一种便于铺设水路的液冷散热器加工工艺的制作方法
本文属于液冷散热器加工工艺的,具体涉及一种便于铺设水路的液冷散热器加工工艺。
背景技术:
1、搅拌摩擦焊是英国焊接研究所(the welding institute)于1991年发明的专利技术。搅拌摩擦焊除了具有普通摩擦焊接技术的优点外,还可以进行多种焊接形式和不同焊接位置的连接;在航天、船舶、铁路、军事、新能源等领域应用广泛。
2、由于大功率器件或设备工作时会产生大量热量,随着功率的增大,传统自然散热或风冷已无法满足冷却要求。液冷具有散热效率高、重量轻、体积小、可靠性高的特点,已逐步取代风冷,成为应用于大功率元器件的主要方式。
3、由于液冷的水道形状复杂,内部型腔加工速度慢,生产效率低,导致水冷散热器的成本一直居高不下,现有的液冷散热器冷却过程中,冷却液在流道内并没有形成充分紊流,仅仅是简单的流过流道,没有充分发挥出流过水道冷却液的制冷能力。
4、因此为了根据不同的粘度和流速的冷却液、不同的进水和出水角度,一些专用设备上就需要单独设计独特形状和内部流道的液冷散热器,通常现有的液冷散热器大多都是通过内部的铲削形成的插片将散热器内腔的内部进行水路的分隔,或是通过铣削的方式将一块完整的金属块内部切削成需要的流道。
5、但是现有的铲削插片大多都只能加工出规整的等距流道,而铣削加工出的散热器则成本和时间都十分高昂,对散热器批量生产前的多样品试验时成本会极度增加,并且还极度的费时费力。
技术实现思路
1、为了解决上述问题,本文提出了一种便于铺设水路的液冷散热器加工工艺,液冷散热器包括散热器外框、盖板、插片和水嘴,所述的液冷散热器的外侧表面贯穿的设有水嘴,所述的盖板的内侧表面设有流道装配槽,通过将本直接铲削成型在盖板表面的插片替换为安装式的,并通过流道装配槽来将预先规划好的流道布局进行提前开设,从而便于后续的焊接安装,并且这样就能极大的降低了异型液冷散热器内部结构的加工难度,提高了设计、实验和生产多方面的效率,所述的液冷散热器具体加工工艺如下;
2、a、根据液冷散热器的使用需求确定内部流道布局和插片形状;
3、b、使用折板机批量的弯折出所需形状的插片;
4、c、在盖板表面根据流调布局加工出流道装配槽;
5、d、将插片根据流道装配槽的布局插入一块盖板的表面;
6、e、将插片和盖板的连接处进行固定连接;
7、f、在将两块盖板相互组合式的装配到散热器外框的内部;
8、g、通过焊接将盖板外侧和散热器外框内侧的接缝处焊接相连;
9、h、根据流道布局在盖板和散热器外框的外表面安装水嘴。
10、散热器框架形状为矩形的回型框架,散热器框架的内部设有液冷腔体,所述的液冷腔体上下贯穿于散热器框架的上下两面,盖板的形状为液冷腔体的内侧形状相同,盖板表面的流道装配槽单段形状与插片的单端横向截面形状相同,
11、水嘴包括进水口和出水口,通过在散热器框架和盖板表面的各种位置都能设置进水口和出水口,从而可以实现各种异型的流道布局的进出水口需求。
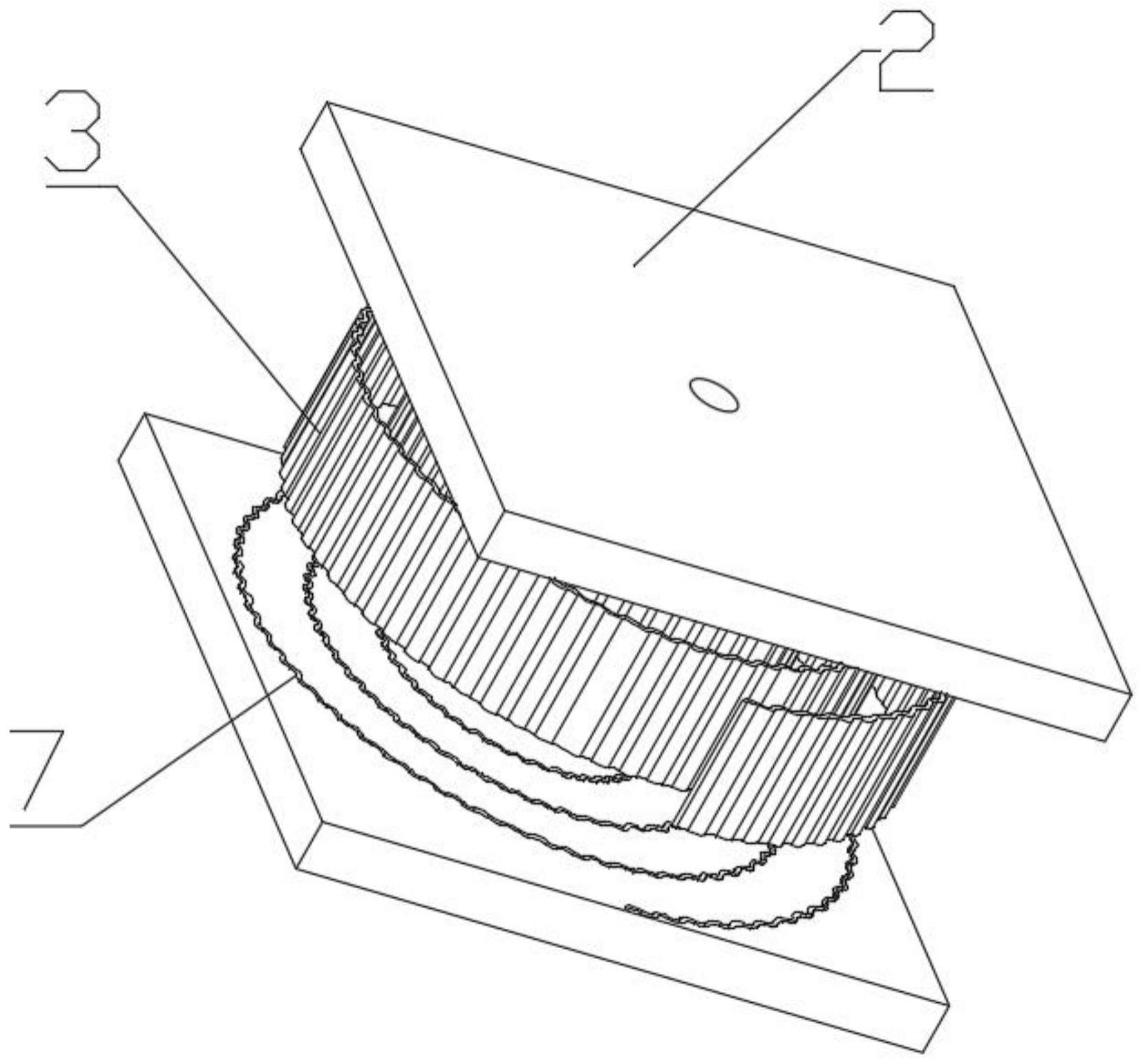
12、流道装配槽包括盘式流道、条式单向流道和条式多向流道,通过流道装配槽来预先设计好流道的布局,这样在设计散热器之初就能做到合理的内部规划,并且还能便于插片的在焊接前的安装固定,便于异型的流道装配槽内的插片安装。
13、插片的形状包括v型、w型、圆弧型和直角型,插片的结构包括单层插片和双层插片,通过各种形状和结构的插片能够实现各种异型流道的流道壁的各种形状需求,降低了铲削插片和铣削流道壁的成本。
14、流道装配槽通过铣削或压铸加工成型,插片和盖板通过焊接、铆压或环氧树脂沾黏固定。
15、有益效果:
16、通过将本直接铲削成型在盖板表面的插片替换为安装式的,并通过流道装配槽来将预先规划好的流道布局进行提前开设,从而便于后续的焊接安装,并且这样就能极大的降低了异型液冷散热器内部结构的加工难度,提高了设计、实验和生产多方面的效率。
17、通过在散热器框架和盖板表面的各种位置都能设置进水口和出水口,从而可以实现各种异型的流道布局的进出水口需求。
18、通过流道装配槽来预先设计好流道的布局,这样在设计散热器之初就能做到合理的内部规划,并且还能便于插片的在焊接前的安装固定,便于异型的流道装配槽内的插片安装。
19、通过各种形状和结构的插片能够实现各种异型流道的流道壁的各种形状需求,降低了铲削插片和铣削流道壁的成本。
技术特征:
1.一种便于铺设水路的液冷散热器加工工艺,液冷散热器包括散热器外框、盖板、插片和水嘴,其特征在于,所述的液冷散热器的外侧表面贯穿的设有水嘴,所述的盖板的内侧表面设有流道装配槽,所述的液冷散热器具体加工工艺如下;
2.根据权利要求1所述的一种便于铺设水路的液冷散热器加工工艺,其特征在于,所述的散热器框架形状为矩形的回型框架,散热器框架的内部设有液冷腔体,所述的液冷腔体上下贯穿于散热器框架的上下两面。
3.根据权利要求2所述的一种便于铺设水路的液冷散热器加工工艺,其特征在于,所述的盖板的形状为液冷腔体的内侧形状相同,盖板表面的流道装配槽单段形状与插片的单端横向截面形状相同。
4.根据权利要求1所述的一种便于铺设水路的液冷散热器加工工艺,其特征在于,所述的水嘴包括进水口和出水口。
5.根据权利要求1所述的一种便于铺设水路的液冷散热器加工工艺,其特征在于,所述的流道装配槽包括盘式流道、条式单向流道和条式多向流道。
6.根据权利要求1所述的一种便于铺设水路的液冷散热器加工工艺,其特征在于,所述的插片的形状包括v型、w型、圆弧型和直角型,插片的结构包括单层插片和双层插片。
7.根据权利要求1所述的一种便于铺设水路的液冷散热器加工工艺,其特征在于,所述的流道装配槽通过铣削或压铸加工成型。
8.根据权利要求1所述的一种便于铺设水路的液冷散热器加工工艺,其特征在于,所述的插片和盖板通过焊接、铆压或环氧树脂沾黏固定。
技术总结
本文提出了一种便于铺设水路的液冷散热器加工工艺,液冷散热器包括散热器外框、盖板、插片和水嘴,所述的液冷散热器的外侧表面贯穿的设有水嘴,所述的盖板的内侧表面设有流道装配槽,通过将本直接铲削成型在盖板表面的插片替换为安装式的,并通过流道装配槽来将预先规划好的流道布局进行提前开设,从而便于后续的焊接安装,并且这样就能极大的降低了异型液冷散热器内部结构的加工难度,提高了设计、实验和生产多方面的效率。
技术研发人员:耿昌鑫,徐跃鹏
受保护的技术使用者:镇江宏联电工有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!