一种冷镦机一次性生产铆接引弧点的方法与流程
本发明涉及焊钉生产领域,尤其涉及一种冷镦机一次性生产铆接引弧点的方法。
背景技术:
1、焊钉属于一种高强度刚性连接的紧固件,用于各种钢结构工程中,在不同连接件中起刚性组合连接作用,用途十分广泛,适用于土木建筑工程中各类结构的抗剪件,埋设件及锚固件,电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其他各类钢结构等工程。
2、在中国专利“cn106438628a”本发明公开了一种铝焊钉、生产铝焊钉模具及生产铝焊钉的方法;铝焊钉,包括焊栓,焊栓的一端设有焊台,焊台底面的中心处设有导电凸尖,所述的焊台的顶部设有固定压盘,焊台与固定压盘一体成型。生产铝焊钉的模具,包括独立设置的第一模具、第二模具;生产铝焊钉的方法,包括第一次冲压、第二次冲压等过程;本发明通过将焊台与固定压盘设置成一体成型的结构,一是焊栓表面无需要加工螺纹,二是无需配套加工螺帽,三是焊接后无需旋紧螺帽的工序,四是避免了螺帽固定发生松动的可能性。故,本技术方案大大节省了生产焊钉的成本,提高了焊接焊钉固定铝板的安全性。
3、在中国专利“cn106425053b”本发明公开一种圆柱头焊钉、圆柱头焊钉生产方法及生产设备,本发明的生产设备及生产工艺能够稳定的生产本发明的圆柱头焊钉,节约了大量的人工成本,且生产的圆柱头焊钉完全符合gd/t10433-2002的国家标准。圆柱头焊钉,由圆柱头部(1)、杆部(2)和引弧点(3)组成,所述的引弧点(3)的整体为球体,且球体的大部埋入杆部(2)内,球体的小部埋凸出在杆部(2)的断面外。
4、综上所述,现有技术中的圆柱头焊钉的引弧点,是镶嵌在圆柱头焊钉端部的铝球,其生产方法是先采用冷镦机,镦造出圆柱头焊钉的本体,再通过小型复合式冲压设备,完成打孔和引弧点铝球安装操作,可以看出在对焊钉生产时,需要使用冷镦机和小型复合式冲床,这种使用两台机器生产焊钉的方法,会大大降低生产的速率,影响工作效率,且同时使用两台机器进行生产时,原料在转移的过程中也会造成浪费,从而增加了生产成本。
技术实现思路
1、本发明的目的在于提供一种冷镦机一次性生产铆接引弧点的方法用于解决老旧焊钉生产方法,焊钉生产效率低下,生产成本高的问题。
2、本发明为解决上述技术问题,采用以下技术方案来实现:
3、一种冷镦机一次性生产铆接引弧点的方法,包括以下步骤:
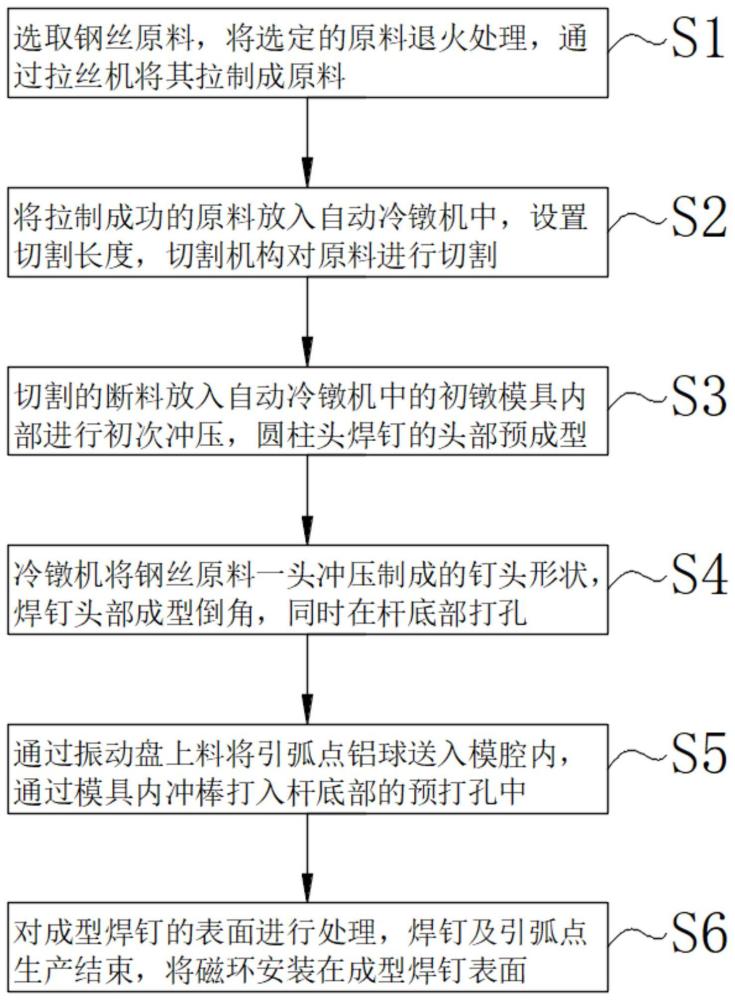
4、s1、选取钢丝原料,将选定的原料退火处理,通过拉丝机将其拉制成长度为60~400mm的原料;
5、s2、将拉制成功的原料放入自动冷镦机中,设置切割长度自动冷镦机中切割机构对原料进行切割;
6、s3、切割的断料放入自动冷镦机中的初镦模具内部,进行初次冲压,圆柱头焊钉的头部预成型;
7、s4、冷镦机将钢丝原料一头冲压制成的钉头形状,焊钉头部成型倒角,同时在杆底部打孔;
8、s5、通过振动盘上料将引弧点铝球送入模腔内,通过模具内冲棒打入杆底部的预打孔中,从而在焊钉底部完成镶嵌或铆接铝球;
9、s6、对成型焊钉的表面进行处理,焊钉及引弧点生产结束,将磁环安装在成型焊钉表面。
10、优选地,在步骤s1中,焊钉原料选取耐蚀性、耐大气腐蚀性和高温强度的316不锈钢丝。
11、优选地,在步骤s1中,原料在退火炉,温度为950℃~1050℃区间,进行退火处理。
12、优选地,在步骤s2中,通过断料长度计算公式:
13、式中:l为断料长度,v为不锈钢焊钉总体积,z为原料长度,π为圆周率,得到需要切割的长度l。
14、优选地,在步骤s3中,采用带弹簧顶针锥心模腔,初次冲压锥角为2~6度,用于利用顶针将成型工件顶出初冲,避免工件粘在冲模内部。
15、优选地,在步骤s4中,室内温度为20~30℃,将原料放在冷镦机上、下模具之间,原材料在受到轴向压缩、径向扩展的冷镦加工,同时通过计算锻造比数值,来决定冷镦机镦锻次数,镦锻比数值过小时,增加冷镦次数。
16、优选地,在步骤s4中,锻造比公式为:式中,g为镦锻比数值,h为原料长度,d为原料直径,进而得到锻造比数值,锻造比数值小于2.5时,锻造次数增加为2~4次,大于2.5时正常锻造。
17、优选地,在步骤s5中,成型圆柱头焊钉的规格为直径10~ф25mm,总长度为40~300mm。
18、优选地,在步骤s6中,焊钉的表面处理包括去除锈蚀、清洁和镀层处理,用于提高焊钉的抗腐蚀性能。
19、本发明的有益效果是:
20、本申请选取耐蚀性、耐大气腐蚀性和高温强度的316不锈钢丝,作为圆柱焊钉的原材料,间接提高圆柱焊钉的耐腐蚀、耐高温和硬度,直接采用冷镦机一次性完成焊钉主体生产及引弧点铝球的铆接安装,这样提高了生产效率,大大节省原料,进一步节省圆柱焊钉的成本,同时通过原料切割的长度,计算断料长度,得到需要切割的长度,通过计算锻造比数值,来决定冷镦机镦锻次数,以此来提高圆柱焊钉的质量,解决了老旧工艺生产效率低,生产成本高的问题。
技术特征:
1.一种冷镦机一次性生产铆接引弧点的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s1中,焊钉原料选取耐蚀性、耐大气腐蚀性和高温强度的316不锈钢丝。
3.根据权利要求1所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s1中,原料在退火炉,温度为950℃~1050℃区间,进行退火处理。
4.根据权利要求1所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s2中,通过断料长度计算公式:
5.根据权利要求1所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s3中,采用带弹簧顶针锥心模腔,初次冲压锥角为2~6度,用于利用顶针将成型工件顶出初冲,避免工件粘在冲模内部。
6.根据权利要求5所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s4中,室内温度为20~30℃,将原料放在冷镦机上、下模具之间,原材料在受到轴向压缩、径向扩展的冷镦加工,同时通过计算锻造比数值,来决定冷镦机镦锻次数,镦锻比数值过小时,增加冷镦次数。
7.根据权利要求6所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s4中,锻造比公式为:式中,g为镦锻比数值,h为原料长度,d为原料直径,进而得到锻造比数值,锻造比数值小于2.5时,锻造次数增加为2~4次,大于2.5时正常锻造。
8.根据权利要求5所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s5中,成型圆柱头焊钉的规格为直径10~ф25mm,总长度为40~300mm。
9.根据权利要求5所述的一种冷镦机一次性生产铆接引弧点的方法,其特征在于,在步骤s6中,焊钉的表面处理包括去除锈蚀、清洁和镀层处理,用于提高焊钉的抗腐蚀性能。
技术总结
本发明公开了一种冷镦机一次性生产铆接引弧点的方法,涉及焊钉生产领域,本发明选取耐蚀性、耐大气腐蚀性和高温强度的316不锈钢丝,作为圆柱焊钉的原材料,间接提高圆柱焊钉的耐腐蚀、耐高温和硬度,直接采用冷镦机一次性完成焊钉主体生产及引弧点铝球的铆接安装,这样提高了生产效率,大大节省原料,进一步节省圆柱焊钉的成本,同时通过原料切割的长度,计算断料长度,得到需要切割的长度,通过计算锻造比数值,来决定冷镦机镦锻次数,以此来提高圆柱焊钉的质量,解决了老旧工艺生产效率低,生产成本高的问题。
技术研发人员:范旭超
受保护的技术使用者:宁波清熙金属智能科技有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!