一种基于数字孪生的热连轧轧制节奏动态监控方法及装置
本发明涉及数字孪生系统,特别是指一种基于数字孪生的热连轧轧制节奏动态监控方法及装置。
背景技术:
1、对热连轧带钢生产效率提升和能源消耗的研究一直是钢铁行业的热点。其中,轧制节奏控制直接影响热连轧产线的生产效率与能源消耗。轧制节奏控制是在满足设备、工艺、自动化控制等约束条件下,通过优化原料板坯进入生产线的等待时间,以便尽可能缩短产品生产的间隔时间。
2、通过提升轧制节奏,可以缩短生产等待时间,提升设备纯加工作业率,促进产能提升,降低能源消耗。在已有的热连轧带钢实际生产中,由于生产线高温环境,生产线不能与监控设备有机结合,导致轧制节奏自主控制的自动化程度较低。在连续生产的过程中,不能很好地实现动态优化轧制节奏。
3、在现有技术中,缺乏一种针对于热连轧生产过程的基于数字孪生的高效轧制节奏动态监控方法。
技术实现思路
1、本发明实施例提供了一种基于数字孪生的热连轧轧制节奏动态监控方法及装置。所述技术方案如下:
2、一方面,提供了一种基于数字孪生的热连轧轧制节奏动态监控方法,该方法由电子设备实现,该方法包括:
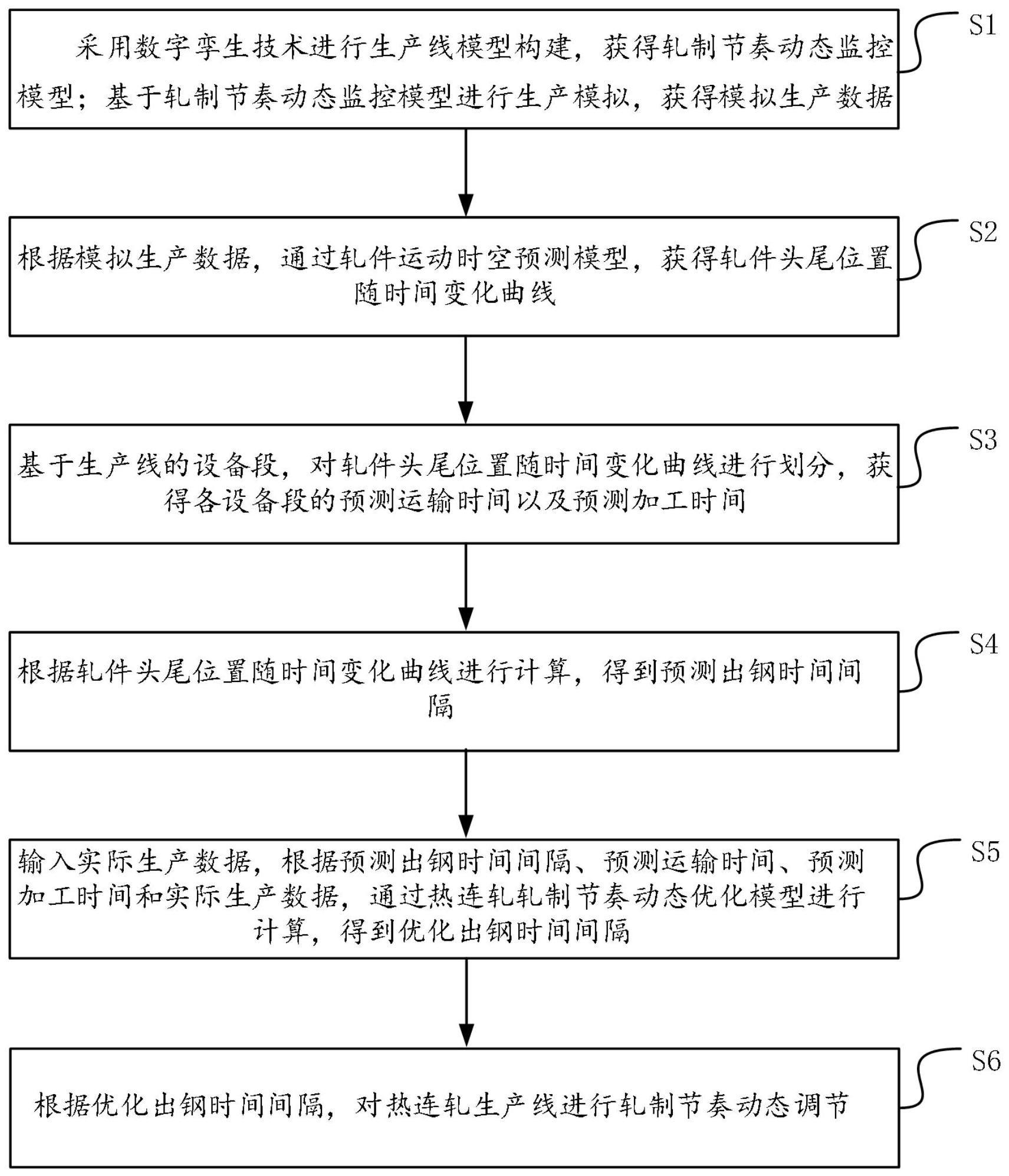
3、采用数字孪生技术进行生产线模型构建,获得轧制节奏动态监控模型;基于所述轧制节奏动态监控模型进行生产模拟,获得模拟生产数据;
4、根据所述模拟生产数据,通过轧件运动时空预测模型,获得轧件头尾位置随时间变化曲线;
5、基于生产线的设备段,对所述轧件头尾位置随时间变化曲线进行划分,获得各设备段的预测运输时间以及预测加工时间;
6、根据所述轧件头尾位置随时间变化曲线进行计算,得到预测出钢时间间隔;
7、输入实际生产数据,根据所述预测出钢时间间隔、所述预测运输时间、所述预测加工时间和所述实际生产数据,通过热连轧轧制节奏动态优化模型进行计算,得到优化出钢时间间隔;
8、根据所述优化出钢时间间隔,对热连轧生产线进行轧制节奏动态调节。
9、其中,所述轧制节奏动态监控模型包括:生产线物理空间模型、生产线虚拟空间模型、生产过程监控模型和工业数据传输监控模型。
10、可选地,所述根据所述模拟生产数据,通过轧件运动时空预测模型,获得轧件头尾位置随时间变化曲线,包括:
11、根据所述模拟生产数据,获得生产速度设定数据;
12、根据所述生产速度设定数据,通过轧件运动时空预测模型,获得轧件运动预测曲线;所述轧件运动时空预测模型是基于生产线工艺特征的数学预测模型;
13、根据预设的轧件头尾参数以及所述轧件运动预测曲线进行计算,得到轧件头尾位置随时间变化曲线。
14、可选地,所述输入实际生产数据,根据所述预测出钢时间间隔、所述预测运输时间、所述预测加工时间和所述实际生产数据,通过热连轧轧制节奏动态优化模型进行计算,得到优化出钢时间间隔,包括:
15、根据所述实际生产数据进行计算,得到实际运输时间以及实际加工时间;
16、根据所述实际运输时间以及所述预测运输时间进行计算,得到运输时间调节时间;
17、根据所述实际加工时间以及所述预测加工时间进行计算,得到加工时间调节时间;
18、根据所述运输时间调节时间以及所述加工时间调节时间进行计算,得到生产调节时间;
19、根据所述预测出钢时间间隔以及所述生产调节时间,获得优化出钢时间。
20、可选地,所述得到优化出钢时间间隔之后,所述方法还包括:
21、根据实际生产时间,获得实际出钢时间间隔;
22、根据所述实际出钢时间间隔以及所述优化出钢时间间隔,获得出钢时间预测调整量;
23、根据所述出钢时间预测调整量,通过出钢预测自学习模型,获得预测调节参数;所述出钢预测自学习模型用于根据当前批次预测调整量,对下一批次的出钢时间预测进行优化;
24、根据所述预测调节参数,对所述轧件运动时空预测模型进行优化。
25、另一方面,提供了一种基于数字孪生的热连轧轧制节奏动态监控装置,该装置应用于一种基于数字孪生的热连轧轧制节奏动态监控方法,该装置包括:
26、生产模拟模块,用于采用数字孪生技术进行生产线模型构建,获得轧制节奏动态监控模型;基于所述轧制节奏动态监控模型进行生产模拟,获得模拟生产数据;
27、轧件头尾曲线获取模块,用于根据所述模拟生产数据,通过轧件运动时空预测模型,获得轧件头尾位置随时间变化曲线;
28、各设备段时间获取模块,用于基于生产线的设备段,对所述轧件头尾位置随时间变化曲线进行划分,获得各设备段的预测运输时间以及预测加工时间;
29、预测出钢间隔计算模块,用于根据所述轧件头尾位置随时间变化曲线进行计算,得到预测出钢时间间隔;
30、出钢间隔优化模块,用于输入实际生产数据,根据所述预测出钢时间间隔、所述预测运输时间、所述预测加工时间和所述实际生产数据,通过热连轧轧制节奏动态优化模型进行计算,得到优化出钢时间间隔;
31、轧制节奏调节模块,用于根据所述优化出钢时间间隔,对热连轧生产线进行轧制节奏动态调节。
32、其中,所述轧制节奏动态监控模型包括:生产线物理空间模型、生产线虚拟空间模型、生产过程监控模型和工业数据传输监控模型。
33、可选地,所述轧件头尾曲线获取模块,进一步用于:
34、根据所述模拟生产数据,获得生产速度设定数据;
35、根据所述生产速度设定数据,通过轧件运动时空预测模型,获得轧件运动预测曲线;所述轧件运动时空预测模型是基于生产线工艺特征的数学预测模型;
36、根据预设的轧件头尾参数以及所述轧件运动预测曲线进行计算,得到轧件头尾位置随时间变化曲线。
37、可选地,所述出钢间隔优化模块,进一步用于:
38、根据所述实际生产数据进行计算,得到实际运输时间以及实际加工时间;
39、根据所述实际运输时间以及所述预测运输时间进行计算,得到运输时间调节时间;
40、根据所述实际加工时间以及所述预测加工时间进行计算,得到加工时间调节时间;
41、根据所述运输时间调节时间以及所述加工时间调节时间进行计算,得到生产调节时间;
42、根据所述预测出钢时间间隔以及所述生产调节时间,获得优化出钢时间。
43、可选地,所述出钢间隔优化模块,还用于:
44、根据实际生产时间,获得实际出钢时间间隔;
45、根据所述实际出钢时间间隔以及所述优化出钢时间间隔,获得出钢时间预测调整量;
46、根据所述出钢时间预测调整量,通过出钢预测自学习模型,获得预测调节参数;所述出钢预测自学习模型用于根据当前批次预测调整量,对下一批次的出钢时间预测进行优化;
47、根据所述预测调节参数,对所述轧件运动时空预测模型进行优化。
48、另一方面,提供了一种电子设备,所述电子设备包括处理器和存储器,所述存储器中存储有至少一条指令,所述至少一条指令由所述处理器加载并执行以实现上述一种基于数字孪生的热连轧轧制节奏动态监控方法。
49、另一方面,提供了一种计算机可读存储介质,所述存储介质中存储有至少一条指令,所述至少一条指令由处理器加载并执行以实现上述一种基于数字孪生的热连轧轧制节奏动态监控方法。
50、本发明实施例提供的技术方案带来的有益效果至少包括:
51、本发明提供了一种基于数字孪生的热连轧轧制节奏动态监控方法,通过数字孪生技术,构建了轧制节奏动态监控数字孪生系统,实现生产中的实时跟踪监测。通过对生产设备空间布置及其执行动作,以及工艺流程进行分析,结合生产工艺数据实现了热连轧生产过程轧件运动时空预测。在此基础上设计热连轧轧制节奏动态优化模型,通过定义各分段的“运输时间”与“加工时间”计算轧件的出钢时间间隔,实现对轧制节奏的动态监控与优化。引入出钢预测自学习功能,不断提高优化精度。本发明方法建立了热连轧实时跟踪模型和实时状态优化方法,通过三维虚拟模型实现对带钢的实时跟踪映射,并能够根据实时数据动态调整下一轧件的出钢时间,对于现场操作人员管理调控热连轧轧制节奏,具有良好的参考价值和指导意义。本发明是一种针对于热连轧生产过程的基于数字孪生的高效轧制节奏动态监控方法。
- 还没有人留言评论。精彩留言会获得点赞!