一种加强隔板的加工装置和方法与流程
本发明涉及航空模具加工,尤其涉及一种复合工位的隔板加工装置及加工方法。
背景技术:
1、机械航空系统结构件中包含带有翻边结构的加强隔板类零件,参见图6某型航空用加强隔板整体呈平板结构,其边缘采用长翻边形式,平板结构中间根据需求设置多个形状不同的工艺孔,有圆孔、椭圆孔等,工艺孔同时还带有翻边;此类零件壁厚均匀,且受装配关系影响,对尺寸精度有一定要求,但整体加工工艺系统刚性差,加工过程易变形,传统的加工方案为通过多套模具加工,翻边、修边、切边、冲孔采用多个模具分别加工,每套模具负责加工的状态均不一样,虽通过多套模具可以实现产品最终效果,但模具投入成本高,零件加工周期长,当大批量生产时此种加工模式已不能适应生产交付需求。
技术实现思路
1、本发明的目的是:提出一种加工效率高、质量稳定可靠,能够满足批量生产加工复合工位的加工装置及加工方法。
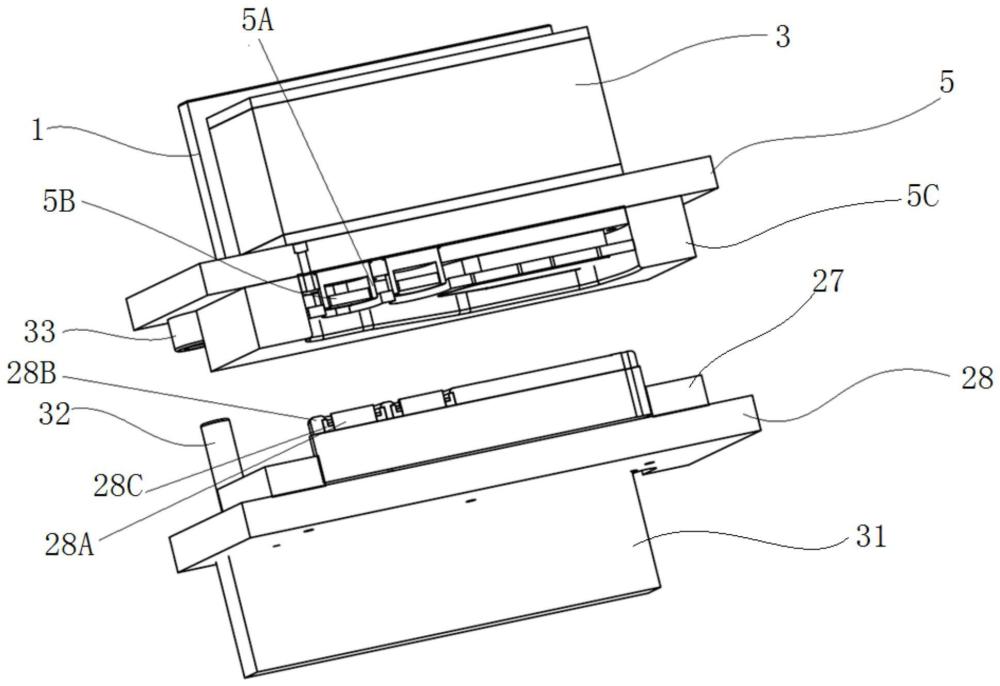
2、技术方案:本发明一方面提出了一种加强隔板的加工装置,所述加工装置包括上支撑架、上模板、下模板、上模凸模、上模凹模、下模第一凸模、下模第二凸模、下模第三凸模、导向柱、导套、下支撑架;
3、所述上支撑架、下支撑架分别用于固定上模板、下模板,同时与机床连接实现上、下模板的运动控制;上模板、下模板之间通过导向柱与导套配合实现运动方向的准确控制;
4、所述上模板设置有用于冲压加强隔板的凸凹模;所述凸凹模外圈为上模凸模,内圈为上模凹模;所述下模板上端面与上模板凹凸模相对位置上设置有下模第一凸模、下模第二凸模、下模第三凸模;其中所述下模第三凸模置于下模第一凸模、下模第二凸模之间;
5、上、下模板对合后,上模板的凸凹模与下模板上的凸模相配,以冲压形成加强隔板上所需的工艺孔,冲压过程中,上下凸模相配,完成冲孔翻边的同时,切除余量。
6、进一步的,所述下模第一凸模与上模凸模相配,用于冲制加强隔板所需的工艺孔;所述下模第二凸模用于加强隔板工艺孔位置的翻边;所述下模第三凸模上端面与下模第二凸模压边位置形成小台阶,用于加强隔板工艺孔翻边后的切边。
7、进一步的,上模板上根据加强隔板外形需求还设置用于加强隔板外沿翻边的翻边凸模,对应的,下模板边缘还设置有压边圈,压边圈可上下移动,加工时,压边圈与下模板上端面形成一台阶;上模板的翻边凸模下压时,完成对加强隔板外缘翻边工作。
8、进一步的,上模板中,上模凹模可在上模凸模内滑动,用于储存冲压中形成的废料。
9、进一步的,所述上模凹模在所述上模板上通过卸料螺钉连接,调节卸料螺钉实现卸料。
10、进一步的,上模板中凹凸模以及下模板上的凸模成组布置,每一组的形状及数量均根据加强隔板需要进行对应设计。
11、进一步的,所述上支撑架上还设置有转接板、卸料橡皮,多块转接板拼装为方形盒状结构,所述卸料橡皮设置于盒状结构内。
12、进一步的,所述上支撑架、下支撑架四角位置分别设置有导柱、导套,用于冲压过程中的导向。
13、进一步的,所述上支撑架、上模板之间还设置有橡胶垫。
14、进一步的,下模板上还设置有压边圈,一方面可以为零件加工过程中提供有益摩擦力,防止零件起皱,另一方面,在零件加工完成后,把零件从下模板上顶出。
15、本发明另一方方面还提出了一种加强隔板的加工方法,所述加工方法包括以下:
16、s1、将加工装置连接部件固定在机床上,机床回程,机床上滑块上升到上死点,与机床连接的上模板一同随机床上升,加工装置上下模板完全分开;将待加工加强隔板置于下模板上端面,并对齐所需加工工艺孔的位置;
17、s2、机床压制,机床压制时,带动与机床相连的加工装置上半部分一起下行,上模翻边凸模先接触工件,继续下行时,待加工加强隔板外圈完成拉深翻边;当上模翻边凸模接触下模压边圈时,工件外圈高度完成修边工作;在此过程中,上模板凹凸模中凸模下行与下模第一凸模配合完成加强隔板工艺孔冲孔工作;当上模凸模接触下模第二凸模时,完成翻边工作;当继续下行上模板,上模凸模与下模第三凸模配合开始冲裁动作,直至冲裁工作结束;继续下行上模板,冲裁后的加强隔板工艺在下模第二凸模的作用下完成翻孔修边;
18、s3、加工完成后,机床上滑块上升到上死点,与机床连接的上模板随机床上升,加工装置上下模板两部分分开,取出加工完成的加强隔板,同时自动去除加工废料。
19、进一步的,为了便于加工零件取出及卸料,加工装置的上模板与上支撑架之间设置有卸料板,机床复位时,推动卸料板复位,复位过程中,卸料板顶出上模板的凹模,以实现凹模内冲裁废料的排出;在下模板与下支撑架之间还设置有顶板,所述顶板与压边圈之间通过长螺钉连接,顶板运动即可推动压边圈上下运动。
20、进一步的,在下模第三凸模上端面设置有挡环,所述挡环下端连接端螺钉,在顶板向上运动至一定行程后,顶住短螺钉向上运动,进而实现挡环的运动,以推出挡环中翻边冲裁残留的废料。
21、本发明的技术效果:
22、本发明提出的加工装置,利用上下模板中各凸模、凹模的配合关系,可实现上述加强隔板的外缘翻边、隔板上多个工艺孔的冲孔及翻边修边工序;极大的减少了模具用量,显著提升了加工效率、精度控制好、质量稳定可靠,能够满足批量生产带翻孔结构的加强隔板并不变形的加工需求。
技术特征:
1.一种加强隔板的加工装置,其特征在于,所述加工装置包括上支撑架、上模板、下模板、上模凸模、上模凹模、下模第一凸模、下模第二凸模、下模第三凸模、导向柱、导套、下支撑架;
2.如权利要求1所述的一种加强隔板的加工装置,其特征在于,所述下模第一凸模与上模凸模相配,用于冲制加强隔板所需的工艺孔;所述下模第二凸模用于加强隔板工艺孔位置的翻边;所述下模第三凸模上端面与下模第二凸模压边位置形成小台阶,用于加强隔板工艺孔翻边后的切边。
3.如权利要求1所述的一种加强隔板的加工装置,其特征在于,上模板上根据加强隔板外形需求还设置用于加强隔板外沿翻边的翻边凸模,对应的,下模板边缘还设置有压边圈,压边圈可上下移动,加工时,压边圈与下模板上端面形成一台阶;上模板的翻边凸模下压时,完成对加强隔板外缘翻边工作。
4.如权利要求1或3所述的一种加强隔板的加工装置,其特征在于,上模板中,上模凹模可在上模凸模内滑动,用于储存冲压中形成的废料。
5.如权利要求4所述的一种加强隔板的加工装置,其特征在于,所述上模凹模在所述上模板上通过卸料螺钉连接,调节卸料螺钉实现卸料。
6.如权利要求5所述的一种加强隔板的加工装置,其特征在于,所述上支撑架上还设置有转接板、卸料橡皮,多块转接板拼装为方形盒状结构,所述卸料橡皮设置于盒状结构内。
7.如权利要求1所述的一种加强隔板的加工装置,其特征在于,所述上支撑架、下支撑架四角位置分别设置有导柱、导套,用于冲压过程中的导向。
8.一种加强隔板的加工方法,所述加工方法采用如权利要求1~7任意一项所述的加工装置,其特征在于,所述加工方法包括以下:
9.如权利要求8所述的一种加强隔板的加工方法,其特征在于,加工装置的上模板与上支撑架之间设置有卸料板,机床复位时,推动卸料板复位,复位过程中,卸料板顶出上模板的凹模,以实现凹模内冲裁废料的排出;在下模板与下支撑架之间还设置有顶板,所述顶板与压边圈之间通过长螺钉连接,顶板运动即可推动压边圈上下运动。
10.如权利要求8所述的一种加强隔板的加工方法,其特征在于,在下模第三凸模上端面设置有挡环,所述挡环下端连接端螺钉,在顶板向上运动至一定行程后,顶住短螺钉向上运动,进而实现挡环的运动,以推出挡环中翻边冲裁残留的废料。
技术总结
本发明涉及航空模具加工技术领域,尤其涉及一种加强隔板的加工装置和方法,包括上、下支撑架、上、下模板、上模凸凹模、下模第一凸模、下模第二凸模、下模第三凸模、导向柱、导套;上下支撑架分别用于固定上下模板,并利用机床进行运动控制;上下模板之间通过导向柱与导套配合实现运动方向的准确控制;上模板设置有用于冲压加强隔板的凸凹模;下模板上端面与上模板凹凸模相对位置上设置有下模第一凸模、下模第二凸模、下模第三凸模;其中下模第三凸模置于下模第一凸模、下模第二凸模之间;上下模板对合后,上模板的凸凹模与下模板上的凸模相配,以冲压形成加强隔板上所需的工艺孔,冲压过程中,上下凸模相配,完成冲孔翻边的同时,切除余量。
技术研发人员:田光锋,姚佩芳,宋向升,任晓阳
受保护的技术使用者:新乡航空工业(集团)有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!