一种用于狭窄件中的冲压剪缝工艺的制作方法
本发明涉及汽车覆盖件冲压工艺,尤其涉及一种用于狭窄件中的冲压剪缝工艺。
背景技术:
1、随着我国汽车制造业的蓬勃发展,冲压成形工艺在汽车车身制造工艺中占有重要的地位,特别是汽车车身的大型覆盖件,因大多形状复杂,结构尺寸大,有的还是空间曲面,并且表面质量要求高,所以用冲压加工方法来制作,这些零件是用其它加工方法不能比拟的。
2、但类似于汽车托曳臂这种零件,小头部分仅有20mm宽,模具的下模镶块刃口强度不足,无法修边,并且不好排料。
3、本发明剪缝工艺的提出,很好解决了这个难题。
技术实现思路
1、针对上述现有技术的缺点或不足,本发明提供的用于狭窄件中的冲压剪缝工艺,能够在狭窄件中广泛使用,可以解决由于狭窄件下模镶块刃口强度不足导致的不好修边的问题。
2、本发明的用于狭窄件中的冲压剪缝工艺,依次包括如下步骤:
3、a)根据工件形状,通过落料冲孔模具对工件落料冲孔形成侧围平面外形;
4、b)将落料冲孔后的板料通过成形模具进行拉延成型;
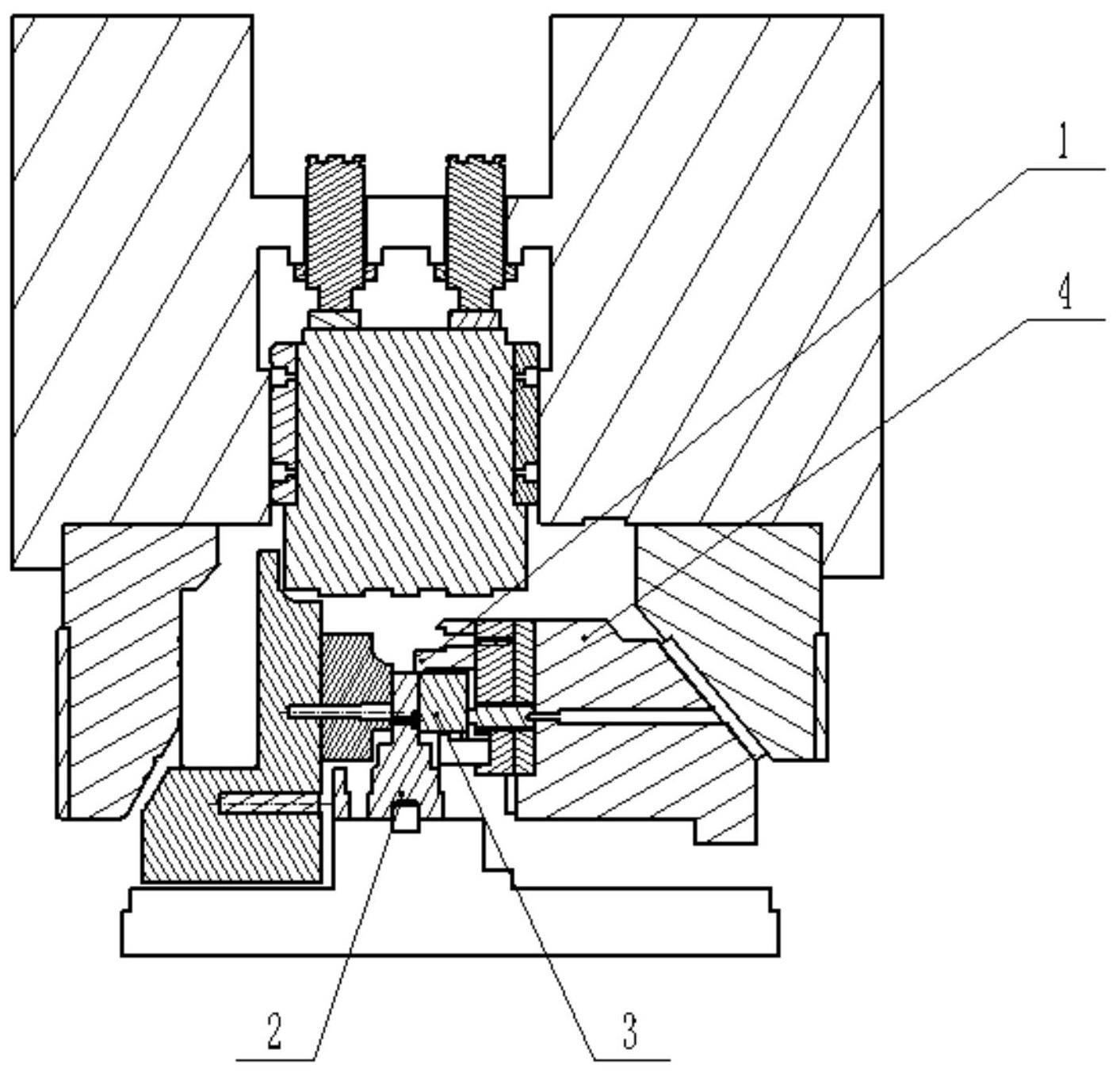
5、c)将拉延成型后的板料放入侧冲孔侧修边模具中进行第一侧修边5的修边剪缝,所述侧冲孔侧修边模具的下模包括:斜楔镶块1,根据产品形状做出,切废料用;下模镶块2根据产品形状做出;cam压板3在模具工作时起到压住工件防止晃动的作用;斜楔镶块1和cam压板3都锁到斜楔4上,斜楔4沿着修边角度运动,完成第一侧修边5的修边动作,工件完成第一侧修边5剪切后废料不脱落;
6、d)将完成第一侧修边5的工件放入侧冲孔侧修边模具中进行第二侧修边6的侧修边剪缝,利用模具中的斜楔4修边,斜楔4沿着修边角度运动完成修边动作,利用模具中的斜楔镶块1剪切废料,从而将工件上的废料全剪掉,完成工件的外面轮廓形状;
7、e)将完成两侧测修边剪缝的工件放入侧翻孔模,完成工件的侧翻孔7,从而完成最终产品形状。
8、本发明的有益效果是:
9、本发明的技术方案的用于狭窄件中的冲压剪缝工艺,通过步骤c)和步骤d)分两次对狭窄件不同部位进行侧修边剪缝工作,解决了狭窄件修边模具的下模镶块刃口强度不足,无法修边,并且不好排料的问题。
技术特征:
1.一种用于狭窄件中的冲压剪缝工艺,其特征在于,依次包括如下步骤:
技术总结
本发明公开了一种用于狭窄件中的冲压剪缝工艺,其特征在于,依次包括如下步骤:a)根据工件形状,通过落料冲孔模具对工件落料冲孔形成侧围平面外形;b)将落料冲孔后的板料通过成形模具进行拉延成型;c)将拉延成型后的板料放入侧冲孔侧修边模具中进行第一侧修边5的修边剪缝;d)将完成第一侧修边5的工件放入侧冲孔侧修边模具中进行第二侧修边6的侧修边剪缝;e)将完成两侧测修边剪缝的工件放入侧翻孔模,完成工件的侧翻孔7,从而完成最终产品形状。本发明提供的用于狭窄件中的冲压剪缝工艺,能够在狭窄件中广泛使用,可以解决由于狭窄件下模镶块刃口强度不足导致的不好修边的问题。
技术研发人员:孙洪杰,杨帅,董强
受保护的技术使用者:格致汽车科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!