适用于大热输入焊接的650MPa级多丝埋弧焊盘条及焊丝
本发明属于焊接材料,具体涉及一种适用于大热输入焊接的650mpa级多丝埋弧焊盘条及焊丝。
背景技术:
1、在桥梁制造领域,随着钢铁构件的大型化和高强化,为了提高中厚板的焊接效率,降低生产成本,通常采用大热输入焊接技术。多丝埋弧自动焊具有焊缝金属熔敷效率高、质量性能好、焊接速度快、焊接过程可自动化等特点,在工程中得到广泛应用。目前抗拉强度590mpa以下级别焊缝金属的应用最为普遍,主要通过ti-b复合添加的韧化方式,在保证强度的同时提高焊缝冲击韧性,但随钢结构所需强度不断提高,为实现焊接接头的强度匹配,所需焊材强度也随之提高,目前国内应用在大热输入的高强度焊接材料多数从国外进口,成本昂贵,严重制约了我国大型桥梁制造业的快速发展。因此,高强度多丝埋弧焊丝的开发和研究具有重要意义。
2、现有技术中如:申请公布号为cn104476008a的发明专利“一种大热输入埋弧焊焊丝”,其通过ti、n元素析出形核作用,并添加一定量的稀土元素ce,得到复合氧化物夹杂及锰硫化物,促进针状铁素体形核,在60~160kj/cm的热输入范围内,焊缝金属-40℃冲击功可在48~118j之间,但其不适配强度级别在500mpa以上的低合金高强度钢。
3、申请公布号为cn107984112a的发明专利“一种具有良好低温韧性的高强度埋弧焊丝”,选择mn-mo-ni为主合金体系,采用ti、b微合金化的设计理念,控制ti与b的含量比例在6~10,cr+mn的含量总和≤2.1%,cr+ni的含量总和≤2.1%,cr+mo的含量总和≤1.0%,并加入少量y或ce等稀土元素,其熔敷金属抗拉强度可达740mpa,但-40℃冲击韧性较低,仅≥47j,且其焊接热输入只有20kj/cm,并没有说明适用于大热输入焊接。
4、申请公布号为cn107984114a的发明专利“适用于大线能量焊接的低合金高强度高韧性埋弧焊丝”,通过控制7.0≤ti/b≤9.0,1.0≤b/n≤2.0,抑制先共析铁素体的产生,促进针状铁素体的生成,在100~200kj/cm大线能量下,焊缝金属和焊接接头的-40℃冲击韧性达130j,但并未提及其抗拉强度。
5、申请公布号为cn108247234a的发明专利“一种高强度钢用埋弧焊丝及其制备方法”,通过控制ti/b:9~11,ni/cu>1,从而达到细化针状铁素体的目的,使焊缝获得良好的强韧性,但其焊接热输入仅达到70kj/cm,焊接结构需经高温回火后获得700mpa的高抗拉强度,且仅进行了-20℃的冲击试验,不能保证其在较寒冷地区的使用安全性。
6、申请公布号为cn13878500a的发明专利“一种低温韧性优良的大线能量焊接用埋弧焊实芯焊丝”,采用mn-ni-ti-b合金体系,ti/b的比例在7.0~10.0,配合国产sj101焊剂,在60kj/cm~120kj/cm焊接线能量下,在-40℃条件下焊缝金属的韧性仍然能够达到120j,但其抗拉强度最高达到650mpa,不能满足更高强度的母材对焊接材料的要求。
7、因此,在满足相关标准、规范等内容中对焊接接头力学性能的要求下,为提高桥梁等钢结构制造企业大型钢结构的焊接制造效率,保证使用安全性,需开发适用于抗拉强度不小于650mpa级桥梁钢在大焊接热输入的配套国产埋弧自动焊焊丝,是进一步提高焊接效率、降低成本、提高焊接接头力学性能和替代进口产品的重要途径。
技术实现思路
1、本发明要解决的问题是提供一种适用于大热输入焊接的650mpa级多丝埋弧焊盘条及焊丝,在热输入范围50~100kj/cm并与fe粉-mgo-sio2-caf2-al2o3系碱性烧结焊剂匹配,熔敷效率高、低温韧性优良,对焊接热输入范围有较强的适应性,适用于桥梁、船舶和建筑等领域的大型钢结构的高效焊接制造。
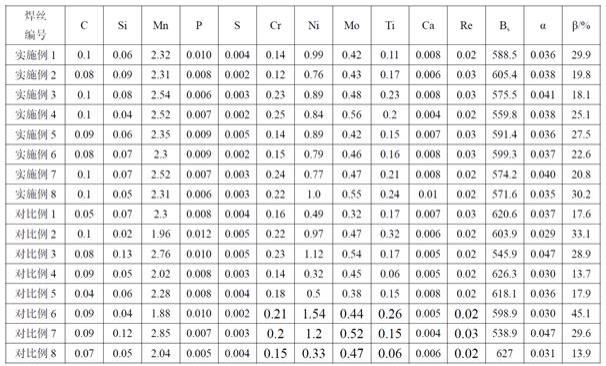
2、为解决上述技术问题,本发明采用的技术方案是:一种适用于大热输入焊接的650mpa级多丝埋弧焊盘条,所述盘条中的化学成分以质量百分比计包括:c:0.04~0.10,si≤0.09,mn:2.3~2.55,p≤0.012,s≤0.005,cr:0.10~0.25,ni:0.75~1.05,mo:0.4~0.58,ti:0.11~0.24,ca:0.0015~0.030,re:≤0.030,余量为fe和不可避免的杂质。
3、进一步的,所述盘条中的化学成分以质量百分数计满足:550≤bs≤630,bs=830-270(0.82wc)-90(0.73wmn)-37(0.73wni)-70(0.90wcr)-83(0.9wmo),其中,wc为盘条中c的含量,wmn为盘条中mn的含量,wni为盘条中ni的含量,wcr为盘条中cr的含量,wmo为盘条中mo的含量。
4、进一步的,所述盘条中的化学成分以质量百分数计满足: 670.9≤θ≤799.9;强度因子θ=9.8×{36.69+220(0.82wc)+8.0(0.73wmn)+14(0.90wcr)+3.4(0.73wni)+8.1(0.9wmo)+8(0.17wti)},其中,wc为盘条中c的含量,wmn为盘条中mn的含量,wni为盘条中ni的含量,wcr为盘条中cr的含量,wmo为盘条中mo的含量,wti为盘条中ti的含量。
5、进一步的,所述盘条中的化学成分以质量百分数计满足:0.043≤α≤0.056,其中,α=wsi/14+wmn/55+wti/24,其中,wsi为盘条中si的含量,wmn为盘条中mn的含量,wti为盘条中ti的含量。
6、进一步的,所述盘条中的化学成分以质量百分数计满足:17%≤β≤31%,其中,β=wni/(wmn+wni)*100%,wmn为盘条中mn的含量,wni为盘条中ni的含量。
7、本发明还提供了一种适用于大热输入焊接的650mpa级多丝埋弧焊焊丝,其通过拉拔上述的盘条而成。
8、进一步的,在所述焊丝外设有镀铜层,所述镀铜层的厚度为0.19~0.23um。
9、进一步的,在50~100kj/cm热输入下,焊丝熔敷金属的屈服强度rp0.2为529~577mpa,抗拉强度rm为681~737mpa,延伸率a为22~24.5%,-40℃冲击吸收功akv-40℃为80~112j。
10、进一步的,焊丝熔敷金属主要是由针状铁素体和粒状贝氏体的复相组织构成,所述针状铁素体含量为65~74%。
11、本发明的有益效果是:(1)本发明的焊丝通过对化学成分进行合理的设计,在50~100kj/cm热输入下得到的熔敷金属具有优良的综合性能,有较高的抗拉强度和低温冲击韧性。本发明的焊丝熔敷金属具有如下力学性能:屈服强度rp0.2/mpa:529~577mpa,抗拉强度rm/mpa:681~737mpa,延伸率a/% :22~24.5%,-40℃冲击吸收功akv-40℃/j:80~112j,焊缝组织中针状铁素体含量在65~74%之间。(2)本发明的焊丝适用于埋弧焊、焊剂铜衬垫法等焊接方法的多丝共熔池大热输入焊接操作,焊接参数范围调节宽,在50~100kj/cm热输入下焊接工艺性能稳定,熔池流动性良好,熔敷金属成型美观,抗裂性能优异。(3)本发明的焊丝合金体系调控合理,其盘条冶炼、轧制及焊丝拉拔工艺容易实现,质量稳定,适合大规模推广应用。
12、下面结合附图对本发明进行详细说明。
- 还没有人留言评论。精彩留言会获得点赞!