一种链条套筒钻孔装置及采用该钻孔装置的生产线的制作方法
本发明涉及链条领域,具体而言,涉及一种链条套筒钻孔装置及采用该钻孔装置的生产线。
背景技术:
1、输送链条上的销轴类、套筒类零件,通常在加工外圆后需要铣平面(俗称铣扁),轴类还往往需要钻孔。套筒类零件的生产过程为锯下料-平端面-车外圆-内孔-两端铣扁-热处理-精磨。
2、传统套筒在钻孔过程中将套筒原料送料机构转移到钻孔准备位存在机械化程度低、效率低、定位效果差、转移过程中容易出现定位不准、精度差的问题。
3、此外,传统的链条套筒的生产制造,是通过中碳优质低合金钢冷锻成型,一边定位,一边冷锻打槽,其生产方式存在以下弊端:
4、1、传统链条套筒的冷锻生产是通过单个模具和冲棒进行一次冷锻成型,因只经过一次冷锻生产,造成锻造后的套筒形状结构不稳定,不符合生产要求,产品次品率较高;
5、2、传统的冷锻设备与模具对应的冲棒只有一个,造成只能对模具内的钢材的一侧进行锻造,经过冲击锻造后的钢材结构更加稳定,而钢材另一侧没有经过冲棒锻造,造成产品两侧结构不稳定;
6、3、通过冷锻生产的链条套筒,需要在套筒的中部利用钻头由上而下钻出一个贯穿孔,但经过钻孔工序后的套筒主体其钻孔的边缘又会产生新的毛边,需要对新产生的毛边进行打磨处理,增加了额外的工序,造成产品生产效率低。
技术实现思路
1、本发明提供了旨在提供一种链条套筒钻孔装置及采用该钻孔装置的生产线,在钻孔装置中设计了一种摆杆式送料夹头,夹头上设置可将链条套筒夹紧的夹槽,并通过套筒内的推块将链条套筒从夹槽中推出来实现对链条套筒的精准高效转移。具体方案如下:
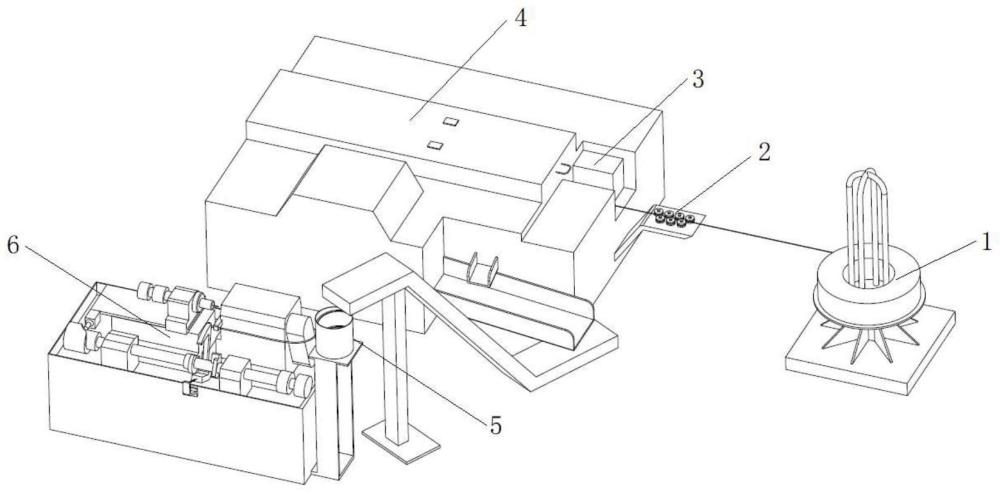
2、一种链条套筒钻孔装置,所述钻孔装置包括机架、送料机构、主机头、钻头机构和传动机构,所述送料机构、主机头、钻头机构、传动机构均安装在所述机架上,所述机架上形成有用于将所述送料机构出口处的套筒原料转移到主机头安装位上的摆杆式送料夹头;所述摆杆式送料夹头包括夹头安装座、夹头摆杆、夹头部,所述夹头安装座安装在所述机架上,所述夹头摆杆一端固定安装在所述夹头安装座上,另一端固定安装有用于夹料的夹头部,所述夹头部端部形成有用于输送链条套筒的夹槽,所述夹槽内设有用于将链条套筒从所述夹槽推出的推块。
3、采用推块推动夹槽内的链条套筒,将其从夹头部转移至主机头上,实现链条套筒的精确转移,转移效果好、稳定性高。
4、进一步,所述夹头摆杆上通过旋转轴安装有推杆,所述推块固定安装在所述推杆一端。
5、进一步,所述旋转轴的中心轴与所述夹槽的长度方向垂直。
6、进一步,所述夹头部包括夹头主体和安装在所述夹头主体前端的夹块,所述夹头主体与夹头摆杆一体化连接,所述夹头主体与所述夹块在所述夹头部前端形成所述夹槽。
7、进一步,所述夹块包括设置在所述夹槽处的挡板及用于控制所述挡板将链条套筒夹紧的夹紧凸轮,所述挡板一体化连接在所述夹紧凸轮一端,所述夹紧凸轮另一端通过回复弹簧安装在所述夹头主体上。通过夹紧凸轮和回收弹簧配合来实现对链条套筒的夹紧。
8、进一步,所述夹头摆杆上位于所述旋转轴上方位置处安装有摆动滑槽,所述推杆穿过所述摆动滑槽的槽口,并可沿所述摆动滑槽的长度方向来回摆动。
9、进一步,所述传动机构包括电机和旋转主轴,所述电机固定安装在所述机架上,所述旋转主轴通过主轴轴承安装在所述机架上,所述摆杆式送料夹头旋转安装在所述机架上,所述旋转主轴上还安装有用于控制所述夹头部夹紧和放开套筒原料的夹头部控制凸轮。
10、进一步,所述推杆远离所述推块一端旋转连接有控制杆,所述控制杆一端安装在所述推杆上,另一端与所述夹头部控制凸轮侧面接触。
11、进一步,所述控制杆通过控制杆安装座安装在所述机架上且可沿其轴向来回运动。
12、进一步,所述夹头部控制凸轮靠近所述控制杆安装座一侧外沿安装有凸轮推块。
13、进一步,所述凸轮推块包括位于中间的推块主体部及沿所述夹头部控制凸轮圆周方向位于推块两侧的推块过渡部,所述推块过渡部表面为使所述推块主体部表面与所述夹头部控制凸轮平滑过渡的曲面。
14、进一步,所述机架上还安装有凸轮推杆,所述夹紧凸轮外圆周面上形成有一段凸轮挡块,当所述摆杆式送料夹头摆动到夹槽进料状态时,所述凸轮推杆一端顶在所述凸轮挡块上。
15、采用夹紧凸轮与凸轮推杆相配合,使所述摆杆式送料夹头摆动到夹槽进料状态时,所述凸轮推杆一端顶在所述凸轮挡块上,使夹槽变宽,方便将链条套筒送入夹槽内。
16、进一步,所述旋转主轴上还固定安装有用于控制所述摆杆式送料夹头在送料机构出口和主机头安装位之间往复送料的夹头控制凸轮。
17、进一步,所述夹头摆杆上固定安装有凸轮拔杆,所述凸轮拔杆侧面紧贴在所述夹头控制凸轮外沿。采用凸轮拔杆与夹头控制凸轮配合设计,实现夹头摆杆的来回摆动,从而实现夹头部在送料机构出口处与所述主机头安装位之间的来回运动。
18、本发明还提供了一种链条套筒生产线,采用上述的钻孔装置。
19、有益效果:
20、1、采用推块推动夹槽内的链条套筒,将其从夹头部转移至主机头上,实现链条套筒的精确转移,转移效果好、稳定性高。
21、2、采用凸轮拔杆与夹头控制凸轮配合设计,实现夹头摆杆的来回摆动,从而实现夹头部在送料机构出口处与所述主机头安装位之间的来回运动。
22、3、采用凸轮挡块与钻头进退杆相互配合来实现钻头的进退钻孔,稳定性高,大大提高了产品的成品率和精度。
技术特征:
1.一种链条套筒钻孔装置,其特征在于,所述钻孔装置包括机架、送料机构、主机头、钻头机构和传动机构,所述送料机构、主机头、钻头机构、传动机构均安装在所述机架上,所述机架上形成有用于将所述送料机构出口处的套筒原料转移到主机头安装位上的摆杆式送料夹头;所述摆杆式送料夹头包括夹头安装座、夹头摆杆、夹头部,所述夹头安装座安装在所述机架上,所述夹头摆杆一端固定安装在所述夹头安装座上,另一端固定安装有用于夹料的夹头部,所述夹头部端部形成有用于输送链条套筒的夹槽,所述夹槽内设有用于将链条套筒从所述夹槽推出的推块。
2.根据权利要求1所述的一种链条套筒钻孔装置,其特征在于,所述夹头摆杆上通过旋转轴安装有推杆,所述推块固定安装在所述推杆一端。
3.根据权利要求2所述的一种链条套筒钻孔装置,其特征在于,所述旋转轴的中心轴与所述夹槽的长度方向垂直。
4.根据权利要求3所述的一种链条套筒钻孔装置,其特征在于,所述夹头部包括夹头主体和安装在所述夹头主体前端的夹块,所述夹头主体与夹头摆杆一体化连接,所述夹头主体与所述夹块在所述夹头部前端形成所述夹槽。
5.根据权利要求4所述的一种链条套筒钻孔装置,其特征在于,所述夹块包括设置在所述夹槽处的挡板及用于控制所述挡板将链条套筒夹紧的夹紧凸轮,所述挡板一体化连接在所述夹紧凸轮一端,所述夹紧凸轮另一端通过回复弹簧安装在所述夹头主体上。
6.根据权利要求5所述的一种链条套筒钻孔装置,其特征在于,所述夹头摆杆上位于所述旋转轴上方位置处安装有摆动滑槽,所述推杆穿过所述摆动滑槽的槽口,并可沿所述摆动滑槽的长度方向来回摆动。
7.根据权利要求6所述的一种链条套筒钻孔装置,其特征在于,所述传动机构包括电机和旋转主轴,所述电机固定安装在所述机架上,所述旋转主轴通过主轴轴承安装在所述机架上,所述摆杆式送料夹头旋转安装在所述机架上,所述旋转主轴上还安装有用于控制所述夹头部夹紧和放开套筒原料的夹头部控制凸轮。
8.根据权利要求7所述的一种链条套筒钻孔装置,其特征在于,所述推杆远离所述推块一端旋转连接有控制杆,所述控制杆一端安装在所述推杆上,另一端与所述夹头部控制凸轮侧面接触。
9.根据权利要求8所述的一种链条套筒钻孔装置,其特征在于,所述控制杆通过控制杆安装座安装在所述机架上且可沿其轴向来回运动。
10.一种链条套筒生产线,其特征在于,采用如权利要求1-9任一项所述的钻孔装置。
技术总结
本发明提供了一种链条套筒钻孔装置及采用该钻孔装置的生产线,属于机械领域,钻孔装置包括机架、送料机构、主机头、钻头机构和传动机构,机架上形成有用于将送料机构出口处的套筒原料转移到主机头安装位上的摆杆式送料夹头;摆杆式送料夹头包括夹头安装座、夹头摆杆、夹头部,夹头安装座安装在所述机架上,夹头摆杆一端固定安装在所述夹头安装座上,另一端固定安装有用于夹料的夹头部,夹头部端部形成有用于输送链条套筒的夹槽,夹槽内设有用于将链条套筒从夹槽推出的推块。本发明的有益效果是:采用推块推动夹槽内的链条套筒,将其从夹头部转移至主机头上,实现链条套筒的精确转移,转移效果好、稳定性高。
技术研发人员:简瀚宇
受保护的技术使用者:新兆恩(厦门)材料科技有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!