一种数控机床精度自动控制方法与流程
本技术涉及自动化领域,尤其涉及一种数控机床精度自动控制方法。
背景技术:
1、随着智能制造的发展,机械加工行业越发趋于自动化、智能化,特别在航空大型复杂结构件加工领域,随着智能车间的建设应用,已实现航空结构件批量自动化生产。数控机床作为智能制造的重要载体,其本身精度的可靠性直接影响产品的产出质量,目前数控设备的检测大多依靠专业人员手动检测,根据预设检测周期或者是产品质量,由专人对数控机床进行检测。在实际工作中,往往由多台数控机床共同生产同批次产品,需要多名专业人员分别负责,由于每个人对于精度检测的理解程度以及频率不同,这就造成不仅精度检测以及精度补偿的人工效率低下。
技术实现思路
1、本技术的主要目的在于提供一种数控机床精度自动控制方法,旨在解决精度检测以及精度补偿的效率低下的技术问题。
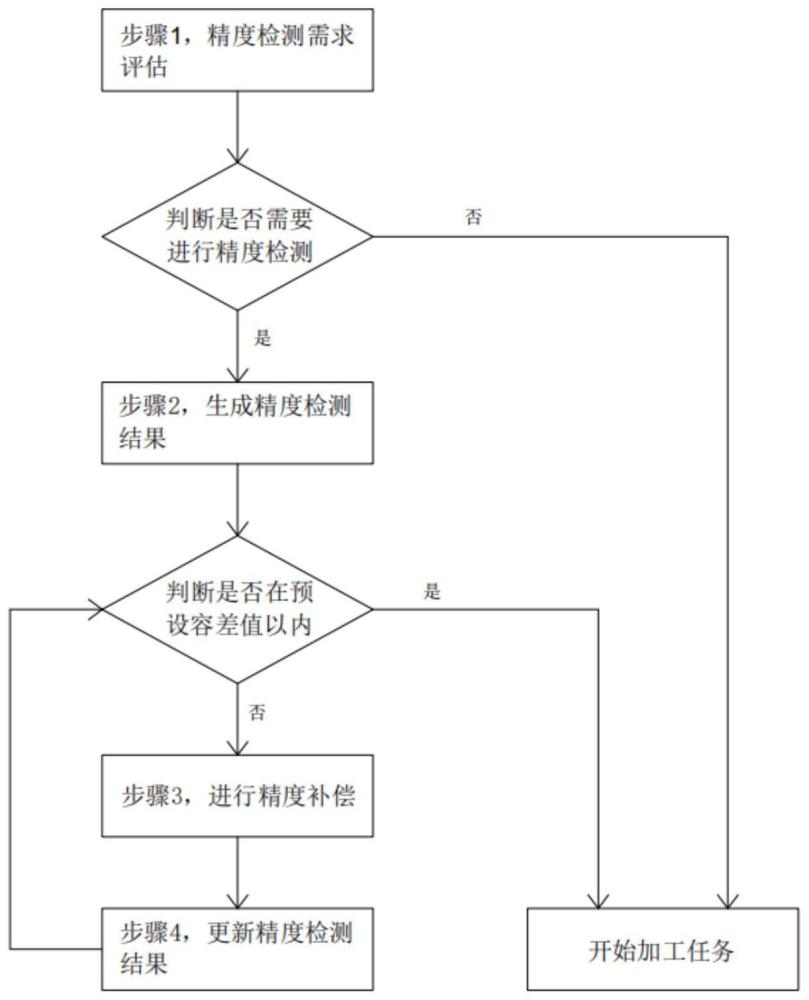
2、为实现上述目的,本技术提供一种数控机床精度自动控制方法,包括以下步骤:在接收到启动信号时,对数控机床进行精度检测需求评估;在精度检测需求评估为需要精度检测时,生成精度检测结果;判断精度检测结果是否超过预设精度容差值,在精度检测结果超过预设精度容差值时,进行精度补偿;在精度补偿完成后重新开始精度检测,以更新精度检测结果,并在更新精度检测结果后返回判断精度检测结果是否超过预设精度容差值的步骤,循环至精度检测结果在预设容差值以内。
3、可选地,在精度补偿n次后,精度检测结果仍然超过预设容差值时,生成错误信息并发出报警信号。
4、可选地,在接收到启动信号时,对数控机床进行精度检测需求评估,包括:判断本次精度检测需求评估时间与上次记录精度检测时间是否超过预设时间周期,在超过预设时间周期时评估为需要精度检测;和/或;判断本次精度检测需求评估与上次记录精度检测之间接收到启动信号的次数是否超过预设次数周期,在超过预设次数周期时评估为需要精度检测。
5、可选地,在精度检测需求评估为需要精度检测时,生成精度检测结果,包括:采用ca型五轴联动数控机床的精度检测方法或ba型五轴联动数控机床的精度检测方法,生成精度检测结果。
6、可选地,采用ca型五轴联动数控机床的精度检测方法,生成精度检测结果,包括:采用无线电探头分别测量机床摆角在位置p1(a0 c0)时球头检棒的球心坐标l1(x1、y1、z1)、机床摆角在位置p2(a90 c0)时球头检棒的球心坐标l2(x2、y2、z2)和机床摆角在位置p3(a-90c0)时球头检棒的球心坐标l3(x3、y3、z3);根据球心坐标l1、l2和l3以及已知球头检棒长度,得到a轴轴线到机床主轴定位端面的距离为:
7、
8、其中,l为球头检棒长度,r为球头检棒半径;根据球心坐标l1、l2和l3以及已知球头检棒长度,得到机床主轴轴线与a轴轴线在y方向的矢量差为:
9、
10、可选地,精度补偿的步骤,包括:根据a轴轴线到机床主轴定位端面的距离m1与参数24550【2】的数值,得到参数24550【2】的补偿值;根据机床主轴轴线与a轴轴线在y方向的矢量差m2与参数24550【1】的数值,得到参数24550【1】的补偿值。
11、可选地,采用ca型五轴联动数控机床的精度检测方法,生成精度检测结果,包括:采用无线电探头分别测量在开启traori指令下机床摆角在(a0c0)象限时球头检棒的球心坐标l4(x4、y4、z4)、机床摆角在(a0 c90)象限时球头检棒的球心坐标l5(x5、y5、z5)、机床摆角在(a0 c180)象限时球头检棒的球心坐标l6(x6、y6、z6)和机床摆角在(a0 c270)象限时球头检棒的球心坐标l7(x7、y7、z7);根据球心坐标l4、l5、l6和l7,得到c轴轴线与机床主轴轴线在x方向的偏差为:
12、
13、根据球心坐标l4、l5、l6和l7,得到c轴轴线与机床主轴轴线在y方向的偏差为:
14、
15、可选地,精度补偿的步骤,包括:根据c轴轴线与机床主轴轴线在x方向的偏差m4与参数24560【0】的数值赋值,得到参数24560【0】的补偿值;根据c轴轴线与机床主轴轴线在y方向的偏差m5与24560【1】的数值赋值,得到参数24560【1】的补偿值。
16、可选地,适用于ba型五轴联动数控机床的精度检测方法包括:采用无线电探头分别测量机床摆角在位置p4(a0 b0)时球头检棒的球心坐标l8(x8、y8、z8)、机床摆角在位置p5(a30 b0)时球头检棒的球心坐标l9(x9、y9、z9)和机床摆角在位置p6(a-30b0)时球头检棒的球心坐标l10(x10、y10、z10);根据球心坐标l8、l9和l10以及已知球头检棒长度,得到a轴轴线到机床主轴定位端面的距离为:
17、m6=|y9-y10|-l+r,
18、其中,l为球头检棒长度,r为球头检棒半径。
19、可选地,精度补偿包括:根据a轴轴线到机床主轴定位端面的距离m6和参数24550【2】的数值,得到参数24550【2】的精度补偿的补偿值。
20、可选地,适用于ba型五轴联动数控机床的精度检测方法包括:采用无线电探头分别测量在开启traori指令下机床摆角在(a0 b30)时球头检棒的球心坐标l11(x11、y11、z11)、机床摆角在(a0 b-30)时球头检棒的球心坐标l12(x12、y12、z12)、机床摆角在(a30b0)时球头检棒的球心坐标l13(x13、y13、z13)、机床摆角在(a-30b0)时球头检棒的球心坐标l14(x14、y14、z14)、机床摆角在(a0 b30)时球头检棒的球心坐标l15(x15、y15、z15)和机床摆角在(a0 b-30)时球头检棒的球心坐标l16(x16、y16、z16);根据球心坐标l13、l14、l15和l16,得到机床主轴轴线与a轴轴线在y方向的矢量差为:
21、m8=z13-z14;
22、根据球心坐标l13、l14、l15和l16,得到b轴轴线到机床主轴定位端面的距离为:
23、m9=|y11-y12|-l+r,
24、其中,l为球头检棒长度,r为球头检棒半径;根据机床主轴轴线与a轴轴线在y方向的矢量差m8和b轴轴线到机床主轴定位端面的距离m9,得到b轴轴线到a轴轴线的距离为:
25、m10=m9-m8;
26、根据球心坐标l13、l14、l15和l16,得到机床主轴轴线与b轴轴线在x方向的矢量差为:
27、m12=z15-z16。
28、可选地,精度补偿的步骤,包括:根据机床主轴轴线与a轴轴线在y方向的矢量差m8和参数24550【1】的数值赋值,得到参数24550【1】的补偿值;根据b轴轴线到a轴轴线的距离和参数24560【2】的数值,得到参数24560【2】的精度补偿的补偿值;根据机床主轴轴线与b轴轴线在x方向的矢量差和参数24560【0】的数值赋值,得到参数24560【0】的补偿值。
29、本技术所能实现的有益效果为:本技术通过在收到启动信号时自动插入精度检测需求评估程序,可对精度检测设置一个周期,当评估超出周期时进行精度检测,未超出周期则开始加工任务,以此约束精度检测的时机,以保障精度检测的一致性。通过插入评估程序使得能够自动进入精度检测程序,以此提升精度检测的效率。在进行精度检测时设置有容差值,当精度检测结果超出容差值时进行补偿,补偿后重新进行精度检测,反复如此直至精度检测结果在容差值以内。以容差值以及精度检测结果约束精度补偿值,以保障精度补偿的一致性,通过自动实现反复的补偿及检测至实现检测结果在容差值以内,大幅降低了对专业人员的依赖,以此提高精度补偿的效率。在这一过程中,可通过调用程序自动执行,避免人工干预,杜绝人为误差,精度控制环节(精度检测-精度补偿)完全自动运行,显著提高了数控机床加工精度,保障了零件加工质量,生产节拍更加顺畅,加工效率显著提高,不会因为人员调配等原因而出现等待维护的情况。
- 还没有人留言评论。精彩留言会获得点赞!