界面向前移动时,被塑性化的材料在摩擦头的转动摩擦力作用下由摩擦头的前部流向后部,并在摩擦头的挤压下形成致密、均匀的固相焊缝,在焊接过程中,工件主要刚性固定在摩擦焊焊机机床上,搅拌摩擦头的焊头边高速旋转,边沿工件的接缝与工件相对移动,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时起到清除表面氧化膜的作用。
2、传统技术的焊刀更换时,需要在设备主轴上按动松刀开关取下刀柄,在刀具台上更换刀具,如果不需要再把刀柄取下,直接用小号扳手切换搅拌针,就可以大大提升换刀效率,节省了换刀时间,为此本发明提供了一种电机壳搅拌摩擦焊用分体快换式刀具及更换方法。
技术实现思路
1、本发明的目的在于提供一种电机壳搅拌摩擦焊用分体快换式刀具及更换方法,以解决上述背景技术中提出的问题。
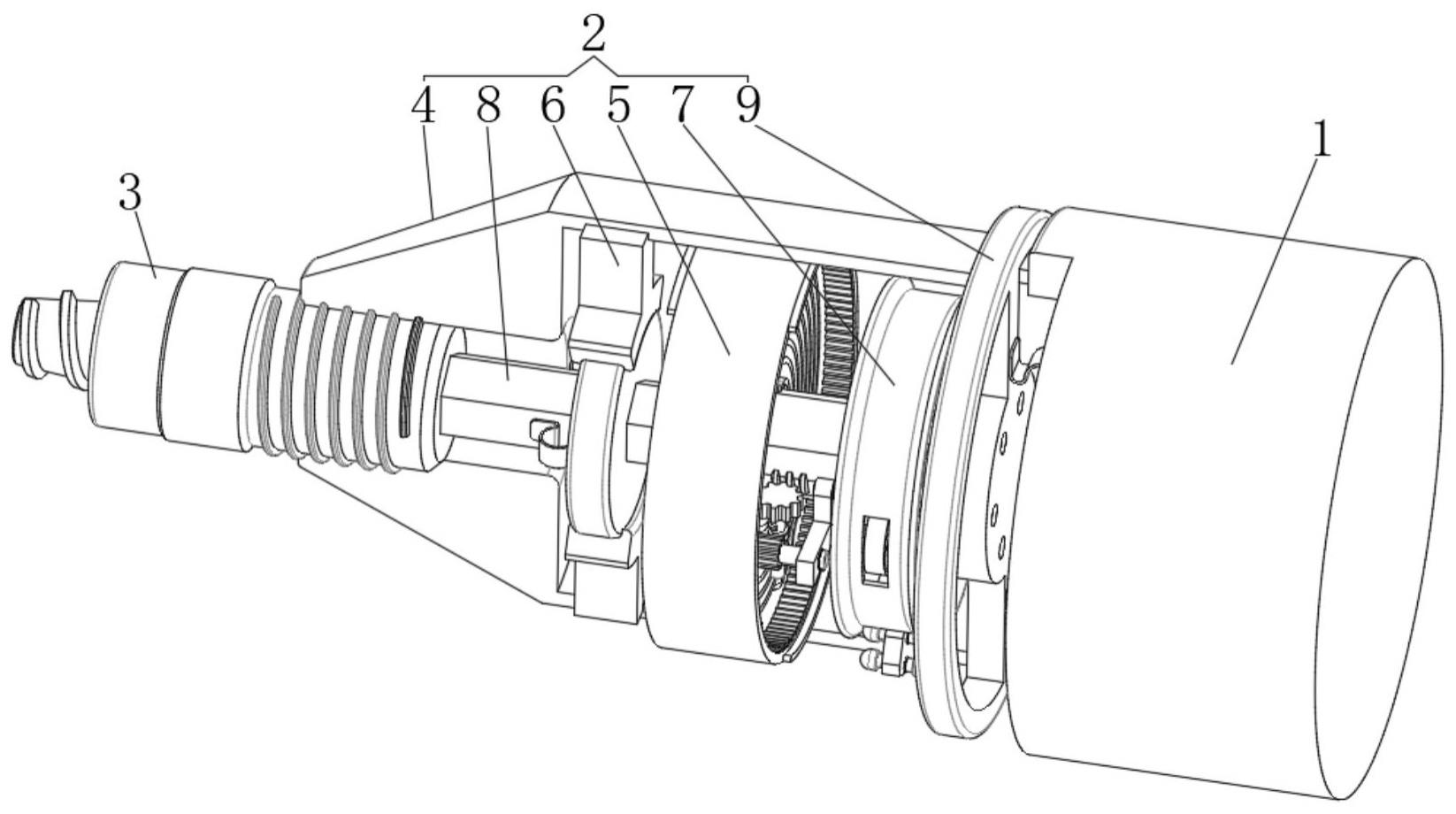
2、为实现上述目的,本发明提供如下技术方案:一种电机壳搅拌摩擦焊用分体快换式刀具,包括夹持粗柱,所述夹持粗柱两端均连接有半身部,所述半身部远离夹持粗柱的一端螺接有搅拌针,所述半身部包括半身壳、驱动件、方向件、动力件、第一棱柱和卡位件,所述半身壳包括圆筒和圆筒一端一体连接的圆台,所述搅拌针一端通过固定螺柱插入到半身壳圆台上开设的螺纹孔中,所述半身壳的圆筒中分布有驱动件、方向件和动力件,所述驱动件的一侧分布有方向件,驱动件的另一侧传动连接有动力件,第一棱柱分别贯穿驱动件、方向件和动力件的中部,第一棱柱的一端滑动插入到搅拌针螺柱端部开设的棱柱槽中,所述半身壳圆筒另一端固定在夹持粗柱上,且半身壳和夹持粗柱的对接处分布有卡位件,卡位件卡位控制驱动件。
3、优选的,所述方向件包括y型块、转盘和第一复位弹片,所述半身壳的圆筒内壁上固定有两个对称分布的y型块,两个y型块配合夹持转盘,转盘边缘凸出到y型块上开设的弧形槽中,转盘的一侧固定有两个对称分布的第一复位弹片,第一复位弹片的一端固定在第一棱柱上,第一棱柱滑动穿过转盘中部开设的棱柱孔。
4、优选的,所述驱动件包括筒件、蓄力筒、发条弹簧和弧形挡板,所述蓄力筒滑动套在半身壳的圆筒中,蓄力筒的两侧均固定有弧形挡板,弧形挡板固定在半身壳上,蓄力筒的一侧内壁上均匀环设有凸齿,蓄力筒和动力件传动连接,筒件分布在蓄力筒中部,且筒件和蓄力筒之间连接有发条弹簧,筒件一端和卡位件卡接。
5、优选的,所述筒件包括j型滑柱和棱滑筒,所述棱滑筒的一端外部固定换设有多个j型滑柱,j型滑柱和卡位件对接,所述第一棱柱滑动设置在棱滑筒中,发条弹簧的内圈端部固定在棱滑筒上,发条弹簧的外圈端部固定在蓄力筒的内壁上。
6、优选的,所述动力件包括发力装置、带轮重块、导向环筒和定位折柱,所述导向环筒环设在半身壳的圆筒中,导向环筒和半身壳的圆筒之间固定连接有定位折柱,导向环筒和半身壳的圆筒之间分布有带轮重块,导向环筒一侧壳体上开设有弧形板孔,且弧形板孔处分布有发力装置,发力装置传动控制蓄力筒,导向环筒形状为筒体,且筒体两侧边缘外翻。
7、优选的,所述卡位件包括第二复位弹片和卡位体,所述卡位体包括圆盘、圆环和二者之间固定的短柱,j型滑柱一端滑动插入到卡位体圆盘上开设的通孔中,卡位体上朝向夹持粗柱的一侧固定有两个对称分布的第二复位弹片,第二复位弹片支撑在卡位体和夹持粗柱之间,卡位体的环体分布在半身壳外部,卡位体的短柱活动设置在半身壳圆筒上开设的板孔中。
8、优选的,所述发力装置包括第一齿轮、第二齿轮、第一增压蜗杆、第一轴、轴架、第二增压蜗杆和摆动组件,所述第一齿轮一端和蓄力筒上的凸齿啮合,第一齿轮另一端和第一增压蜗杆啮合传动,第一轴一端固定在第一齿轮上,第一增压蜗杆一端固定有第二齿轮,第二齿轮和第二增压蜗杆上的螺旋齿啮合,第二增压蜗杆上的轴体一端和摆动组件连接,轴架一端固定在半身壳上,第一轴、第一增压蜗杆和第二增压蜗杆上的轴体分别套接在轴架上开设的三个通孔中。
9、优选的,所述摆动组件包括j型弹片、单向齿轮、弧形盖板、横支柱、c型弹片和摆动体,所述第二增压蜗杆上的轴体支撑摆动体,带轮重块相对导向环筒环绕运动中拨动摆动体,所述c型弹片分布在导向环筒内部,c型弹片一端弹性支撑摆动体,c型弹片另一端固定在横支柱上,横支柱一端固定在轴架上,单向齿轮固定在第二增压蜗杆的端部,单向齿轮一侧设置有弧形盖板,弧形盖板一端固定在摆动体上,弧形盖板和单向齿轮之间分布有j型弹片。
10、优选的,所述摆动体包括弧板和弧板一端固定的筒体,摆动体的筒体套在第二增压蜗杆的轴体上,摆动体的弧板分布在导向环筒的弧形板孔中,所述单向齿轮的齿为直角板状。
11、一种电机壳搅拌摩擦焊用分体快换式刀具的更换方法,包括以下步骤:
12、步骤一:内部发力,工人使用工具按压卡位件,驱动件发力控制第一棱柱转动,第一棱柱带动搅拌针从半身壳上转动伸出部分;
13、步骤二:取下搅拌针,工人使用工具继续转动搅拌针,直至搅拌针和半身壳完全分离;
14、步骤三:搅拌针安装,工人将新的搅拌针对准半身壳旋转插入,第一棱柱自动插入到搅拌针的棱柱槽后,工人无法继续转动搅拌针,此时组装完毕;
15、步骤四:刀具蓄力,摩擦焊工作过程中,刀具内部自动完成蓄力,积蓄的力量用于下一次的更换刀具工作。
16、与现有技术相比,本发明的有益效果是:
17、1.传统技术搅拌针和刀身连接为一体,更换时需要将整个刀具从机床的移动夹持机构上取下,本发明可以直接将搅拌针从刀身上旋转取下,且刀身内部的蓄力机构预先发力一次,如果搅拌针和刀身螺接处锈蚀小或是没锈蚀,蓄力机制使搅拌针顺利旋转伸出部分,剩下的工人可以省力将搅拌针旋转下来,如果锈蚀严重,工人将搅拌针旋转取下过程中,旋转初始阶段刀身内部的压力可以辅助配合工人的旋转力,这样搅拌针容易取下,从而解决锈蚀卡死的问题。
18、2.本发明在刀具摩擦焊工作时自动完成蓄力工作,除了带轮重块,刀具上的所有装置同步转动,带轮重块由于惯性不动,这样带轮重块多次冲击发力装置,发力装置传动蓄力筒,蓄力筒转动引起发条弹簧收缩蓄力,在取下搅拌针过程中,推动卡位体即可释放这股力量,从而辅助工人将搅拌针省力取下。
技术特征:
1.一种电机壳搅拌摩擦焊用分体快换式刀具,包括夹持粗柱(1),其特征在于:所述夹持粗柱(1)两端均连接有半身部(2),所述半身部(2)远离夹持粗柱(1)的一端螺接有搅拌针(3),所述半身部(2)包括半身壳(4)、驱动件(5)、方向件(6)、动力件(7)、第一棱柱(8)和卡位件(9),所述半身壳(4)包括圆筒和圆筒一端一体连接的圆台,所述搅拌针(3)一端通过固定螺柱插入到半身壳(4)圆台上开设的螺纹孔中,所述半身壳(4)的圆筒中分布有驱动件(5)、方向件(6)和动力件(7),所述驱动件(5)的一侧分布有方向件(6),驱动件(5)的另一侧传动连接有动力件(7),第一棱柱(8)分别贯穿驱动件(5)、方向件(6)和动力件(7)的中部,第一棱柱(8)的一端滑动插入到搅拌针(3)螺柱端部开设的棱柱槽中,所述半身壳(4)圆筒另一端固定在夹持粗柱(1)上,且半身壳(4)和夹持粗柱(1)的对接处分布有卡位件(9),卡位件(9)卡位控制驱动件(5)。
2.根据权利要求1所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述方向件(6)包括y型块(10)、转盘(11)和第一复位弹片(12),所述半身壳(4)的圆筒内壁上固定有两个对称分布的y型块(10),两个y型块(10)配合夹持转盘(11),转盘(11)边缘凸出到y型块(10)上开设的弧形槽中,转盘(11)的一侧固定有两个对称分布的第一复位弹片(12),第一复位弹片(12)的一端固定在第一棱柱(8)上,第一棱柱(8)滑动穿过转盘(11)中部开设的棱柱孔。
3.根据权利要求1所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述驱动件(5)包括筒件(13)、蓄力筒(14)、发条弹簧(15)和弧形挡板(16),所述蓄力筒(14)滑动套在半身壳(4)的圆筒中,蓄力筒(14)的两侧均固定有弧形挡板(16),弧形挡板(16)固定在半身壳(4)上,蓄力筒(14)的一侧内壁上均匀环设有凸齿,蓄力筒(14)和动力件(7)传动连接,筒件(13)分布在蓄力筒(14)中部,且筒件(13)和蓄力筒(14)之间连接有发条弹簧(15),筒件(13)一端和卡位件(9)卡接。
4.根据权利要求3所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述筒件(13)包括j型滑柱(17)和棱滑筒(18),所述棱滑筒(18)的一端外部固定换设有多个j型滑柱(17),j型滑柱(17)和卡位件(9)对接,所述第一棱柱(8)滑动设置在棱滑筒(18)中,发条弹簧(15)的内圈端部固定在棱滑筒(18)上,发条弹簧(15)的外圈端部固定在蓄力筒(14)的内壁上。
5.根据权利要求3所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述动力件(7)包括发力装置(19)、带轮重块(20)、导向环筒(21)和定位折柱(22),所述导向环筒(21)环设在半身壳(4)的圆筒中,导向环筒(21)和半身壳(4)的圆筒之间固定连接有定位折柱(22),导向环筒(21)和半身壳(4)的圆筒之间分布有带轮重块(20),导向环筒(21)一侧壳体上开设有弧形板孔,且弧形板孔处分布有发力装置(19),发力装置(19)传动控制蓄力筒(14),导向环筒(21)形状为筒体,且筒体两侧边缘外翻。
6.根据权利要求4所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述卡位件(9)包括第二复位弹片(23)和卡位体(24),所述卡位体(24)包括圆盘、圆环和二者之间固定的短柱,j型滑柱(17)一端滑动插入到卡位体(24)圆盘上开设的通孔中,卡位体(24)上朝向夹持粗柱(1)的一侧固定有两个对称分布的第二复位弹片(23),第二复位弹片(23)支撑在卡位体(24)和夹持粗柱(1)之间,卡位体(24)的环体分布在半身壳(4)外部,卡位体(24)的短柱活动设置在半身壳(4)圆筒上开设的板孔中。
7.根据权利要求5所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述发力装置(19)包括第一齿轮(25)、第二齿轮(26)、第一增压蜗杆(27)、第一轴(28)、轴架(29)、第二增压蜗杆(30)和摆动组件(31),所述第一齿轮(25)一端和蓄力筒(14)上的凸齿啮合,第一齿轮(25)另一端和第一增压蜗杆(27)啮合传动,第一轴(28)一端固定在第一齿轮(25)上,第一增压蜗杆(27)一端固定有第二齿轮(26),第二齿轮(26)和第二增压蜗杆(30)上的螺旋齿啮合,第二增压蜗杆(30)上的轴体一端和摆动组件(31)连接,轴架(29)一端固定在半身壳(4)上,第一轴(28)、第一增压蜗杆(27)和第二增压蜗杆(30)上的轴体分别套接在轴架(29)上开设的三个通孔中。
8.根据权利要求7所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述摆动组件(31)包括j型弹片(32)、单向齿轮(33)、弧形盖板(34)、横支柱(35)、c型弹片(36)和摆动体(37),所述第二增压蜗杆(30)上的轴体支撑摆动体(37),带轮重块(20)相对导向环筒(21)环绕运动中拨动摆动体(37),所述c型弹片(36)分布在导向环筒(21)内部,c型弹片(36)一端弹性支撑摆动体(37),c型弹片(36)另一端固定在横支柱(35)上,横支柱(35)一端固定在轴架(29)上,单向齿轮(33)固定在第二增压蜗杆(30)的端部,单向齿轮(33)一侧设置有弧形盖板(34),弧形盖板(34)一端固定在摆动体(37)上,弧形盖板(34)和单向齿轮(33)之间分布有j型弹片(32)。
9.根据权利要求8所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于:所述摆动体(37)包括弧板和弧板一端固定的筒体,摆动体(37)的筒体套在第二增压蜗杆(30)的轴体上,摆动体(37)的弧板分布在导向环筒(21)的弧形板孔中,所述单向齿轮(33)的齿为直角板状。
10.一种电机壳搅拌摩擦焊用分体快换式刀具的更换方法,采用权利要求1所述的一种电机壳搅拌摩擦焊用分体快换式刀具,其特征在于,包括以下步骤:
技术总结
本发明涉及搅拌摩擦焊刀具技术领域,具体为一种电机壳搅拌摩擦焊用分体快换式刀具及更换方法,包括夹持粗柱,夹持粗柱两端均连接有半身部,半身部远离夹持粗柱的一端螺接有搅拌针,传统技术搅拌针和刀身连接为一体,更换时需要将整个刀具从机床上的移动夹持机构上取下,本发明可以直接将搅拌针从刀身上旋转取下,且刀身内部的蓄力机构预先发力一次,如果搅拌针和刀身螺接处锈蚀小或是没锈蚀,蓄力机制使搅拌针顺利旋转伸出部分,剩下的工人可以省力将搅拌针旋转下来,如果锈蚀严重,工人将搅拌针旋转取下过程中,旋转初始阶段刀身内部的压力可以辅助配合工人的旋转力,这样省力取下搅拌针,从而解决锈蚀卡死的问题。
技术研发人员:罗应涛,赵福州,卢官平,吴雅楠
受保护的技术使用者:江苏攀森智能科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!