一种焊接控制方法及焊机与流程
本发明涉及焊接,具体涉及一种焊接控制方法及焊机。
背景技术:
1、镁合金是最轻的工程结构材料,兼具储量丰富、比强度高、电磁屏蔽性好、可回收性强、导热性好、磁导率高等优点,在航空航天、汽车、电子产品等领域具有广阔的应用前景。镁合金在工业中的大量应用需要可靠的连接技术,因为许多零部件都需要连接到同种或异种材料上,以获得更复杂的几何形状。为了实现这一目标,焊接技术受到了特别的关注,而且焊接技术的发展也是扩大镁合金在结构件制造中应用的关键因素。
2、随着焊接技术和伺服电机技术的不断提高,数字化焊机由于其优异的焊接性能而逐渐被越来越多的客户接纳与使用,并且高频变速送丝也成为了可能,其中的典型代表,就是冷金属过渡焊接技术。该工艺在焊接镁合金时可在一定程度上降低焊接飞溅和焊接热输入,但由于镁合金密度较小以及电弧斑点压力的排斥作用,在焊接过程中依旧存在熔滴排斥过渡和熔滴脱落困难的情况,从而导致焊接飞溅和电弧不稳定情况的产生。
技术实现思路
1、本发明的目的在于提供一种焊接控制方法及焊机,以解决现有技术中焊接过程中的焊接飞溅大和电弧稳定性差的问题。
2、为达到上述目的,本发明是采用下述技术方案实现的:
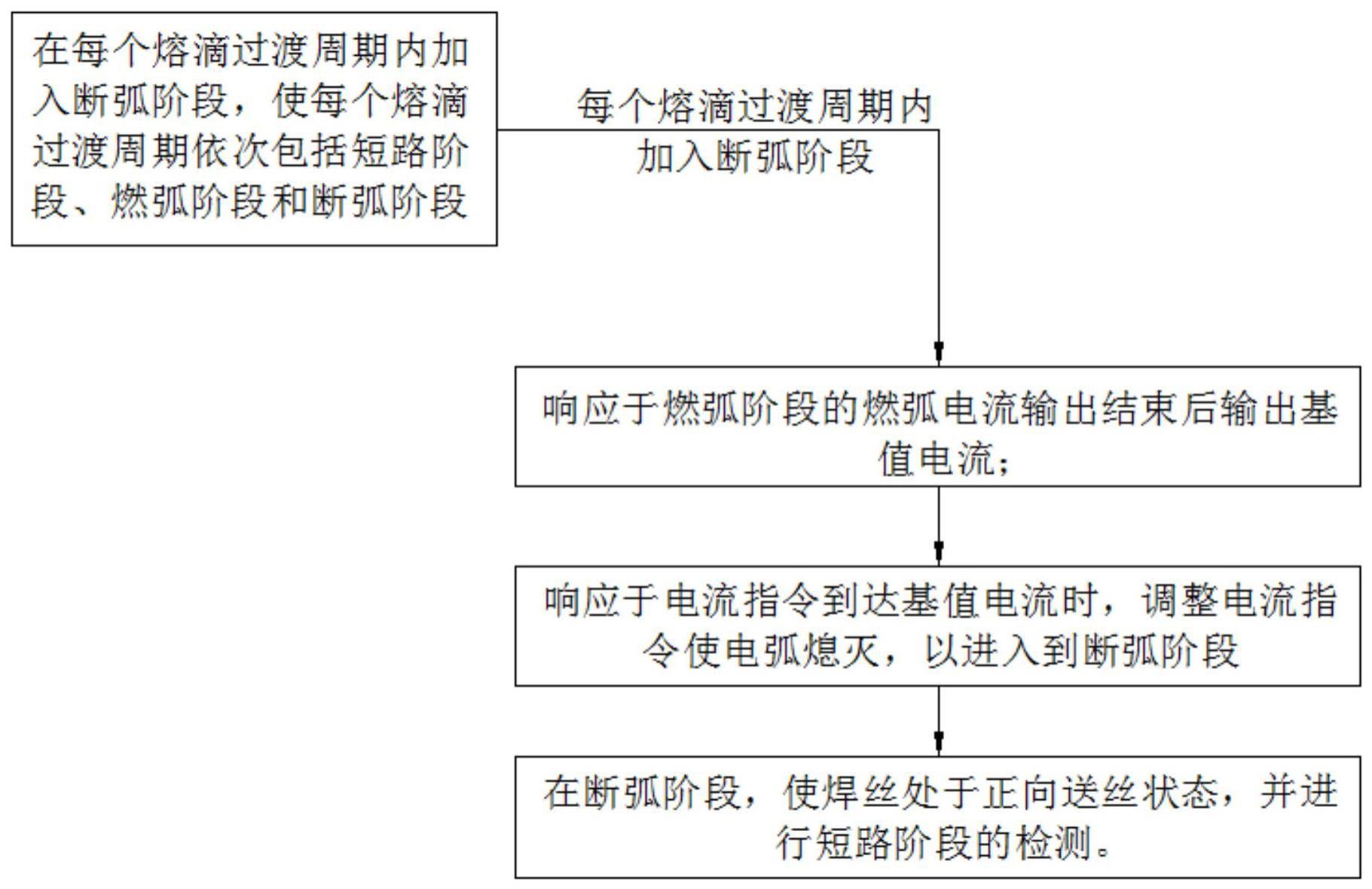
3、第一方面,本申请公开了一种焊接控制方法,包括多个熔滴过渡周期,每个熔滴过渡周期包括短路阶段和燃弧阶段,控制方法包括:在每个熔滴过渡周期内加入断弧阶段,使每个熔滴过渡周期包括短路阶段、燃弧阶段和断弧阶段;其中,在每个熔滴过渡周期内加入断弧阶段包括:
4、响应于燃弧阶段的燃弧电流输出结束后输出基值电流;
5、响应于电流指令到达基值电流时,调整电流指令使电弧熄灭,以进入到断弧阶段;
6、在所述断弧阶段,使焊丝处于正向送丝状态,并进行短路阶段的检测。
7、进一步地,所述响应于电流指令到达基值电流时,调整电流指令使电弧熄灭包括:
8、在电流指令到达基值电流的0~10ms后,调整电流指令使实际输出电流值为第一预设电流值,且输出电压值高于第一预设电压值,以使电弧熄灭。
9、进一步地,在所述断弧阶段,使焊丝处于正向送丝状态 包括:
10、若燃弧阶段的焊丝为停止送丝状态,在断弧阶段,则调整焊丝至正向送丝状态,其中,送丝速度为15m/min~60m/min;
11、若燃弧阶段的焊丝为正向送丝状态,在断弧阶段,则保持焊丝的正向送丝状态,其中,送丝速度为15m/min~60m/min。
12、进一步地,在燃弧电流输出结束后和开始输出基值电流之间还包括:
13、根据不同的焊接材料、焊接气体或焊丝丝径,输出基值电流,且当电流指令到达基值电流时,熔滴大小是焊丝直径的1.2~1.5倍。
14、进一步地,所述燃弧阶段的检测及控制包括:
15、采集焊机的输出电压值;
16、响应于输出电压值高于第二电压预设值,且持续时间大于100us,则判断为燃弧状态;
17、在检测到燃弧状态的0~1ms后,将焊丝由负向回抽状态调整为停止送丝状态或将焊丝由负向回抽状态调整为正向送丝状态,同时持续输出燃弧电流1.0~6.0ms;其中,燃弧电流值的大小为100a~500a。
18、进一步地,所述短路阶段的检测及控制包括:
19、采集焊机的输出电压值;
20、响应于输出电压值小于第三电压预设值,且持续时间大于100us,则判断为短路状态;
21、当检测到短路状态时,输出短路状态下的电流控制波形,并在0~1ms后,将焊丝以15m/min~60m/min的速度进行负向回抽,并进行燃弧阶段的检测。
22、进一步地,所述输出短路状态下的电流控制波形包括:
23、根据不同的焊接材料、焊接气体或焊丝丝径,输出不同形状的电流控制波形。
24、进一步地,每个所述熔滴过渡周期的时间为6~20ms。
25、第二方面,本申请公开了一种焊机,包括:
26、存储器,用于存储指令;
27、处理器,用于执行所述指令,使得所述焊机执行实现如第一方面任一项所述的焊接控制方法的操作。
28、第三方面,本申请公开了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时,实现如第一方面中任一所述的焊接控制方法。
29、根据上述技术方案,本发明的有益效果为:
30、本发明在短路阶段与燃弧阶段基础之上新增加了断弧阶段,即:每个熔滴过渡周期均包含了燃弧阶段、断弧阶段和短路阶段三个过程,断弧阶段电弧被熄灭,断弧阶段的存在可以降低焊接热输入,并且有效避免熔滴排斥过渡和熔滴脱落困难等现象的发生,从而降低焊接飞溅和改善电弧稳定性,提高焊接质量。
技术特征:
1.一种焊接控制方法,包括多个熔滴过渡周期,每个熔滴过渡周期包括短路阶段和燃弧阶段,其特征在于,控制方法包括:在每个熔滴过渡周期内加入断弧阶段,使每个熔滴过渡周期包括短路阶段、燃弧阶段和断弧阶段;其中,在每个熔滴过渡周期内加入断弧阶段包括:
2.根据权利要求1所述的焊接控制方法,其特征在于,所述响应于电流指令到达基值电流时,调整电流指令使电弧熄灭包括:
3. 根据权利要求1所述的焊接控制方法,其特征在于,在所述断弧阶段,使焊丝处于正向送丝状态 包括:
4.根据权利要求1所述的焊接控制方法,其特征在于,在燃弧电流输出结束后和开始输出基值电流之间还包括:
5.根据权利要求1所述的焊接控制方法,其特征在于,所述燃弧阶段的检测及控制包括:
6.根据权利要求1所述的焊接控制方法,其特征在于,所述短路阶段的检测及控制包括:
7.根据权利要求6所述的焊接控制方法,其特征在于,所述输出短路状态下的电流控制波形包括:
8.根据权利要求1-7任一项所述的焊接控制方法,其特征在于,每个所述熔滴过渡周期的时间为6~20ms。
9.一种焊机,其特征在于,包括:
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该计算机程序被处理器执行时,实现如权利要求1-8中任一所述的焊接控制方法。
技术总结
本发明公开了一种焊接控制方法及焊机,涉及焊接技术领域,包括多个熔滴过渡周期,每个熔滴过渡周期包括短路阶段和燃弧阶段,控制方法包括:在每个熔滴过渡周期内加入断弧阶段,使每个熔滴过渡周期包括短路阶段、燃弧阶段和断弧阶段;其中,在每个熔滴过渡周期内加入断弧阶段包括:响应于燃弧阶段的燃弧电流输出结束后输出基值电流;响应于电流指令到达基值电流时,调整电流指令使电弧熄灭,以进入到断弧阶段;在断弧阶段,使焊丝处于正向送丝状态,并进行短路阶段的检测。本申请通过增加断弧阶段,有效避免熔滴排斥过渡和熔滴脱落困难等现象的发生,从而降低焊接飞溅和改善电弧稳定性,提高焊接质量。
技术研发人员:王新,安小东,谷孝满,韩丽营,惠昭,董立三
受保护的技术使用者:唐山松下产业机器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!