一种发动机靶轮快速制造方法与流程
本发明属于汽车,具体涉及一种发动机靶轮快速制造方法。
背景技术:
1、发动机靶轮作为发动机上的一个重要部件,因其结构的特殊性,目前各主机厂的主要生产制造工艺均为冲压制造,且冲压制造所生产的靶轮质量精度,型面位置度等都有待提高。另外,对于发动机上的靶轮等部件在制造过程中,因其单次试制所需数量较少,故而在此情况下单独为其开创一套模具所投入的人力物力较大。基于此,研发一种快速制造高质量精度与型面位置度的发动机靶轮的方法是非常有必要的。
技术实现思路
1、本发明的目的就在于提供一种发动机靶轮快速制造方法,以解决快速制造具有高质量精度,型面位置度的发动机靶轮的问题。
2、本发明的目的是通过以下技术方案实现的:
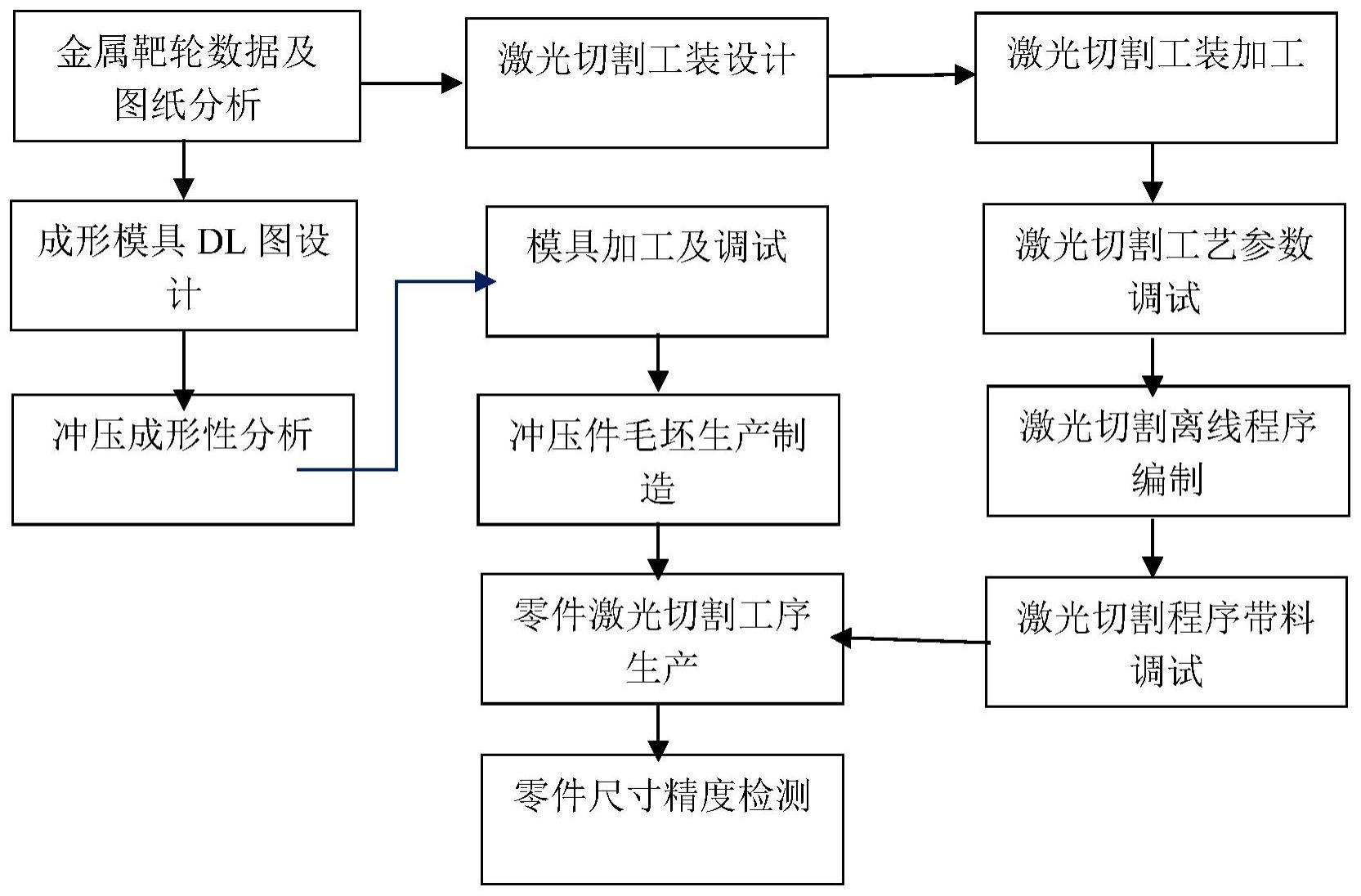
3、一种发动机靶轮快速制造方法,包括以下步骤:
4、a、金属靶轮数据及靶轮设计图分析;
5、b、分别进行成形模具dl图与激光切割工装设计;
6、b1、在成形模具dl图设计完成后,依次进行冲压成形性分析、模具加工及调试、冲压件毛坯生产制造;
7、b2、在激光切割工装设计完成后依次进行激光切割工装加工、激光切割工艺参数调试、激光切割离线程序编制及激光切割程序带料调试;
8、c、在冲压件毛坯生产制造和激光切割程序带料调试均完成后,进行零件激光切割工序生产;
9、d、进行零件尺寸精度检测。
10、进一步地,步骤b1中,冲压件毛坯生产制造具体为靶轮坯料加工,包括以下步骤:
11、b11、去除靶轮坯料表面杂质;
12、b12、绘制靶轮坯料下料展开图纸;
13、b13、依据下料展开图纸激光切割出圆形板;
14、b14、通过压型模具挤压出翻边;
15、b15、激光切割靶轮坯料中心圆孔。
16、更进一步地,步骤b11,具体为:对靶轮坯料的基材碳钢板抛丸打砂,去除表面杂质。
17、进一步地,步骤b2,所述激光切割工装由底座、支撑柱、压紧片和螺栓四部分构成;所述底座通过螺栓固定在水平工作台上,支撑柱与底座上表面垂直固定,底座与支撑柱共同为靶轮坯料的激光切割过程提供稳定支撑,压紧片下表面中心区域与支撑柱上表面紧密接触,中心圆孔与支撑柱上表面中心圆孔同心,同时压紧片压在靶轮坯料的上表面,压紧片和螺栓共同实现靶轮坯料的固定。
18、更进一步地,所述通过底座上的两个定位孔使用螺栓将底座固定在水平工作台上,支撑柱与底座上表面螺纹连接。
19、进一步地,步骤b2,激光切割程序带料调试,具体为:
20、b21、在激光切割之前,需要对待加工靶轮坯料表面清洁处理,确保表面光洁度和平整度;
21、b22、将靶轮坯料水平放置在工装上,夹紧;
22、b23、在靶轮坯料上任意位置选取三点,测量其坐标值,建立工件平面坐标系;
23、b24、激光切割设备坐标系与工件坐标系相拟合;
24、b25、激光切割靶轮坯料上表面圆孔和侧面长圆孔;
25、b26、尺寸检验。
26、更进一步地,靶轮坯料加工前在圆形板上任意位置做标记,每次冲压时将该标记对应冲压模具的同一位置,冲压形成靶轮坯料后保留该标记。
27、更进一步地,冲压制成的靶轮坯料,每次在装夹时,将标记对应激光切割工装的同一位置。
28、更进一步地,装夹后保证靶轮坯料表面水平。
29、与现有技术相比,本发明的有益效果是:
30、本发明创新的改进了传统靶轮的制造工艺,极大的减少了单件的生产成本与时间,并且通过利用连接激光切割技术在一定程度上提升了其质量精度,使其符合相关的技术要求与尺寸精度,可以有效完善生产工艺,提高生产效率。
技术特征:
1.一种发动机靶轮快速制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种发动机靶轮快速制造方法,其特征在于:步骤b1中,冲压件毛坯生产制造具体为靶轮坯料加工,包括以下步骤:
3.根据权利要求2所述的一种发动机靶轮快速制造方法,其特征在于:步骤b11,具体为:对靶轮坯料的基材碳钢板抛丸打砂,去除表面杂质。
4.根据权利要求1所述的一种发动机靶轮快速制造方法,其特征在于:步骤b2,所述激光切割工装由底座、支撑柱、压紧片和螺栓四部分构成;所述底座通过螺栓固定在水平工作台上,支撑柱与底座上表面垂直固定,底座与支撑柱共同为靶轮坯料的激光切割过程提供稳定支撑,压紧片下表面中心区域与支撑柱上表面紧密接触,中心圆孔与支撑柱上表面中心圆孔同心,同时压紧片压在靶轮坯料的上表面,压紧片和螺栓共同实现靶轮坯料的固定。
5.根据权利要求4所述的一种发动机靶轮快速制造方法,其特征在于:所述通过底座上的两个定位孔使用螺栓将底座固定在水平工作台上,支撑柱与底座上表面螺纹连接。
6.根据权利要求1所述的一种发动机靶轮快速制造方法,其特征在于:步骤b2,激光切割程序带料调试,具体为:
7.根据权利要求2所述的一种发动机靶轮快速制造方法,其特征在于:靶轮坯料加工前在圆形板上任意位置做标记,每次冲压时将该标记对应冲压模具的同一位置,冲压形成靶轮坯料后保留该标记。
8.根据权利要求7所述的一种发动机靶轮快速制造方法,其特征在于:冲压制成的靶轮坯料,每次在装夹时,将标记对应激光切割工装的同一位置。
9.根据权利要求8所述的一种发动机靶轮快速制造方法,其特征在于:装夹后保证靶轮坯料表面水平。
技术总结
本发明涉及一种发动机靶轮快速制造方法,包括金属靶轮数据及靶轮设计图分析;分别进行成形模具DL图与激光切割工装设计;在成形模具DL图设计完成后,依次进行冲压成形性分析、模具加工及调试、冲压件毛坯生产制造;在激光切割工装设计完成后依次进行激光切割工装加工、激光切割工艺参数调试、激光切割离线程序编制及激光切割程序带料调试;在冲压件毛坯生产制造和激光切割程序带料调试均完成后,进行零件激光切割工序生产;进行零件尺寸精度检测。本方法极大的减少了单件的生产成本与时间,并且通过利用连接激光切割技术在一定程度上提升了其质量精度,使其符合相关的技术要求与尺寸精度,可以有效完善生产工艺,提高生产效率。
技术研发人员:赵伟龙,高翔,罗添元,杜佳豪,杨思维,刘俊强,董乐
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!