一种NTC电阻的自动焊接设备的制作方法
本发明涉及ntc电阻生产领域,特别涉及一种ntc电阻的自动焊接设备。
背景技术:
1、当前,ntc电阻生产过程中的焊接工序一般采用自动焊接机完成,自动焊接机在工作时需要人工将ntc电阻放置在焊接位置,然后启动自动焊接机对ntc电阻的一个焊接点位进行焊接,一个焊接点位焊接完毕后,人工调节ntc电阻的位置,然后再次启动自动焊接机对ntc电阻的另一个焊接点位进行焊接,如果ntc电阻有多个焊接点位,则需要多次调节ntc电阻的位置,多次启动自动焊接机对ntc电阻的各个焊接点位进行焊接,操作麻烦,费时费力,焊接速度和效率低。
2、而且,ntc电阻焊接完毕后,一般采用人工对焊接质量进行质检,人工肉眼观测焊接点位难免存在误检、漏检的问题,质检质量不高,质检效果差。
3、此外,为防止焊渣影响ntc电阻的后续加工,ntc电阻质检完毕后,还需要人工清理ntc电阻上的焊渣,这不仅进一步影响了ntc电阻的焊接生产速度和效率,对ntc电阻的产能影响极大,而且受清渣工人自身素质影响,清渣质量参差不齐,人力成本高。
技术实现思路
1、本发明的主要目的是提出一种ntc电阻的自动焊接设备,旨在解决当前ntc电阻焊接速度慢、效率低,人工质检和清渣质量不高的问题。
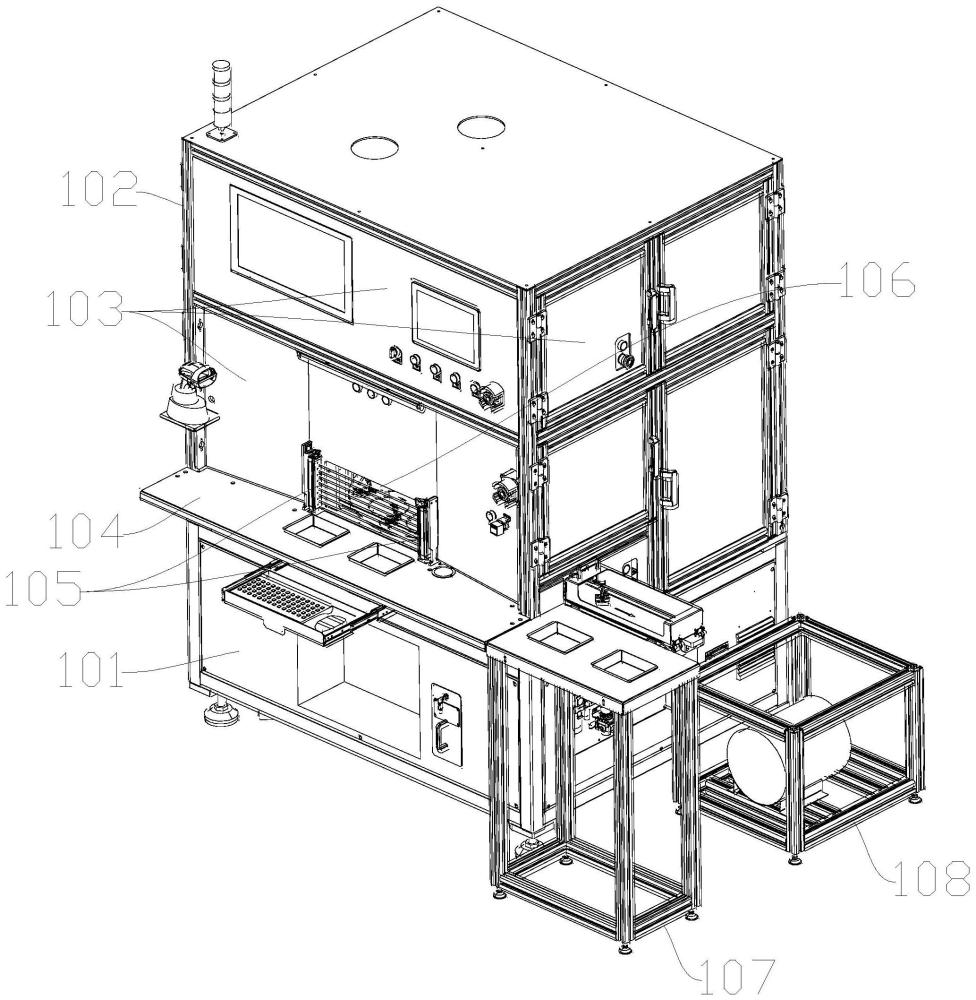
2、为解决上述问题,本发明提出了一种ntc电阻的自动焊接设备,包括机箱和设于机箱上的转盘机构、焊接前视觉检测装置、焊接后视觉检测装置、焊接机构、夹具打开及焊渣清除机构、夹具搬运机构、夹具输送线,所述焊接前视觉检测装置、焊接机构、焊接后视觉检测装置、夹具打开及焊渣清除机构、夹具搬运机构沿转盘机构的旋转方向顺序设置;
3、所述转盘机构上设置有夹具,所述夹具上夹设有ntc电阻,所述夹具在所述转盘机构的带动下回转依次经过所述焊接前视觉检测装置、焊接机构、焊接后视觉检测装置、夹具打开及焊渣清除机构、夹具搬运机构,且所述夹具经过所述焊接前视觉检测装置、焊接机构、焊接后视觉检测装置、夹具打开及焊渣清除机构、夹具搬运机构时均停留一段时间,供所述焊接前视觉检测装置、焊接机构、焊接后视觉检测装置、夹具打开及焊渣清除机构、夹具搬运机构对夹具进行动作;
4、所述焊接前视觉检测装置用于对夹具上的ntc电阻进行视觉检测,以判断夹具上是否有ntc电阻,并获取ntc电阻在夹具上的位置;
5、所述焊接机构用于对夹具上的ntc电阻进行焊接;
6、所述焊接后视觉检测装置用于对焊接后的ntc电阻进行视觉检测,以判断焊接质量是否合格;
7、所述夹具打开及焊渣清除机构用于打开夹具,并清理掉夹具和ntc电阻上的焊渣;
8、所述夹具搬运机构用于拾取夹具放置到夹具输送线上送走。
9、在一实施例中,所述夹具包括铰接相连的放置座和夹盖,所述ntc电阻可放置在放置座上,所述夹盖能够与放置座扣合夹紧ntc电阻;
10、所述放置座上设置有通孔二和插孔;
11、所述夹盖包括固定相连的压框和延伸杆,所述压框与放置座扣合夹紧ntc电阻,当压框与放置座扣合时,所述延伸杆向远离放置座的方向水平延伸。
12、在一实施例中,所述转盘机构包括:
13、电机一,固设于机箱上;
14、转盘,水平设置,并与电机一传动连接,通过电机一带动转盘绕竖直中心轴线自转,所述转盘上设置有通孔一、定位销和定位孔,所述通孔一位于通孔二的正下方,且二者相互连通,所述定位销紧插入插孔中,所述夹具有多个,且沿转盘圆周均布;
15、光电传感器三,与机箱固定相连,所述光电传感器三发出的检测光线可竖直向上贯穿通孔一和通孔二,以检测夹具上是否有ntc电阻;
16、一对光电传感器二,与机箱固定相连,所述光电传感器二发出的检测光线可贯穿处于打开状态的夹具,且检测光线能够被处于闭合状态的夹具遮挡,从而检测夹具是否闭合;
17、检测装置三,包括安装架一、定位柱、光电传感器一,所述定位柱竖直滑动安装于安装架一上,所述定位柱上移可插入定位孔中,所述定位柱下移可被光电传感器一检测到。
18、在一实施例中,所述焊接前视觉检测装置包括:
19、安装架四,与机箱固定相连;
20、相机一,竖直滑动安装于安装架四上;
21、光源一,位于相机一的正下方,且竖直滑动安装于安装架四上,所述转盘位于光源一的下方;
22、镜头一,位于相机一和光源一之间,并与相机一固定相连;
23、升降装置四,设于安装架四上,并与相机一、光源一相连,用于带动相机一、光源一在安装架四上竖直移动。
24、在一实施例中,所述焊接后视觉检测装置包括:
25、安装架五,与机箱固定相连;
26、相机二,竖直滑动安装于安装架五上;
27、光源二,位于相机二的正下方,且竖直滑动安装于安装架五上,所述转盘位于光源二的下方;
28、镜头二,位于相机二和光源二之间,并与相机二固定相连;
29、升降装置五,设于安装架五上,并与相机二、光源二相连,用于带动相机二、光源二在安装架五上竖直移动。
30、在一实施例中,所述焊接机构有多个,且沿转盘机构的旋转方向顺序设置,每个焊接机构焊接ntc电阻的一个焊接点位;
31、所述焊接机构包括:
32、平移装置三,与机箱固定相连;
33、焊机本体,与平移装置三相连,通过平移装置三带动焊机本体平移;
34、升降装置六,与焊机本体或平移装置三相连,所述升降装置六的下方设置有上焊头,通过升降装置六带动上焊头竖直移动;
35、升降装置七,与平移装置三相连,所述升降装置七上设置有下焊头,所述下焊头位于上焊头的正下方,通过升降装置七带动下焊头竖直移动,所述下焊头上移贯穿通孔一和通孔二后配合下移的上焊头共同焊接ntc电阻的一个焊接点位。
36、在一实施例中,所述ntc电阻的自动焊接设备还包括电极点检机构,用于对上焊头和下焊头进行点检校准,所述电极点检机构包括:
37、安装架九,与机箱固定相连;
38、电极校准块,竖直滑动安装于安装架九上;
39、gt传感器,与电极校准块信号相连;
40、升降装置三,固设于安装架九上,并与电极校准块相连,用于带动电极校准块升降,所述电极校准块上升可与上焊头接触,所述电极校准块下降可与下焊头接触。
41、在一实施例中,所述夹具打开及焊渣清除机构包括夹具打开机构和焊渣清除机构,所述夹具打开机构包括:
42、安装架七,与机箱固定相连;
43、升降装置一,与安装架七固定相连;
44、滑架三,竖直滑动安装在安装架七上,并与升降装置一相连,通过升降装置一带动滑架三上下移动,所述滑架三上固设有压块,所述压块下降可下压延伸杆带动压框与放置座分离,从而将夹具打开;
45、所述焊渣清除机构包括:
46、吹气管,与安装架七相连,用于向夹具吹气;
47、安装座一,位于滑架三的下方,并与安装架七固定相连,所述安装座一的上表面设置有凹坑,所述凹坑内设置有多个吸孔,多个吸孔与吸头连通,所述吸头通过多个吸孔吸取夹具和ntc电阻上的焊渣,焊渣向下贯穿通孔二和通孔一后落入凹坑。
48、在一实施例中,所述夹具搬运机构包括:
49、安装架八,与机箱固定相连;
50、平移装置一,与安装架八固定相连;
51、升降装置二,与平移装置一相连,通过平移装置一带动升降装置二水平移动;
52、机械手,与升降装置二相连,通过升降装置二带动机械手竖直移动,所述机械手位于转盘上方,所述机械手在平移装置一和升降装置二的带动下靠近转盘并夹取转盘上的夹具送往夹具输送线;
53、光电传感器四,设于机械手上,用于检测机械手是否抓取有夹具。
54、在一实施例中,所述夹具输送线包括:
55、带式输送机,设于机箱上,所述机械手在平移装置一和升降装置二的带动下夹取夹具放置到带式输送机上送走;
56、护罩,设于带式输送机的输送方向的末端,用于聚拢收集夹具,防止夹具从带式输送机上掉落;
57、光电传感器五,设于护罩的入口,用于检测夹具能否顺利进入护罩。
58、有益效果:本发明的ntc电阻的自动焊接设备能够自动对ntc电阻进行焊前和焊后视觉检测、焊渣清理,以代替人工质检和清渣,提升了ntc电阻的焊接生产速度和效率,增加了ntc电阻的产能,质检和清渣质量高,效果好,而且具有多个焊接机构逐个对ntc电阻的各个焊接点位依次进行焊接,无需人工频繁调节ntc电阻的位置,省时省力,焊接速度快、效率高。
- 还没有人留言评论。精彩留言会获得点赞!