一种回流焊焊接设备及焊接方法与流程
本发明涉及电子制造,尤其涉及一种回流焊焊接设备及焊接方法。
背景技术:
1、回流焊是一种用于电子组装的焊接方法,通过控制温度和时间,在电路板上融化焊料以连接电子元件和电路板,回流焊焊接设备是用于实施回流焊工艺的专用设备,通常包括加热区域、传送系统和温度控制系统等组成部分,回流焊焊接设备在电子制造行业广泛应用。目前的回流焊焊接设备每次所焊接的产品温度需求是都是相同的,无法同时对不同温度需求的产品进行焊接。
技术实现思路
1、基于此,有必要提供一种回流焊焊接设备及焊接方法,以解决上述背景技术中提出的至少一个技术问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种回流焊焊接设备,包括支撑机构、驱动机构、预热机构、焊接机构、冷却机构、检测机构与控制机构,支撑机构固定安装于地面上,驱动机构安装于支撑机构上,预热机构、焊接机构与冷却机构固定安装于支撑机构的顶部,且预热机构、焊接机构与冷却机构依次设置,检测机构固定安装于冷却机构远离焊接机构的一侧侧壁顶部,控制机构固定安装于支撑机构靠近预热机构一端的底部,且控制机构与驱动机构、预热机构、焊接机构、冷却机构和检测机构电性连接。
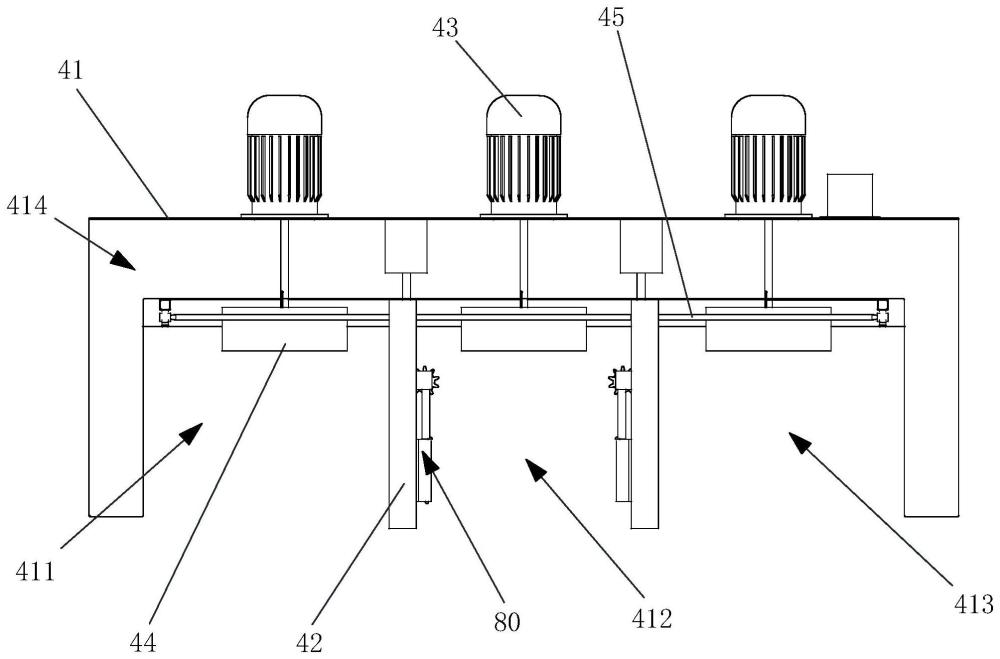
4、优选地,支撑机构包括支撑平台与两个运输辊轴,支撑平台固定安装于地面上,两个运输辊轴分别转动安装于支撑平台顶部的两端,驱动机构包括驱动电机与三个传送带,驱动电机固定安装于支撑机构一端的底部,且驱动电机的输出轴与靠近控制机构的运输辊轴传动连接,三个传送带等间隔套设于两个运输辊轴上。
5、优选地,预热机构包括预加热箱体、预加热电机、预加热风机与若干个预加热丝,预加热箱体固定安装于支撑平台靠近控制机构一端的顶部,预加热电机固定安装于预加热箱体的顶部,预加热风机固定安装于预加热箱体的中部,且预加热电机的输出轴穿过预加热箱体的顶部与预加热风机的转轴固定连接,若干个预加热丝固定安装于预加热箱体的中部,且位于预加热风机的两侧。
6、优选地,焊接机构包括焊接箱体、两个隔热板、三个焊接电机、三个焊接风机与若干个焊接加热丝,焊接箱体固定安装于支撑平台的顶部,且焊接箱体与预加热箱体的一侧侧壁相互抵持,两个隔热板固定安装于焊接箱体的中部,且两个隔热板的一端位于焊接箱体内,两个隔热板将焊接箱体与三个传送带之间的空间划分形成第一温区、第二温区与第三温区,三个焊接电机固定安装于焊接箱体的顶部,且三个焊接电机分别位于第一温区、第二温区与第三温区的上方,三个焊接风机均固定安装于焊接箱体的中部,且三个焊接风机分别位于第一温区、第二温区与第三温区内,三个焊接电机的输出轴穿过预加热箱体的顶部分别于与三个焊接风机的转轴固定连接,若干个焊接加热丝分别固定安装于第一温区、第二温区与第三温区的顶部,且每个温区的焊接加热丝分别位于焊接风机的两侧。
7、优选地,冷却机构包括冷却箱体、三个冷却电机、三个冷却风机与若干个冷却加热丝,冷却箱体固定安装于支撑平台的顶部,且冷却箱体与焊接箱体远离预加热箱体的一侧侧壁相互抵持,两个隔热板穿过冷却箱体的中部延伸至支撑平台远离控制机构的一端顶部,三个冷却电机间隔固定安装于冷却箱体的顶部,三个冷却风机间隔固定安装于冷却箱体的中部,且三个冷却风机位于两个隔热板的两侧,三个冷却电机的输出轴穿过冷却箱体的顶部分别于与三个冷却风机的转轴固定连接,若干个冷却加热丝均固定安装于冷却箱体的中部,且若干个冷却加热丝分别位于两个隔热板的两侧。
8、优选地,检测机构包括检测连接板于检测件,检测连接板固定安装于冷却箱体远离焊接箱体一侧侧壁的顶部,检测件固定安装于检测连接板的底部,且位于两个隔热板之间。
9、优选地,焊接箱体的内部形成有空腔,隔热板的顶部开设有滑动槽,两个隔热板相互朝向的一侧侧壁上均设置有过热调节机构,过热调节机构包括主动伸缩组件、联动翻转组件、气流导向组件与摆动散热组件,主动伸缩组件包括伸缩气缸、伸缩连接块与伸缩齿条,伸缩气缸固定安装于空腔的顶部,且伸缩气缸位于隔热板的上方,伸缩连接块固定安装于伸缩气缸的输出端上,且伸缩连接块滑动设置滑动槽内,伸缩齿条固定安装于伸缩连接块的底部,且伸缩齿条位于滑动槽内,联动翻转组件转动安装于隔热板朝向另一隔热板的一侧侧壁,气流导向组件安装于联动翻转组件的底部,摆动散热组件安装于气流导向组件的底部。
10、优选地,隔热板朝向另一隔热板的侧壁上开设有齿轮槽,且齿轮槽与滑动槽连通,联动翻转组件包括联动转杆、联动齿轮与翻转板,联动转杆转动安装于隔热板朝向另一隔热板的一侧侧壁,联动齿轮固定安装于联动转杆的中部,且联动齿轮通过齿轮槽与伸缩齿条啮合,翻转板固定安装于联动转杆的底部,气流导向组件包括导向板与磁吸块,导向板通过扭簧转动安装于翻转板的底部,且导向板抵持于隔热板的侧壁上,磁吸块嵌入式安装于导向板的底部,两个导向板内的磁吸块极性相反,导向板朝向另一个导向板一侧侧壁的前后两侧均形成有引导斜面,两个引导斜面之间的距离沿朝向另一个导向板的方向逐渐减小。
11、优选地,导向板的底部开设有触发槽,触发槽的侧壁上开设有环形限位槽,导向板靠近隔热板的一侧侧壁上开设有抵持收容槽与条形收容槽,且抵持收容槽与条形收容槽连通,抵持收容槽的顶部开设有复位槽,触发槽与抵持收容槽连通,摆动散热组件包括第一弹簧、限位抵持环、触发抵持柱、第二弹簧、复位滑块、楔形滑块、两个弹性细杆与摆动片,第一弹簧的一端固定安装于环形限位槽的顶部,限位抵持环固定安装第一弹簧的底部,且限位抵持环滑动设置于环形限位槽,触发抵持柱固定安装于限位抵持环的内侧壁,且触发抵持柱滑动设置于触发槽,第二弹簧固定安装于复位槽靠近隔热板的一侧侧壁上,复位滑块固定安装于第二弹簧上,且复位滑块滑动设置于复位槽,楔形滑块固定安装于复位滑块的底部,且楔形滑块滑动设置于抵持收容槽内,楔形滑块远离隔热板的一端形成有抵持斜面,且抵持斜面与隔热板之间的距离沿朝向复位滑块的方向逐渐增大,两个弹性细杆的一端均固定安装于楔形滑块靠近隔热板的一端,且两个弹性细杆位于抵持收容槽内,摆动片固定安装于两个弹性细杆远离楔形滑块的一端,且摆动片滑动设置于条形收容槽内,隔热板的侧壁上开设有若干个通风斜槽,且通风斜槽位于导向板的一侧。
12、还提供一种回流焊焊接方法,应用如上所述的回流焊焊接设备,包括以下步骤。
13、步骤一:将待焊接的产品放到传送带上,通过控制机构启动驱动电机、预加热电机、预加热丝、焊接电机、焊接加热丝、冷却电机与冷却加热丝。
14、步骤二:通过传送带将需要焊接的产品送入预加热箱体内进行预加热。
15、步骤三:通过传送带将预加热后的产品送入焊接箱体内进行焊接加热。
16、步骤四:通过传送带将焊接加热后的产品送入冷却箱体内进行冷却。
17、步骤五:通过传送带将冷却后的产品送出,利用检测件对产品传送带送出的产品进行检测。
18、本发明相比于现有技术的有益效果是:
19、1.通过预热机构的预加热丝和预加热风机能够将产品进行预加热,提高产品的温度均匀性和热传导效率,确保焊接过程中的产品质量,通过隔热板的设置,将焊接箱体与传送带之间的空间分割为三个温区,分别为第一温区、第二温区和第三温区,实现不同温度的焊接加热,能够在不同温区中焊接不同需求的产品,提高焊接的精确性和效率,通过控制机构分别控制三个温区中的焊接加热丝的加热功率和焊接电机的转动功率,从而实现不同温区的温度和风速控制,能够根据实际需求进行调整,减少能源消耗,提高能效,在第二温区的出料位置设置了检测件,用于监测第二温区产生异常过热的高温情况,一旦检测到产品焊接过热,能够及时发出警报并停止传送带的移动和焊接加热丝的加热,以避免后续产品在异常高温下进行焊接,保证产品质量和安全性。
20、2.当检测到焊接温度过高时,通过启动伸缩气缸和伸缩连接块的移动,最终导致翻转板和导向板的翻转,将焊接加热丝与焊接的产品隔离开来,防止异常过热的余温继续对产品造成损坏,保证产品的质量和可靠性,通过翻转板和导向板的翻转,导致通风斜槽不再被封堵,使得第一温区与第三温区内温度较低的焊接气流能够进入第二温区内与温度过高的焊接气流混合,能够降低第二温区内的异常过热温度,避免继续对产品造成损坏,当翻转板和导向板相互抵持后,焊接加热丝的余温会通过引导斜面向预加热箱体与冷却箱体的方向流动,能够将异常过热的余温与预加热箱体和冷却箱体内的温度较低的环境进行混合处理,通过热量的分散,可以避免过热的余温进一步对产品造成损伤。
21、3.通过触发抵持柱和限位抵持环的移动,使得触发抵持柱与抵持斜面的抵持,使得楔形滑块能够向远离抵持收容槽的内端方向进行移动,当触发抵持柱移动时,带动限位抵持环的移动会压缩第一弹簧,而楔形滑块的移动会带动复位滑块压缩第二弹簧,通过压缩弹簧,使得具有弹性回复能力,能够自动进行恢复,提供更好的缓冲和稳定性,当风流动到第二温区时,通过弹性细杆连接的摆动片被吹动,实现了摆动片的来回晃动,晃动能够煽动产品上方的余温,增加空气流动,促进热量的传递和散热,有效地提高散热效率,通过晃动摆动片,空气流动被增加,热量传递加快,从而提高了散热效率,能够避免产品上方余温散热较慢对产品造成损害。
- 还没有人留言评论。精彩留言会获得点赞!