一种长连体冷凝管自动上料辊压装置的制作方法
本发明涉及辊压装置,尤其涉及一种长连体冷凝管自动上料辊压装置。
背景技术:
1、长连体冷凝管经过辊压加工后,是应用于双门冰箱上,长连体冷凝管属于冰箱制冷核心零部件,尺寸精度及外观要求较高,而自动上料辊压装置是用来对长连体冷凝管进行加工的辊压设备;
2、原有冰箱冷凝管全部是油压机加工,并且全部采用单工序单机台操作,属于劳动密集型产业,导致产能低、人员多、危险系数高、产品报废率高;因此我公司针对上述问题,采用长连体冷凝管自动上料辊压装置进行加工,实现自动化生产连续性,生产效率高、用工成本低,提升产能30%,节约用工4人,极大提升我公司的生产效率,并且降低了危险系数,实现了自动化生产。
技术实现思路
1、本发明公布了一种长连体冷凝管自动上料辊压装置,解决了冰箱冷凝管全部采用油压机加工的方式,并且全部采用单工序单机台操作,导致产能低、所需工作人员较多、危险系数高、产品报废率高的问题。
2、为解决上述技术问题,本发明具体采用如下技术方案:
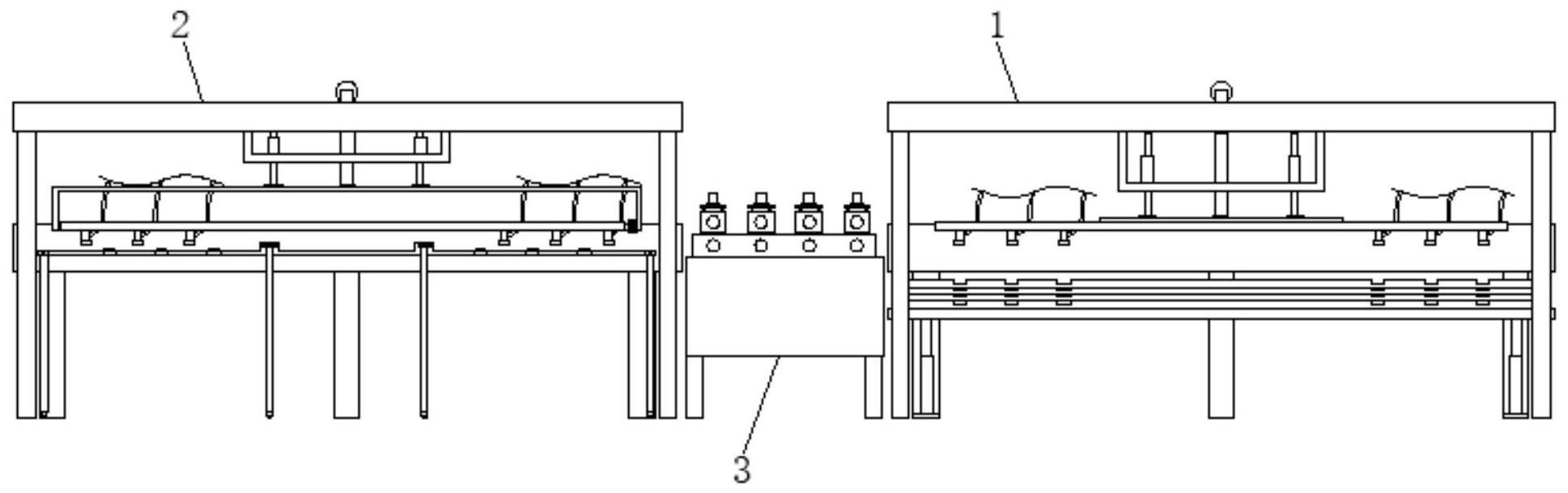
3、一种长连体冷凝管自动上料辊压装置,包括送料组件和冷凝管本体,送料组件的一侧设有辊压机,送料组件包括连接框,连接框的内侧设有输送带,输送带的顶面和底面均固定有一组连接板,连接板上固定有一组卡块,卡块的顶面开设有卡槽;连接框的上方设有固定框,固定框的底部固定有支撑腿,固定框的下方设有可前后移动的电动伸缩杆,电动伸缩杆的伸缩端可拆卸连接有移动板,移动板的底部固定有一组一号吸盘;连接框的一面设有用于承载冷凝管本体的承载组件。
4、优选的,所述承载组件包括滑动连接在支撑腿靠近连接框一面的承载板,承载板的顶部放置有一组从上至下堆叠的放置板,放置板的顶面开设与冷凝管本体相适配的放置槽,放置板的顶面开设有一组与放置槽相连通的凹槽,一组凹槽分别与一组一号吸盘相对应;承载板的下方设有位于地面的底板,底板上固定有伸缩端与承载板相连接的自动伸缩杆;承载板上固定有依次贯穿一组放置板的定位杆,放置板上开设有一组穿孔。
5、优选的,所述固定框的内侧设有驱动组件,驱动组件包括固定在固定框内侧的固定梁,固定梁上滑动连接有移动框,电动伸缩杆固定在移动框的内侧,电动伸缩杆的伸缩端固定有通过螺栓与移动板相连接的连接条;移动框的内侧固定有限位筒,限位筒的内侧滑动连接有底端与连接条相连接的限位杆,固定框上固定有伸缩端与移动框相连接的液压杆。
6、优选的,所述连接框的内侧转动连接有呈左右对称分布的主动辊和从动辊,主动辊和从动辊通过输送带传动连接;连接框的底部固定有支撑架。
7、优选的,所述辊压机远离送料组件的一侧设有下料组件,下料组件包括输送单元,输送单元的上方设有安装框,安装框的下方设有呈u型并且可升降的连接架,安装框的内侧设有用于驱动连接架前后移动的驱动组件;连接架的内侧转动连接有横板,横板的底部固定有一组二号吸盘,连接架的内侧固定有转轴与横板一侧相固定的电机。
8、优选的,所述输送单元的一面贴合有呈u型的移动架,移动架内侧靠近输送单元的一面固定有一组挂板,一组挂板与一组二号吸盘呈交错分布;移动架的顶部设有两个位于一组挂板之间的凸出部,凸出部背离输送单元的一面固定有定位板,定位板位于挂板的上方,移动架和定位板的底部均固定有移动支腿。
9、优选的,所述挂板的顶面固定有一组隔片,输送单元上固定有贯穿移动架的限位柱。
10、相对于现有技术,本发明具有如下有益效果:
11、可以将冷凝管本体放置在承载组件上后,需要对冷凝管本体进行加工时,可以使电动伸缩杆带动移动板朝向承载组件移动,使一组一号吸盘位于冷凝管本体的上方,然后电动伸缩杆的伸缩端伸长使移动板带动一组一号吸盘向下移动,当一组一号吸盘分别与冷凝管本体相接触后,可以将冷凝管本体吸附住;然后电动伸缩杆的伸缩端复原,使移动板通过一组一号吸盘带动冷凝管本体向上移动,随后电动伸缩杆朝向连接框移动,使冷凝管本体位于输送带的上方,通过输送带的运行,使输送带顶面的一组连接板分别与一组一号吸盘相对应;然后电动伸缩杆的伸缩端伸长使移动板向下移动,冷凝管本体则随着向下移动后,使冷凝管本体的多个部位分别卡入多个卡槽内,完成对冷凝管本体的限位,随后电动伸缩杆的伸缩端复原,同时输送带运行,使冷凝管本体朝向辊压机移动,辊压机启动后则可以对进入辊压机内的冷凝管本体进行辊压加工;后续重复上述过程,对冷凝管本体进行自动上料即可;本发明无需人工手动对冷凝管进行上料,省去了人工摆放以及校准冷凝管位置的操作,提高了对冷凝管的加工效率,减少了人工,降低了危险,提高了产品的合格率。
技术特征:
1.一种长连体冷凝管自动上料辊压装置,其特征在于,包括送料组件(1)和冷凝管本体(4),送料组件(1)的一侧设有辊压机(3),送料组件(1)包括连接框(10),连接框(10)的内侧设有输送带(104),输送带(104)的顶面和底面均固定有一组连接板(105),连接板(105)上固定有一组卡块(106),卡块(106)的顶面开设有卡槽(107);连接框(10)的上方设有固定框(11),固定框(11)的底部固定有支撑腿(111),固定框(11)的下方设有可前后移动的电动伸缩杆(114),电动伸缩杆(114)的伸缩端可拆卸连接有移动板(12),移动板(12)的底部固定有一组一号吸盘(121);连接框(10)的一面设有用于承载冷凝管本体(4)的承载组件。
2.根据权利要求1所述的一种长连体冷凝管自动上料辊压装置,其特征在于:所述承载组件包括滑动连接在支撑腿(111)靠近连接框(10)一面的承载板(13),承载板(13)的顶部放置有一组从上至下堆叠的放置板(131),放置板(131)的顶面开设与冷凝管本体(4)相适配的放置槽,放置板(131)的顶面开设有一组与放置槽相连通的凹槽(132),一组凹槽(132)分别与一组一号吸盘(121)相对应;承载板(13)的下方设有位于地面的底板(134),底板(134)上固定有伸缩端与承载板(13)相连接的自动伸缩杆(135);承载板(13)上固定有依次贯穿一组放置板(131)的定位杆(133),放置板(131)上开设有一组穿孔。
3.根据权利要求1所述的一种长连体冷凝管自动上料辊压装置,其特征在于:所述固定框(11)的内侧设有驱动组件,驱动组件包括固定在固定框(11)内侧的固定梁(112),固定梁(112)上滑动连接有移动框(113),电动伸缩杆(114)固定在移动框(113)的内侧,电动伸缩杆(114)的伸缩端固定有通过螺栓与移动板(12)相连接的连接条(115);移动框(113)的内侧固定有限位筒(116),限位筒(116)的内侧滑动连接有底端与连接条(115)相连接的限位杆(117),固定框(11)上固定有伸缩端与移动框(113)相连接的液压杆(118)。
4.根据权利要求1所述的一种长连体冷凝管自动上料辊压装置,其特征在于:所述连接框(10)的内侧转动连接有呈左右对称分布的主动辊(102)和从动辊(103),主动辊(102)和从动辊(103)通过输送带(104)传动连接;连接框(10)的底部固定有支撑架(101)。
5.根据权利要求3所述的一种长连体冷凝管自动上料辊压装置,其特征在于:所述辊压机(3)远离送料组件(1)的一侧设有下料组件(2),下料组件(2)包括输送单元(20),输送单元(20)的上方设有安装框(21),安装框(21)的下方设有呈u型并且可升降的连接架(22),安装框(21)的内侧设有用于驱动连接架(22)前后移动的驱动组件;连接架(22)的内侧转动连接有横板(221),横板(221)的底部固定有一组二号吸盘(222),连接架(22)的内侧固定有转轴与横板(221)一侧相固定的电机(223)。
6.根据权利要求5所述的一种长连体冷凝管自动上料辊压装置,其特征在于:所述输送单元(20)的一面贴合有呈u型的移动架(23),移动架(23)内侧靠近输送单元(20)的一面固定有一组挂板(232),一组挂板(232)与一组二号吸盘(222)呈交错分布;移动架(23)的顶部设有两个位于一组挂板(232)之间的凸出部,凸出部背离输送单元(20)的一面固定有定位板(234),定位板(234)位于挂板(232)的上方,移动架(23)和定位板(234)的底部均固定有移动支腿(231)。
7.根据权利要求6所述的一种长连体冷凝管自动上料辊压装置,其特征在于:所述挂板(232)的顶面固定有一组隔片(233),输送单元(20)上固定有贯穿移动架(23)的限位柱。
技术总结
本发明提供了一种长连体冷凝管自动上料辊压装置,包括送料组件和冷凝管本体,送料组件的一侧设有辊压机,送料组件包括连接框,连接框的内侧设有输送带,输送带的顶面和底面均固定有一组连接板,连接板上固定有一组卡块,卡块的顶面开设有卡槽;连接框的上方设有固定框,固定框的底部固定有支撑腿,固定框的下方设有可前后移动的电动伸缩杆,电动伸缩杆的伸缩端可拆卸连接有移动板,移动板的底部固定有一组一号吸盘;连接框的一面设有用于承载冷凝管本体的承载组件。本发明无需人工手动对冷凝管进行上料,省去了人工摆放以及校准冷凝管位置的操作,提高了对冷凝管的加工效率,减少了人工,降低了危险,提高了产品的合格率。
技术研发人员:周劲松,代均山,熊亮
受保护的技术使用者:荆州市智翔机械科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!