一种气压动力机械加工零部件自动化焊接设备的制作方法
本发明涉及焊接设备,尤其涉及一种气压动力机械加工零部件自动化焊接设备。
背景技术:
1、一个完整地气压传动系统一般由动力元件、气压执行元件、气压控制元件、气压辅助元件和气压工作介质等五部分组成。气压动力元件又称气源装置。它是将机械能转化成气体压力能的装置,为各类气动设备提供压力气体。
2、经检索,公告号cn218051103u的专利,公开了“一种气压动力机械加工用零部件焊接工装”,包括零部件加工安装架,零部件加工安装架内部设有自动输送组件,自动输送组件一侧设有零部件移动组件,零部件移动组件一侧设有零部件固定工装组件。
3、但是,上述焊接工装在使用时,只能对零件的一面进行焊接,焊接完毕后,需要通过人工将零件拆卸翻面后,再重新进行固定后才能对零件的另一面进行焊接,较为费时费力,且人工翻面时,由于只对零件的一面进行了焊接,焊接可能不够牢固,人工重新拆卸和固定,容易导致焊接处的断裂,不利于焊接质量。
技术实现思路
1、本发明的目的是为了解决现有技术中只能对零件的一面进行焊接,焊接完毕后,需要通过人工将零件拆卸翻面后,再重新进行固定后才能对零件的另一面进行焊接,较为费时费力,且人工翻面时,由于只对零件的一面进行了焊接,焊接可能不够牢固,人工重新拆卸和固定,容易导致焊接处的断裂,不利于焊接质量的问题,而提出的一种气压动力机械加工零部件自动化焊接设备。
2、为了实现上述目的,本发明采用了如下技术方案:
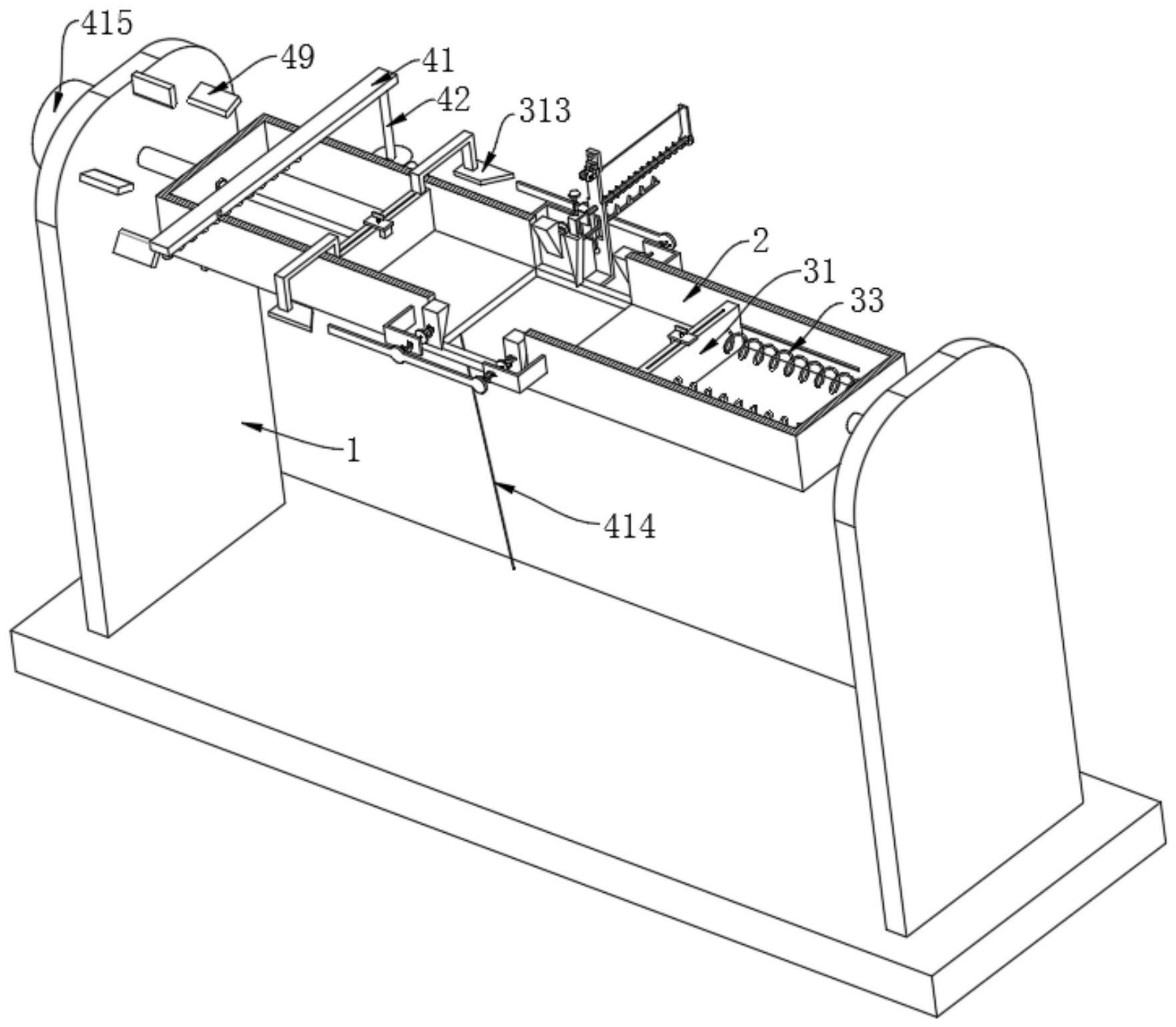
3、一种气压动力机械加工零部件自动化焊接设备,包括设备架,所述设备架上侧设有焊接台,焊接台左右两端均固定安装有转轴,转轴转动安装在设备架上,且右侧的转轴右端设有电机,电机一端固定安装在设备架上;
4、还设有用于对焊接台上待焊接零件进行夹持防止零件翻转焊接时掉落,以及自动调节焊接位置的焊接自动调节定位机构;
5、所述焊接自动调节定位机构包括分别滑动安装在焊接台左右两侧内的两个定位夹板,两个定位夹板用于对两个焊接零件长度两侧进行挤压夹持;
6、焊接台中部上开设有焊接口,焊接口的前后对称位置均设有两个稳定斜块板,稳定斜块板用于对两个焊接零件连接处的宽度两侧进行夹持定位;
7、当两个定位夹板对焊接零件进行夹持时,也会驱动稳定斜块板同时对焊接零件进行夹持。
8、优选的,所述左侧的定位夹板左端固定安装有气缸,气缸左端固定安装在焊接台上,右侧的定位夹板右端固定安装有弹性件,弹性件右端固定安装在焊接台上,所述两个定位夹板上端均滑动安装有滑块,滑块下端相互靠近的一侧均固定安装有柔性块,滑块上均螺纹连接有锁定螺杆。
9、优选的,所述前后两侧的稳定斜块板相互远离一端均固定安装有方形伸缩柱,方形伸缩柱远离稳定斜块板的一端均固定安装有连杆一,连杆一中部贯穿滑动安装在焊接台上。
10、优选的,所述连杆一远离方形伸缩柱的一端固定安装有连接板,且方形伸缩柱和连杆一上分别套设有弹簧一和弹簧二,连接板的左侧均设有推块板,推块板固定安装在定位夹板的上端。
11、优选的,还设有自动翻转冷却机构,所述自动翻转冷却机构包括设置在气缸上侧的喷嘴管,喷嘴管下端后侧固定安装有空心转杆,空心转杆下端转动安装在焊接台上,空心转杆下端插接活动安装有连接管,连接管另一端设有气囊,且气囊、连接管、空心转杆和喷嘴管内部相互连通。
12、优选的,所述气囊上端固定安装有支撑板,支撑板一端固定安装在焊接台上,气囊下端固定安装有弧面压板,弧面压板上端前后对称固定安装有导杆,导杆上侧贯穿滑动安装在支撑板上,且导杆外侧上均套设有弹簧三,弹簧三上下两端分别与支撑板和弧面压板固定连接,所述设备架上位于弧面压板的周围均固定安装有不少于五个的固定块,且固定块之间呈等间距设置。
13、优选的,所述空心转杆下侧上套设有扭簧,空心转杆下侧上固定安装有锥齿轮一,锥齿轮一一侧啮合有锥齿轮二,锥齿轮二另一端固定安装有卷辊,卷辊中部转动安装在焊接台上,卷辊外侧上固定缠绕设有卷绳,卷绳下端固定安装在设备架上。
14、优选的,还设有焊渣清洁机构,所述焊渣清洁机构包括设置在焊接台中部上的清洁块,清洁块上端固定安装有u型板,u型板后端固定安装有连杆二,连杆二贯穿滑动安装有竖板,竖板下端固定安装在焊接台上,连杆二后侧上套设有弹簧四。
15、优选的,所述连杆二后端上侧固定安装有牵引绳,牵引绳另一端固定安装有凸块板一,且喷嘴管上对应凸块板一开设有相互匹配的凹槽,凸块板一插装在竖板上,牵引绳贯穿竖板,竖板上对应牵引绳固定安装有导向辊。
16、优选的,所述清洁块后侧设有弹性球杆,弹性球杆上端固定安装有凸块板二,且凸块板二贯穿活动安装在竖板上,竖板的贯穿孔内对应凸块板二固定安装有触发凸块,所述凸块板二上端固定安装有连杆三,连杆三上侧贯穿滑动安装在u型板上,连杆三上侧套设有弹簧五。
17、与现有技术相比,本发明的有益效果是:
18、本发明中,可以使零件压紧固定在焊接台上,不会出现零件之间出现夹持不稳的情况,便于提高零件的后续的焊接质量,实现了零件之间的自动调节焊接位置,无需人工调节,提高了工作效率,节约了人工,使得两侧的稳定斜块板会与两个零件的前后两侧相互贴合,并同步挤压,设置的稳定斜块板便于对零件焊接处附近进行固定定位,避免了零件焊接时,接头处的位置翘起或不够牢固,影响焊接质量,也有利于后续零件翻转时,不会使零件从焊接台内掉落。
技术特征:
1.一种气压动力机械加工零部件自动化焊接设备,包括设备架(1),所述设备架(1)上侧设有焊接台(2),焊接台(2)左右两端均固定安装有转轴,转轴转动安装在设备架(1)上,且右侧的转轴右端设有电机(415),电机(415)一端固定安装在设备架(1)上,其特征在于:
2.根据权利要求1所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,所述左侧的定位夹板(31)左端固定安装有气缸(32),气缸(32)左端固定安装在焊接台(2)上,右侧的定位夹板(31)右端固定安装有弹性件(33),弹性件(33)右端固定安装在焊接台(2)上,所述两个定位夹板(31)上端均滑动安装有滑块(34),滑块(34)下端相互靠近的一侧均固定安装有柔性块(35),滑块(34)上均螺纹连接有锁定螺杆(36)。
3.根据权利要求1所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,所述前后两侧的稳定斜块板(37)相互远离一端均固定安装有方形伸缩柱(38),方形伸缩柱(38)远离稳定斜块板(37)的一端均固定安装有连杆一(39),连杆一(39)中部贯穿滑动安装在焊接台(2)上。
4.根据权利要求3所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,所述连杆一(39)远离方形伸缩柱(38)的一端固定安装有连接板(311),且方形伸缩柱(38)和连杆一(39)上分别套设有弹簧一(310)和弹簧二(312),连接板(311)的左侧均设有推块板(313),推块板(313)固定安装在定位夹板(31)的上端。
5.根据权利要求1所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,还设有自动翻转冷却机构,所述自动翻转冷却机构包括设置在气缸(32)上侧的喷嘴管(41),喷嘴管(41)下端后侧固定安装有空心转杆(42),空心转杆(42)下端转动安装在焊接台(2)上,空心转杆(42)下端插接活动安装有连接管(43),连接管(43)另一端设有气囊(44),且气囊(44)、连接管(43)、空心转杆(42)和喷嘴管(41)内部相互连通。
6.根据权利要求5所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,所述气囊(44)上端固定安装有支撑板(45),支撑板(45)一端固定安装在焊接台(2)上,气囊(44)下端固定安装有弧面压板(46),弧面压板(46)上端前后对称固定安装有导杆(47),导杆(47)上侧贯穿滑动安装在支撑板(45)上,且导杆(47)外侧上均套设有弹簧三(48),弹簧三(48)上下两端分别与支撑板(45)和弧面压板(46)固定连接,所述设备架(1)上位于弧面压板(46)的周围均固定安装有不少于五个的固定块(49),且固定块(49)之间呈等间距设置。
7.根据权利要求5所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,所述空心转杆(42)下侧上套设有扭簧(410),空心转杆(42)下侧上固定安装有锥齿轮一(411),锥齿轮一(411)一侧啮合有锥齿轮二(412),锥齿轮二(412)另一端固定安装有卷辊(413),卷辊(413)中部转动安装在焊接台(2)上,卷辊(413)外侧上固定缠绕设有卷绳(414),卷绳(414)下端固定安装在设备架(1)上。
8.根据权利要求1所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,还设有焊渣清洁机构,所述焊渣清洁机构包括设置在焊接台(2)中部上的清洁块5(1),清洁块(51)上端固定安装有u型板(52),u型板(52)后端固定安装有连杆二(53),连杆二(53)贯穿滑动安装有竖板(511),竖板(511)下端固定安装在焊接台(2)上,连杆二(53)后侧上套设有弹簧四(54)。
9.根据权利要求8所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,所述连杆二(53)后端上侧固定安装有牵引绳(55),牵引绳(55)另一端固定安装有凸块板一(56),且喷嘴管(41)上对应凸块板一(56)开设有相互匹配的凹槽,凸块板一(56)插装在竖板(511)上,牵引绳(55)贯穿竖板(511),竖板(511)上对应牵引绳(55)固定安装有导向辊(57)。
10.根据权利要求8所述的一种气压动力机械加工零部件自动化焊接设备,其特征在于,所述清洁块(51)后侧设有弹性球杆(58),弹性球杆(58)上端固定安装有凸块板二(59),且凸块板二(59)贯穿活动安装在竖板(511)上,竖板(511)的贯穿孔内对应凸块板二(59)固定安装有触发凸块(510),所述凸块板二(59)上端固定安装有连杆三(512),连杆三(512)上侧贯穿滑动安装在u型板(52)上,连杆三(512)上侧套设有弹簧五(513)。
技术总结
本发明涉及焊接设备技术领域,具体为一种气压动力机械加工零部件自动化焊接设备,包括设备架,所述设备架上侧设有焊接台,焊接台左右两端均固定安装有转轴,转轴转动安装在设备架上,本发明中,可以使零件压紧固定在焊接台上,不会出现零件之间出现夹持不稳的情况,便于提高零件的后续的焊接质量,实现了零件之间的自动调节焊接位置,无需人工调节,提高了工作效率,节约了人工,使得两侧的稳定斜块板会与两个零件的前后两侧相互贴合,并同步挤压,设置的稳定斜块板便于对零件焊接处附近进行固定定位,避免了零件焊接时,接头处的位置翘起或不够牢固,影响焊接质量,也有利于后续零件翻转时,不会使零件从焊接台内掉落。
技术研发人员:李庆
受保护的技术使用者:河南撼知机械制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!