一种不锈钢/碳钢复合钢坯及复合螺纹钢筋的制备方法与流程
本发明涉及金属材料及材料加工成型,尤其涉及一种不锈钢/碳钢复合钢坯及复合螺纹钢筋的制备方法。
背景技术:
1、随着经济的不断发展,我国进入了大规模基础设施建设的快速发展阶段。包括螺纹钢筋在内的棒线材是建筑等行业用钢量最大的钢材品种。目前棒线材在建筑行业实际应用过程中存在的最大、最直接的问题就是腐蚀问题,混凝土结构建筑发生腐蚀破坏后,修复费用相对于预防性保护费用会呈几何级倍数增长。因此,如何做好棒线材的防腐,改善其持久性已经成为迫切需要解决的重大问题。虽然不锈钢具有优越的耐腐蚀性,对高温和低温良好的适应性并且可循环利用,非常适用于使用寿命要求百年或更长时间的桥梁、高楼等的设计要求,但是其造价成本相比于普碳钢却十分高昂。
2、随着市场需求的不断变化,对棒线材各项性能的要求在不断提高,同时我国基础设施建设的维护成本也在逐年提高。在这种大背景下,复合棒线材产业化生产的研究显得尤为重要。不锈钢/碳钢复合棒线材拥有较好的抗腐蚀性,同时具有较好的综合力学性能,而且不锈钢/碳钢复合棒线材与传统的普碳钢相比具有更好的抗腐蚀性优势、更长的使用寿命,与不锈钢相比生产成本更加低廉,具有价格优势,因此具有广阔的应用前景。
3、申请号为cn 107900625 a的中国专利申请公开了一种“碳钢-不锈钢复合螺纹钢筋及其制造方法”,包括:a)提供作为内芯的碳钢和作为外径的不锈钢;b)将所述碳钢和不锈钢进行组坯并采用焊接进行密封;c)将所述焊接密封的组坯中的空气抽出,使得真空度小于等于8×10-2;以及d)将所述抽真空的组坯进行热轧,从而得到所述碳钢-不锈钢复合螺纹钢筋。申请号为cn 107933013 a的中国专利申请公开了“一种不锈钢/碳钢真空复合钢筋及其制造工艺”,包括如下步骤:不锈钢钢管内表面和碳钢棒的外表面及两端部经处理后嵌套组合或者方形断面的碳钢芯和四块一定规格的不锈钢钢板表面经处理后包覆组合在一起;组好的坯料置于真空电子束焊机内抽真空再将双金属结合缝隙焊好或者在大气环境下对双金属结合缝隙处先焊接后抽真空再封头;将焊接封装好的复合钢坯加热轧制成不锈钢/碳钢真空复合钢筋。上述两种复合钢筋在组坯焊接时均需要抽真空的过程,导致工艺过程复杂;另外,第一种方式在组方坯时不锈钢采用方管形坯料,其与作为内芯的碳钢之间难免有尺寸上的偏差,导致界面结合质量变差;而且方管形坯料的加工难度大。第二种方式在组方坯时采用四块不钢钢板进行拼接,导致工序多、焊缝多,不仅效率低下,而且很难保证组坯后的界面结合质量。
技术实现思路
1、本发明提供了一种不锈钢/碳钢复合钢坯及复合螺纹钢筋的制备方法,主要解决现有技术中存在的工艺复杂、效率低下以及界面结合质量不佳等问题,采用2块具有圆形倒角的v形不锈钢板与具有圆形倒角的碳钢方钢组成方坯,采用独特的原料处理、装配、焊接和轧制技术,获得具有冶金结合界面的不锈钢/碳钢复合钢坯成品,具有生产工艺简单、界面结合质量好等优点,为后续的不锈钢/碳钢复合棒线材生产提供了一种新颖、高效的坯料制备方法,具有广阔的应用前景。
2、为了达到上述目的,本发明采用以下技术方案实现:
3、一种不锈钢/碳钢复合钢坯的制备方法,包括如下步骤:
4、s1.原料准备:选用具有配合尺寸的碳钢方钢及2块v形不锈钢板作为原料;碳钢方钢的四角均具有同样的圆倒角;v形不锈钢板的拐角处具有相配合的圆倒角,两端具有相配合的半圆倒角;
5、s2.原料处理及组坯:对碳钢方钢的外表面和两端面以及v形不锈钢板的内表面进行清理;然后,将碳钢方钢与v形不锈钢板进行组装,使2块v形不锈钢板相对扣合后贴合在碳钢方钢的外围,得到复合坯料装配体;
6、s3.复合钢坯的制备:
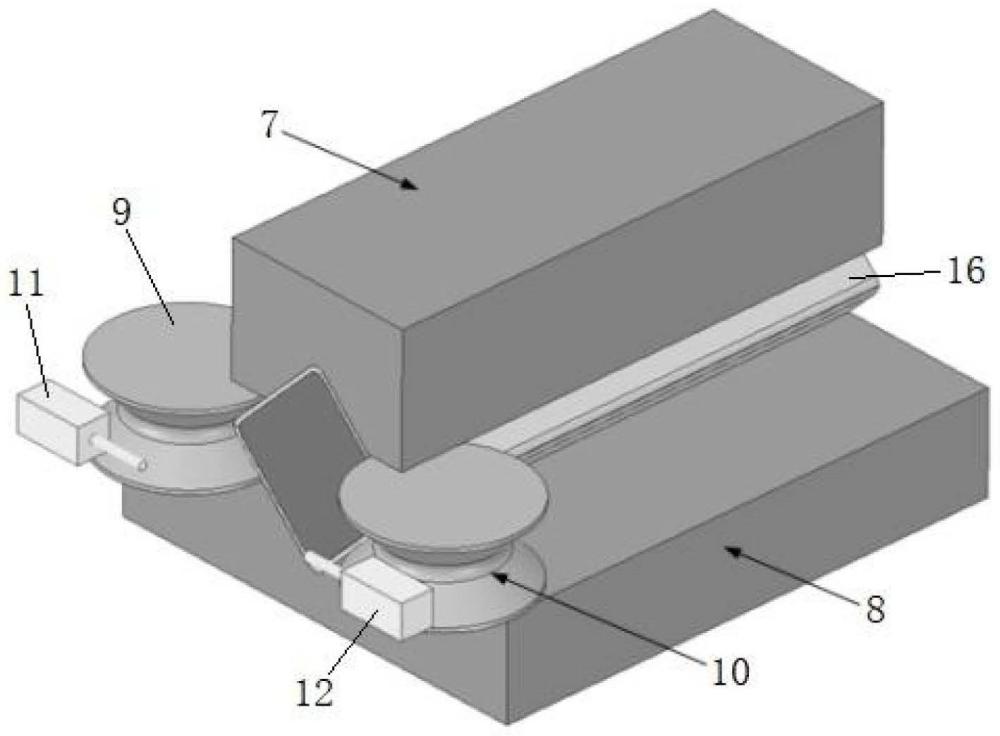
7、1)纵向接缝焊接;将经步骤s2组装后的复合坯料装配体用压紧及焊接一体化装置进行处理;压紧及焊接一体化装置由下压板、上压板、左压辊、右压辊、焊接装置一及焊接装置二组成,左压辊、右压辊、焊接装置一及焊接装置二设于上压板与下压板之间;其中,下压板的底部及上压板的顶部具有与复合坯料装配体拐角角度一致的v形槽;左压辊及焊接装置一设于v形槽的一侧,右压辊及焊接装置二设于v形槽的另一侧;左压辊及右压辊具有与复合坯料装配体拐角角度一致的v形辊槽;首先将复合坯料装配体置于下压板的v形槽中,使2个v形不锈钢板的纵向接缝位于下压板的上方并处于水平状态;然后上压板下降,在竖直方向将复合坯料装配体中的v形不锈钢板与碳钢方钢压紧;焊接装置一、焊接装置二自复合坯料装配体一端开始,沿纵向对2个v形不锈钢板的两侧接缝进行同步加热,同时左压辊、右压辊随动,从水平方向将复合坯料装配体中的v形不锈钢板与碳钢方钢压紧,并使2块v形不锈钢板的纵向接缝焊接在一起,焊接后的v形不锈钢板紧密贴合在碳钢方钢外侧,形成双金属复合坯;
8、2)端部周向接缝焊接;对双金属复合坯两端端面的碳钢方钢与v形不锈钢板之间的周向接缝进行焊接,焊接完成后得到复合钢坯;
9、s4.复合钢坯的加热和轧制:将经步骤s3制得的复合钢坯送入加热炉中,加热至950~1200℃;然后按照同类别常规轧制工艺、采用控轧控冷技术进行轧制,最终得到具有冶金结合界面的不锈钢/碳钢复合钢坯成品。
10、进一步的,所述步骤s1中,原料经抗氧化处理,防止在复合钢坯制备过程中发生氧化。
11、进一步的,所述步骤s2中,采用激光清洗方法,对碳钢方钢的外表面和两端面以及v形不锈钢板的内表面进行处理,去除表面锈蚀和杂质,保证待结合面为干净金属。
12、进一步的,所述碳钢方钢及2块v形不锈钢板上的圆倒角及半圆倒角的半径相同,且为碳钢方钢边长的1%~30%。
13、进一步的,所述碳钢方钢横截面的边长为80~160mm。
14、进一步的,所述v形不锈钢板的厚度为5~15mm。
15、进一步的,所述步骤s3中,纵向接缝的焊接及端部周向接缝的焊接均采用高频焊接方式,在惰性气氛保护下进行焊接。
16、一种不锈钢/碳钢复合螺纹钢筋的制备方法,采用不锈钢/碳钢复合钢坯,经加热轧制后得到不锈钢/碳钢复合螺纹钢筋;所述不锈钢/碳钢复合螺纹钢筋由外层的不锈钢包裹层和内层的碳钢芯组成。
17、进一步的,所述不锈钢/碳钢复合螺纹钢筋的直径为6~32mm,不锈钢包裹层的厚度为0.5~5mm。
18、与现有技术相比,本发明的有益效果是:
19、1)解决现有技术中存在的工艺复杂、效率低下以及界面结合质量不佳等问题,采用2块具有圆形倒角的v形不锈钢板与具有圆形倒角的碳钢方钢组成方坯,采用独特的原料处理、装配、焊接和轧制技术,获得具有冶金结合界面的不锈钢/碳钢复合钢坯成品,具有生产工艺简单、界面结合质量好等优点,为后续的不锈钢/碳钢复合棒线材生产提供了一种新颖、高效的坯料制备方法,具有广阔的应用前景;
20、2)本发明所述不锈钢/碳钢复合螺纹钢筋包括外层的不锈钢包裹层和内层的碳钢芯,且不锈钢包裹层和碳钢芯之间的结合界面因为有高温加热以及轧制力作用,形成了工艺性能良好的冶金结合界面;
21、3)本发明所述不锈钢/碳钢复合钢坯的制备方法,在保证产品力学性能的基础上,同时具有生产工艺简单、有效节省不锈钢材料从而降低造价成本、耐腐蚀性能好,并且界面结合质量好等优点;
22、4)本发明所制备的不锈钢/碳钢复合钢坯及不锈钢/碳钢复合螺纹钢筋,替代现有的同类产品,具有明显的价格优势,在建筑行业具有广阔的应用前景。
- 还没有人留言评论。精彩留言会获得点赞!