一种多工位内高压柔性成型机及其多工位协同作业方法与流程
本发明涉及内高压成型,特别涉及一种多工位内高压柔性成型机及其多工位协同作业方法。
背景技术:
1、内高压成形(hydroforming)也叫液压成形或液力成形,是一种利用液体作为成形介质,通过控制内压力和材料流动来达到成形中空零件目的的材料成形工艺;汽车轻量化是汽车产业发展的主要方向之一,而内高压成形技术为汽车轻量化的实现提供了可行的工艺方案。
2、内高压成形的原理是通过内部加压和轴向加力补料把管坯压入到模具型腔使其成形为所需要的工件。对于轴线为曲线的零件,需要把管坯预弯成接近零件形状,然后加压成形;
3、现有的内高压成型在生产作业过程中,由人工对设备进行操作,并通过人工将成型机成型的管件进行拿取,并对其质检后,放入成品区或不良品区;导致生产效率低下,因此缺少一种能够替代人工作业的多工位协同作业的成型机或成型作业方法,以实现通过机器替代人工进行内高压管件成型的目的。
技术实现思路
1、本发明提供一种多工位内高压柔性成型机及其多工位协同作业方法,用以实现通过机器替代人工进行内高压管件成型的目的,从而提高生产效率,降低生产成本;同时,通过机器作业降低人工作业带来的诸多不便(例如新员工上岗培训、人员个体差异导致质检或生产的不良品率过高)。
2、本发明提供一种多工位内高压柔性成型机的多工位协同作业方法,包括以下步骤:
3、利用机械手组件将入料箱内的管材原料置入成型工位;
4、利用成型工位的成型设备对管材原料进行内高压成型;
5、利用机械手组件将成型后的内高压成型管材置入切割工位,利用切割工位的切割设备对成型后的内高压成型管材进行切割,以去除废料端,并获得管件成品。
6、优选的,所述成型工位为成型设备的下模模腔;
7、还包括:
8、利用机械手组件将入料箱内的管材置入下模的模腔中;
9、启动模具合模驱动机构,将上模进行驱动,并使得下模和上模进行合模;
10、启动封堵驱动机构,将管材的其中一端进行封堵,并启动加压机构对管材的另一端进行加压胀形,并获得成型的内高压成型管件。
11、优选的,还包括:
12、利用机械手组件将成型后的内高压成型管材移入质检工位,利用一次质检系统对内高压成型管材进行一次质检;若质检合格,则利用机械手组件将合格的内高压成型管材移入切割工位;若不合格,则置入不良品区。
13、优选的,利用转运机构将切割完的管件成品移入二次质检系统,并利用二次质检系统对管件成品进行二次质检,若合格则包装入库;若不合格,则置入不良品区。
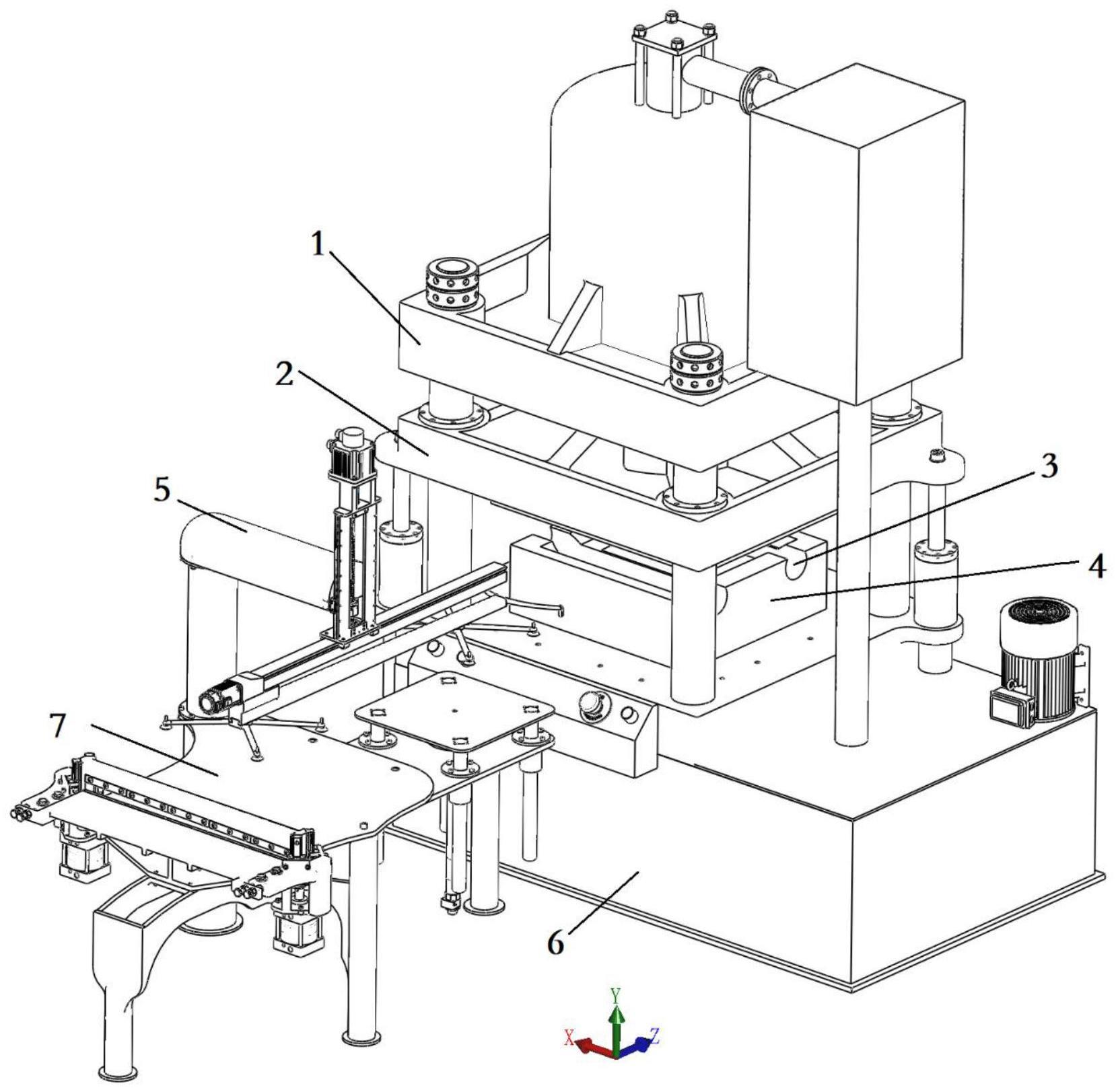
14、优选的,所述方法适用于一种多工位内高压柔性成型机,所述成型机包括:第一机架,所述第一机架的上方架设有第二机架,所述第一机架和第二机架之间设有上模和下模,所述下模位于第一机架的上表面,所述上模设在第二机架的下方,并通过导向驱动机构在上模的上方进行往复运动,用于对上模和下模进行合模和开模;
15、所述第一机架的其中一侧间隔设置有机械手组件,所述机械手组件远离第一机架的一侧设有切割设备。
16、优选的,所述上模和下模上分别设有多个一一对应的模腔,各一一对应的所述模腔均用于成型管材原料,所述上模的其中一侧设有封堵装置,所述封堵装置用于对管材原料的其中一端进行封堵,所述封堵装置通过封堵驱动机构进行驱动,并对管材远离的管道端口进行封堵。
17、优选的,所述机械手组件包括:机械臂,所述机械臂架设在第一立柱上,所述第一立柱与第三机架相互连,所述机械臂为l结构,所述l结构远离第一立柱的一端连接机械爪调节组件,所述机械爪调节组件用于对所述机械爪的位置进行调节,并用于所述机械爪进入成型工位对成型后的内高压成型管材进行抓取,
18、所述机械手组件和成型机之间还设有质检工位,所述质检工位用于对于成型后的内高压成型管材进行质检。
19、优选的,所述机械爪调节组件包括:第一横向调节组件,所述第一横向调节组件上滑动设置有第一机械爪和第二机械爪,所述第一横向调节组件通过第三电机对第一机械爪和第二机械爪的水平位置进行调节;
20、第一纵向调节组件,包括第一电机,所述第一电机架设在第一壳体上方,所述第一壳体的其中一侧连接机械臂,所述第一壳体的下方通过底板架设在第一横向调节组件的上方;
21、所述底板上设有轴座,所述轴座上转动设置有丝杆,所述丝杆上螺纹连接螺套,所述螺套靠近机械臂的一端与机械臂连接;
22、所述机械臂上还间隔设置有滑块,所述滑块远离机械臂的一面通过第一导轨滑动连接第一壳体的两侧;所述滑块对称设在丝杆的两侧;所述丝杆的顶部通过联轴器连接第一电机的输出端;
23、所述机械爪为x结构,所述机械爪的x结构端部均设有吸盘,所述吸盘两两一组,分别对成型工位上成型好的内高压成型管材进行抓取,所述第一横向调节组件的下方通过横杆连接各所述机械爪,所述横杆靠近成型工位的一端设有u型结构的第一限位组件,所述第一限位组件上设有传感器,所述传感器用于对成型工位上的工件进行识别。
24、优选的,所述质检工位包括第三机架,所述第三机架上均布多个套筒,各所述套筒上滑动设置有第一导杆,所述第一导杆的顶部分别连接质检平台的下表面,所述之间平台的上表面用于放置不良品;所述第一机械爪和第二机械爪上分别设置有机器识别设备,所述机器识别设备用于对所述第一机械爪和所述第二机械爪所抓取的工件进行质检,所述之间平台上设有不良品转运箱,若质检不合格,则将不合格的不良品置入质检平台上方设置的不良品转运箱;
25、所述质检平台的下方通过第一顶杆连接第一伸缩杆,所述第一伸缩杆的下端连接电机,所述电机固定在地面上;所述第一顶杆和第一伸缩杆从第三机架上设置的第一槽孔贯穿,并用于所述质检平台进行上下往复运动。
26、优选的,所述上模和所述下模的相对面分别设有一一对应的传感器,所述传感器包括位置传感器和距离传感器,所述位置传感器用于对上模和下模的合模位置进行监测,所述距离传感器用于对上模和下模在合模或开模过程中的上、下模间距进行监测。
27、优选的,当位置传感器所检测的位置信息位于位置第一预设阈值时,上模和下模的合模位置为正常;
28、当位置传感器所检测的位置信息位于位置第二预设阈值时,上模和下模的合模位置为能够正常工作,但需报警进行维护和调节;
29、当位置传感器所检测的位置信息位于位置第三预设阈值时,上模和下模的合模位置为不能正常工作。
30、优选的,当距离传感器所检测的距离信息位于距离第一预设阈值时,为开模状态;
31、当距离传感器所检测的距离信息位于距离第二预设阈值时,为合模状态;
32、当距离传感器所检测的距离信息位于距离第三预设阈值时,为报警状态。
33、优选的,当间隙为-0.05(包括)~+0.05(包括)范围值时,为位置第一预设阈值,该间隙能够保证合模,且在合模后管材胀形不会出现质检误差,则记为正常工作状态;
34、当间隙为-0.5(包括)~+0.5(包括)范围值时,为位置第二预设阈值,该间隙会导致合模后胀形产生一定的废品率;其中,废品率和产品的结构、材料相关,材料越硬、结构越复杂,则废品率越高;而成型结构简单的管材则废品率为正常范围内。
35、当间隙大于+-0.5(不包括)范围值时,则为位置第三预设阈值,该间隙会直接导致胀形失败,且废品率90%以上。
36、优选的,所述距离传感器的监测值位于距离传感第一阈值时,开模报警,此时可对模腔内放置管材;
37、所述距离传感器的监测值位于距离传感第二阈值时,合模报警,此时管材正在被胀形,且当距离传感器处于距离传感第二阈值范围时,设置在成型机表面的红外感应传感器启动,并对进入报警范围内的任何人、物进行监控,当报警范围内进入人、物时,则立即停止工作,并进行报警,从而保证生产安全性。
38、优选的,所述距离传感器的监测值位于距离传感第三阈值,且距离传感第三阈值的信息获取之前,合模驱动机构已经停止工作,且为工作行程的预设终点行程距离;则说明合模尺寸存在间隙,该间隙会导致胀形失败。
39、所述质检工位的一侧设有限位工位,所述限位工位用于对质检完成和未质检的管材进行间隔,所述限位工位包括第三机架,所述第三机架架设在第四机架的一侧,所述第三机架远离第四机架的一侧设有第二限位组件,所述第二限位组件的两侧分别连接升降连接件,所述升降连接件滑动架设在第三机架两侧设置的限位滑动件内,所述升降连接件的下方分别连接第二电机。
40、优选的,当完成一个质检动作后,机械手组件将质检合格的产品移入质检合格区,不合格则入不合格区;同时,每移入一次,则启动第二电机,利用第二电机驱动升降连接件;使得升降连接件将第二限位组件落下,并实现对质检工位的隔离;
41、当质检合格后,所述第三机架的表面和所述质检平台的表面设有柔性表面层,所述第三机架远离第四机架的一侧设有电磁磁吸装置,所述管材的封堵端设有利于磁吸的磁吸转接管,所述磁吸转接管能够与电磁磁吸装置相互配合,并在机械手组件忙时对完成质检的工件进行吸附,实现移料目的;以及,由于其工件在柔性表面层,当工件在被吸附的过程中,会经柔性表面层进行被动擦拭,并用于对工件表面进行清洁。
42、本发明的工作原理和有益效果如下:
43、本发明提供一种多工位内高压柔性成型机的多工位协同作业方法,包括以下步骤:利用机械手组件将入料箱内的管材原料置入成型工位;利用成型工位的成型设备对管材原料进行内高压成型;利用机械手组件将成型后的内高压成型管材置入切割工位,利用切割工位的切割设备对成型后的内高压成型管材进行切割,以去除废料端,并获得管件成品。本发明中,通过利用机器替代人工进行内高压管件成型的目的,从而提高生产效率,降低生产成本;同时,通过机器作业降低人工作业带来的诸多不便,例如新员工上岗培训、人员个体差异导致质检或生产的不良品率过高。
44、本发明还提供一种多工位内高压柔性成型机,适用于所述的一种多工位内高压柔性成型机的多工位协同作业方法;该成型机结合作业方法实现自动化生产目的,通过利用机器替代人工进行内高压管件成型的目的,从而提高生产效率,降低生产成本;同时,通过机器作业降低人工作业带来的诸多不便,例如新员工上岗培训、人员个体差异导致质检或生产的不良品率过高。
45、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
46、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!