一种销轨齿部磨损修复方法与流程
本发明涉及修复领域,尤其涉及到销轨齿体修复,具体是指一种销轨齿部磨损修复方法。
背景技术:
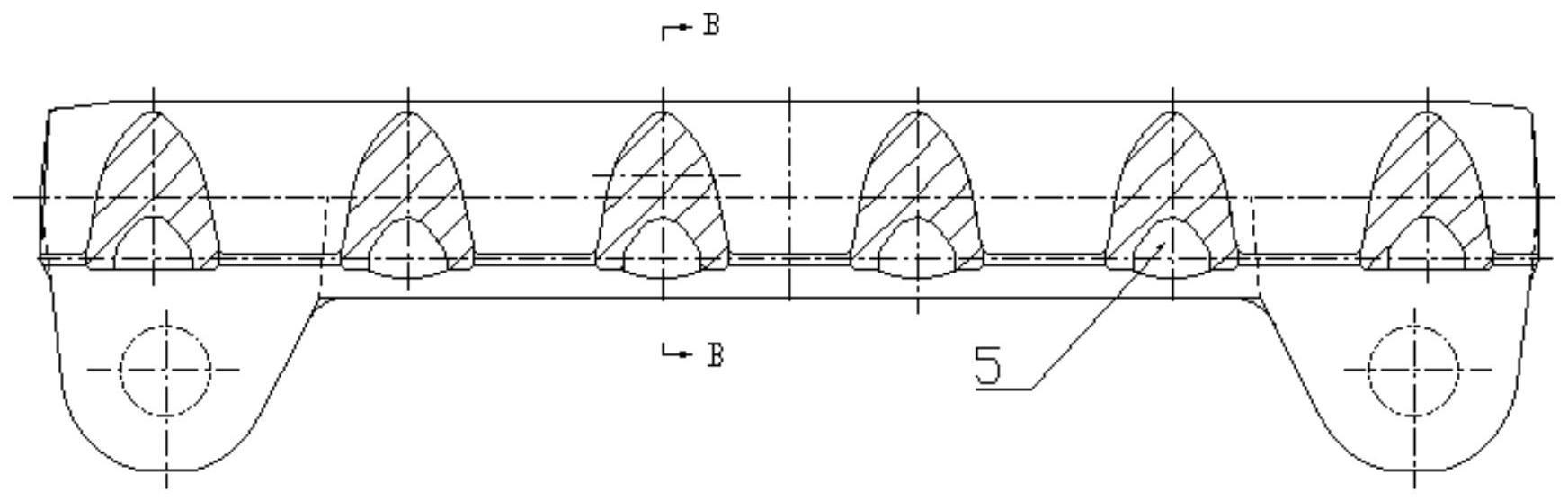
1、销轨是煤矿综采设备主要零部件之一,销轨上设有若干齿体,齿体与大型机械的行走齿配合,从而实现大型机械的行走,由于行走齿与齿体在配合时,齿体容易受到磨损,磨损最严重的部分为齿体的齿顶,以及齿体的两个侧面。
2、在销轨齿体磨损后,因齿体磨损间隙增大无法使用,因此需要将新的销轨对磨损的销轨进行替换,替换下来的销轨作为废料处理,因此造成很大资源浪费,同时由于销轨需求量大,因此急需一种可以对销轨进行修复的方法。
技术实现思路
1、本发明针对现有技术的不足,提供一种销轨齿部磨损修复方法,将磨损的销轨进行修复,减少资源浪费,满足市场需求。
2、本发明是通过如下技术方案实现的,一种销轨齿部磨损修复方法,包括以下步骤:
3、a、将销轨放在机床上,以磨损最大的齿顶为基准,对同销轨上的其他齿顶进行刀检,使同销轨上所有齿顶平齐,便于后期加工质量及加工精度的控制;
4、b、在不同的销轨上,齿顶的最大磨损程度不同,因此不同销轨所刀检的尺寸不同,在刀检完成后,将销轨按齿顶长度进行分类,便于下一步的齿体尺寸恢复精准;
5、c、销轨用1000kw的中频炉加热至1050-1150度,并保温一分钟,再去掉氧化皮后,将销轨放入模具内,并将模具放置到压力机上,然后将挤压板安装到压力机上,此时挤压板上的挤压凸起与销轨上的齿体一一对应,且挤压凸起的中心正对齿底的中心,然后压力机推动挤压板向销轨移动,挤压板带动挤压凸起从齿底向齿顶移动,挤压凸起从齿底的中心挤压进入齿体内部,齿体内受挤压凸起挤压出来的材料挤入齿顶,使齿顶膨胀,从而填充模具与齿体之间的空腔,从而达到齿体修复的目的;
6、d、修复完成后的销轨,再进行后续热处理工艺。
7、本发明通过将齿体内受挤压凸起挤压出来的材料挤入齿顶,使齿顶膨胀,从而填充模具与齿体之间的空腔,从而达到齿体修复的目的,从而弥补了齿体表面磨损减薄的缺陷,达到齿体修复的目的。
8、作为优选,在进行挤压前,挤压板和模具安装在模座上进行预热处理。
9、作为优选,使用磷化设备除销轨表面的氧化皮。
10、作为优选,所述挤压凸起为圆台状,挤压凸起的大径端固接在挤压板上。
11、本优选方案通过挤压凸起形状的设置,方便挤压凸起被挤入齿体内或者从齿体内拔出。
12、本发明的有益效果为:通过将齿体内受挤压凸起挤压出来的材料挤入齿顶,使齿顶膨胀,从而填充模具与齿体之间的空腔,从而达到齿体修复的目的,从而弥补了齿体表面磨损减薄的缺陷,达到齿体修复的目的;通过挤压凸起形状的设置,方便挤压凸起被挤入齿体内或者从齿体内拔出。
技术特征:
1.一种销轨齿部磨损修复方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的销轨齿部磨损修复方法,其特征在于:在进行挤压前,挤压板和模具安装在模座上进行预热处理。
3.根据权利要求1 所述的销轨齿部磨损修复方法,其特征在于:使用磷化设备除销轨(1)表面的氧化皮。
4.根据权利要求1 所述的销轨齿部磨损修复方法,其特征在于:所述挤压凸起(10)为圆台状,挤压凸起(10)的大径端固接在挤压板上。
技术总结
本发明是通过如下技术方案实现的,一种销轨齿部磨损修复方法,首先以磨损最大的齿顶为基准,对同销轨上的其他齿顶进行刀检,然后将销轨用1000KW的中频炉加热至1050‑1150度,并保温一分钟,然后将销轨放入模具内,用摩擦压力机将挤压凸起从齿底的中心挤压进入齿体内,齿体内受挤压凸起挤压出来的材料挤入齿顶,使齿顶膨胀,从而填充模具与齿体之间的空腔,从而达到齿体修复的目的。本发明通过将齿体内受挤压凸起挤压出来的材料挤入齿顶,使齿顶膨胀,从而填充模具与齿体之间的空腔,从而达到齿体修复的目的,从而弥补了齿体表面磨损减薄的缺陷,达到齿体修复的目的。
技术研发人员:苏贤柱,季贵昌,邬永权,徐凤芹,李晓婷,王晓,张泽明
受保护的技术使用者:山东成通锻造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!