一种三维五轴切割头的调焦装置、方法及可读存储介质与流程
本发明涉及激光切割,更具体的说是涉及一种三维五轴切割头的调焦装置、方法及可读存储介质。
背景技术:
1、激光切割是以高功率密度的激光作为热源,通过计算机辅助设计和计算机辅助制造技术,按照设计好的切割轨迹,使被加工工件在激光束的照射下,达到表面熔化、蒸发或分解而形成切口的一种加工方法。激光切割广泛应用于汽车、家电、电子产品等制造领域。
2、在激光切割中,调焦是一个关键环节,直接影响到工件的切割效果。随着三维五轴激光切割机的广泛应用,三维五轴切割头作为激光切割机的重要组成部分,三维五轴切割头的调焦方式也成了研究的必要项目。
3、当前,三维五轴切割头传统的调焦方式主要依赖于手动调节,操作繁琐,且难以实现高精度、快速、自动的调焦。随着科技的发展,电动驱动装置的应用越来越广泛,其在光学调焦领域也具有一定的应用前景。然而,现有的三维五轴电动调焦方法仍然存在调节范围小、调节速度慢、精度不够的问题。因此,开发一种新型的调焦方法,以提高调焦的效率和精度,是当前亟待解决的问题。
技术实现思路
1、针对以上问题,本发明的目的在于提供一种三维五轴切割头的调焦装置、方法及可读存储介质,通过调节qbh接头与准直镜距离而实现三维五轴切割头的自动调焦,提高了切割头的切割效果与稳定性。
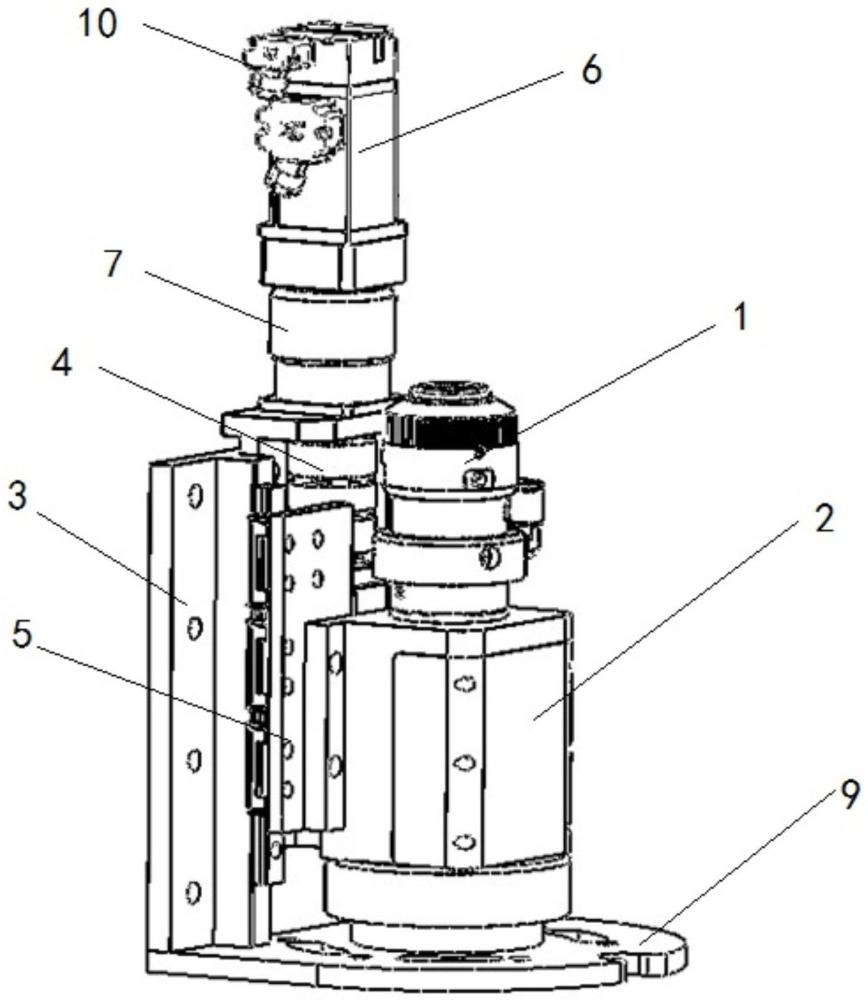
2、本发明为实现上述目的,通过以下技术方案实现:一种三维五轴切割头的调焦装置,包括三维五轴激光切割机,三维五轴激光切割机上设有三维五轴切割头;所述调焦装置设在三维五轴切割头上,调焦装置固定安装在三维五轴激光切割机的背板上;调焦装置包括:qbh接头、导光筒、电机驱动组件和滚珠丝杠传动组件。qbh接头固定安装在导光筒的上方,导光筒套装在三维五轴切割头的滑环上,滚珠丝杠传动组件固定安装在三维五轴激光切割机的背板上,导光筒与滚珠丝杠传动组件滑动连接;电机驱动组件安装在滚珠丝杠传动组件上,用于通过驱动滚珠丝杠传动组件带动导光筒沿三维五轴切割头的滑环进行直线运动。
3、进一步,滚珠丝杠传动组件包括滑轨和丝杠,滑轨固定安装在三维五轴激光切割机的背板上,滑轨上设有滑板;丝杠沿滑轨设置,丝杠与电机驱动组件连接,丝杠上套装有丝杠螺母,丝杠螺母与滑板固定连接;导光筒固定安装在滑板上。
4、进一步,电机驱动组件包括:伺服电机和减速机;减速机安装在伺服电机的输出端,减速机的输出端与丝杠的一端连接。
5、进一步,调焦装置还包括:控制单元和位置传感器,位置传感器设在伺服电机上;控制单元分别与位置传感器、伺服电机信号连接;位置传感器,用于实时监测qbh接头的位置,并将相应的位置信息发送至控制单元;控制单元,用于获取三维五轴切割头的焦点位置信息,结合qbh接头的位置信息确定qbh接头的目标位置,生成控制信号并发送至伺服电机,通过伺服电机驱动滑板移动,以使qbh接头移动到目标位置。
6、进一步,位置传感器采用伺服电机编码器。
7、进一步,减速机的输出端通过联轴器与丝杠的一端连接。
8、进一步,导光筒下方设有固定座,导光筒通过固定座套装在在三维五轴切割头的滑环上。
9、相应的,本发明还公开了一种三维五轴切割头的调焦方法,所述方法采用上文任一项所述的三维五轴切割头的调焦装置,所述方法包括:
10、获取工艺编号和调焦模式信息;
11、根据工艺编号在数据库中获取相应的调焦位置;
12、获取qbh接头的当前位置,以确定伺服电机的当前位置,并将调焦位置转换为伺服电机的目标位置;
13、根据伺服电机的当前位置和目标位置确定伺服电机的调整量;
14、根据伺服电机的调整量生成控制信号,并发送至伺服电机。
15、进一步,所述获取qbh接头的当前位置,以确定伺服电机的当前位置,并将调焦位置转换为伺服电机的目标位置,包括:
16、读取伺服电机编码器的位置信号,以确定伺服电机的当前位置;
17、根据调焦位置,利用角度弧度转换函数计算出伺服电机的目标位置。
18、相应的,本发明公开了一种可读存储介质,所述可读存储介质上存储有三维五轴切割头的调焦程序,所述三维五轴切割头的调焦程序被处理器执行时实现如上文任一项所述三维五轴切割头的调焦方法的步骤。
19、对比现有技术,本发明有益效果在于:本发明公开了一种三维五轴切割头的调焦装置、方法及可读存储介质,通过采用电机驱动组件和滚珠丝杠传动组件,可以快速、精确地调节qbh机头的位置,从而实现高精度、快速、自动的调焦。此外,本发明利用控制单元接收用户输入的焦点位置信息,通过读取伺服电机编码器位置,可以实时获取焦点位置信息,根据位置信息生成控制信号实现自动调焦,提高了切割头的切割效果与稳定性。
20、相较于传统的光敏传感器与超声波传感器,本发明利用编码器采集位置信息的方法更为快速,几乎零延迟,位置精度更为准确。
21、本发明实现了高精度、快速、自动的调焦,提高了三维五轴激光头的稳定性,适用于多种三维五轴激光头,例如焊接,熔覆,切割等。对比原有的控制聚焦镜调焦来说,本发明使切割头下半部分的体积更小,用于五轴切割头来说,摆轴也会更轻,从摆轴动态上,还有切割狭小空间零件上都有很大的提升。
22、由此可见,本发明与现有技术相比,具有突出的实质性特点和显著的进步,其实施的有益效果也是显而易见的。
技术特征:
1.一种三维五轴切割头的调焦装置,其特征在于,包括三维五轴激光切割机,三维五轴激光切割机上设有三维五轴切割头;所述调焦装置设在三维五轴切割头上,调焦装置固定安装在三维五轴激光切割机的背板上;调焦装置包括:qbh接头、导光筒、电机驱动组件和滚珠丝杠传动组件;
2.根据权利要求1所述的三维五轴切割头的调焦装置,其特征在于,所述滚珠丝杠传动组件包括滑轨和丝杠,滑轨固定安装在三维五轴激光切割机的背板上,滑轨上设有滑板;丝杠沿滑轨设置,丝杠与电机驱动组件连接,丝杠上套装有丝杠螺母,丝杠螺母与滑板固定连接;
3.根据权利要求2所述的三维五轴切割头的调焦装置,其特征在于,所述电机驱动组件包括:伺服电机和减速机;减速机安装在伺服电机的输出端,减速机的输出端与丝杠的一端连接。
4.根据权利要求3所述的三维五轴切割头的调焦装置,其特征在于,所述调焦装置还包括:控制单元和位置传感器,位置传感器设在伺服电机上;控制单元分别与位置传感器、伺服电机信号连接;
5.根据权利要求4所述的三维五轴切割头的调焦装置,其特征在于,所述位置传感器采用伺服电机编码器。
6.根据权利要求3所述的三维五轴切割头的调焦装置,其特征在于,所述减速机的输出端通过联轴器与丝杠的一端连接。
7.根据权利要求1所述的三维五轴切割头的调焦装置,其特征在于,所述导光筒下方设有固定座,导光筒通过固定座套装在在三维五轴切割头的滑环上。
8.一种三维五轴切割头的调焦方法,其特征在于,所述方法采用如权利要求1-7任一项所述的三维五轴切割头的调焦装置,所述方法包括:
9.根据权利要求8所述的三维五轴切割头的调焦方法,其特征在于,所述获取qbh接头的当前位置,以确定伺服电机的当前位置,并将调焦位置转换为伺服电机的目标位置,包括:
10.一种可读存储介质,其特征在于:所述可读存储介质上存储有三维五轴切割头的调焦程序,所述三维五轴切割头的调焦程序被处理器执行时实现如权利要求8至9任一项权利要求所述的三维五轴切割头的调焦方法的步骤。
技术总结
本发明提出的一种三维五轴切割头的调焦装置、方法及可读存储介质,属于激光切割技术领域。调焦装置包括:QBH接头、导光筒、电机驱动组件和滚珠丝杠传动组件。QBH接头固定安装在导光筒的上方,导光筒套装在三维五轴切割头的滑环上,滚珠丝杠传动组件固定安装在三维五轴激光切割机的背板上,导光筒与滚珠丝杠传动组件滑动连接;电机驱动组件安装在滚珠丝杠传动组件上,用于通过驱动滚珠丝杠传动组件带动导光筒沿三维五轴切割头的滑环进行直线运动。本发明通过调节QBH接头与准直镜距离而实现三维五轴切割头的自动调焦,提高了切割头的切割效果与稳定性。
技术研发人员:武玺印,杜启栋,刘刚
受保护的技术使用者:苏州森峰智能装备有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!