一种电驱系统定子压装平键装置及压装方法与流程
本发明属于汽车,涉及一种电驱系统定子压装平键装置及压装方法。
背景技术:
1、随着新能源汽车行业逐渐发展,永磁电机作为新能源汽车广泛应用的驱动系统,其需求量也不断增多,平键的装配大部分都是采用人工装配,这种方式大批量应用于流水线生产过程中。在新能源汽车电驱系统的定子压装自动化产线中,平键压装工艺前大部分都采用人工上料,自动化程度低且存在影响节拍问题。压装时采用人工装配效率低,且不合格率较高,导致生产成本较高。此前,针对此类问题一般采用振动盘上料加导向滑道对平键进行转运,而后平键通过一个翻转机构调整方向落入即将压装平键的导向机构处,最后伺服压机进行压装。一是自动化压装时由于装置结构自限性,导致在平键的压装过程中损伤、刮伤定子铁芯产品,造成不合格率过高、生产制造成本上升。二是翻转机构易造成翻转过程中平键掉落,且只满足短距离送键。
2、专利文献cn214816339u提出一种伺服电机压键工装,包括压键机架和与压键机架垂直固定的滑轨架,所述滑轨架设有滑轨,所述滑轨上滑动连接有用于固定伺服电机的托架,所述压键机架上设有定位块,用于对装有平键的伺服电机进行定位,所述压键机架上还设有气缸和压键块,所述气缸的顶杆与压键块固定连接,所述压键块用于对平键进行按压。此专利文献设置移动轨方便对其进行移动拆卸,设置自动对准机构对按压前的键进行自动对准,避免人工对准不及时,导致按键压坏以及人工调整存在的安全隐患。
3、专利文献cn209698394u提供一种电机定子压键设备,包括上料机构、翻转机构、平键导向机构、压装机构、滑动机构和快换工装,所述上料机构设有出料口,所述翻转机构设有可旋转的机械抓手,所述出料口通过导槽与旋转前的机械抓手连接,所述平键导向机构设有导向孔,所述导向孔位于旋转后的机械抓手的正下方,所述压装机构设有可向下移动的顶针,所述顶针设置在所述导向孔的正上方,所述滑动机构包括沿所述平键导向机构的一侧滑动并通往所述导向孔下方的滑板,所述快换工装设置在所述滑板上,所述快换工装包括电机安装槽。此专利文献实现了自动化压键装配,解决了设备节拍问题,降低了工人的劳动强度,提高了装配效率。
4、专利文献cn218335655u公开了一种电机轴的压键设备,该电机轴的压键设备包括工作台和压键装置,压键装置包括第一安装板和第二安装板,第一安装板设置在工作台上,第一安装板通过支撑杆与第二安装板连接,滑动板设置在第一安装板和第二安装板之间且与支撑杆滑动连接,压键组件包括下压气缸和压头,下压气缸与第二安装板连接,下压气缸的活动端与滑动板的上侧连接,压头设置在滑动板的下侧,压头上设置有第二键槽,第二键槽内设置有吸附件和止回件,吸附件和止回件配合卡住键,下压气缸向下运动时能将第二键槽内的键压入到电机轴上的第一键槽内。本电机轴的压键设备结构简单,省时省力,提高了压键的效率。台和压键装置,压键装置包括第一安装板和第二安装板,第一安装板设置在工作台上,第一安装板通过支撑杆与第二安装板连接,滑动板设置在第一安装板和第二安装板之间且与支撑杆滑动连接,压键组件包括下压气缸和压头,下压气缸与第二安装板连接,下压气缸的活动端与滑动板的上侧连接,压头设置在滑动板的下侧,压头上设置有第二键槽,第二键槽内设置有吸附件和止回件,吸附件和止回件配合卡住键,下压气缸向下运动时能将第二键槽内的键压入到电机轴上的第一键槽内。此电机轴的压键设备结构简单,省时省力,提高了压键的效率。
5、上述专利文献与本技术相关度较低。
技术实现思路
1、本发明所要解决的技术问题是克服了现有技术存在的上述问题,提供了一种电驱系统定子压装平键装置及实现方法。
2、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
3、为解决上述技术问题,本发明是采用如下技术方案实现的:
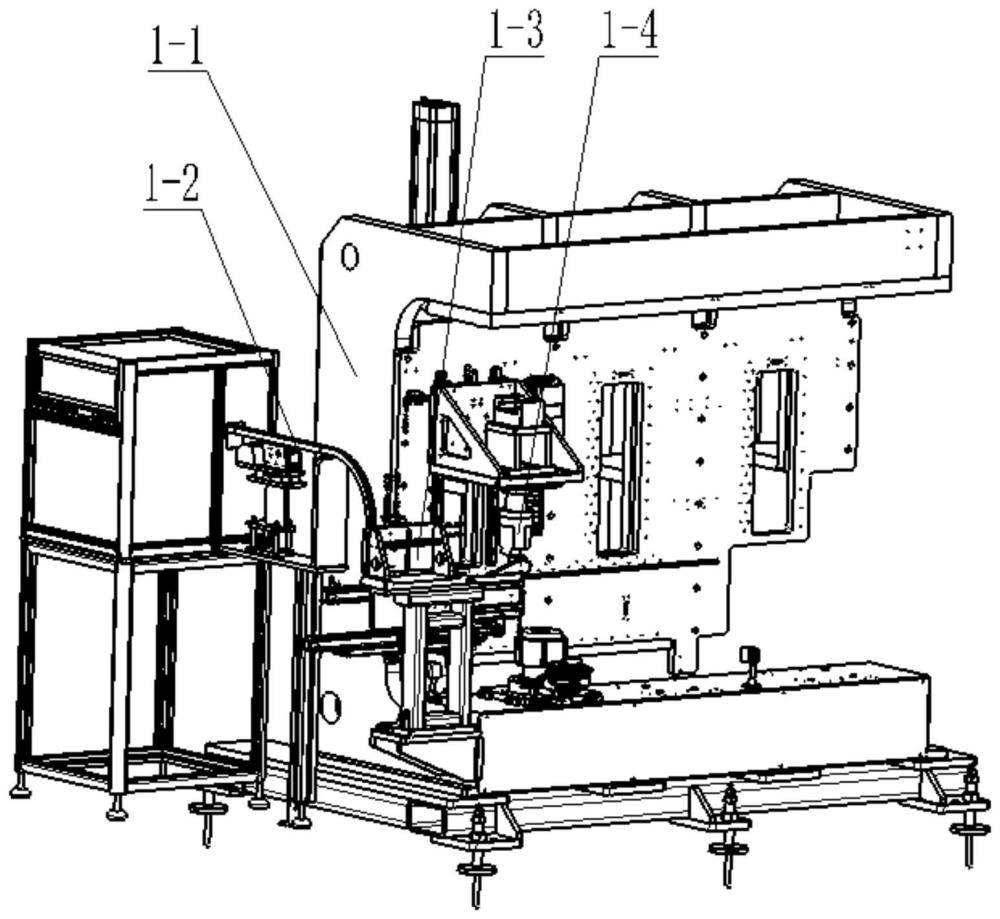
4、一种电驱系统定子压装平键装置,包括机架1-1,其特征在于:
5、还包括振动盘机构1-2、送键机构1-3、压头机构1-4;
6、所述送键机构1-3包括平键导向机构2-1、滑台机构2-4、顶键机构2-5;
7、所述振动盘机构1-2对平键进行上料,平键通过平键导向机构2-1的入键口3-2,而后通过滑台机构2-4、顶键机构2-5送入压头机构1-4内,平键被压入定子键槽;
8、振动盘机构1-2中的滑槽与平键导向机构2-1中的第一导向块3-1接触滑动配合;
9、平键导向机构2-1中的底板与滑台机构2-4中的l板螺纹连接;
10、滑台机构2-4中的导轨滑块与顶键机构2-5中的连接板相连接;
11、顶键机构2-5中的顶针与压头机构1-4中的导向块接触,顶针将平键顶入导向块,导向块内侧向的弹簧柱塞将平键滞留。
12、进一步地,所述平键导向机构还包括第二导向块3-3、滑槽3-4、第三导向块3-5、滑板3-6、第二导向滑槽3-7、导轨3-8、横向气缸3-9、接近开关3-10、挡块3-11、出键口3-12、检测对射传感器检测对射传感器;
13、第一导向块3-1打沉头孔与焊接架螺纹连接,振动盘滑道将平键送至第一导向块的入键口3-2处,第二导向块3-3做导向滑槽3-4打通与焊接架螺接,第一导向块3-1和第二导向块3-3分别打沉头孔与焊接架进行螺接,第三导向块3-5一侧打沉头与滑板3-6连接,另一侧做第二导向滑槽3-7打通,滑板与导轨3-8的滑块相连,滑板侧面与横向气缸3-9的浮动接头相连,两个接近开关3-10分别检测滑板上螺钉位置是否到位,此距离刚好为两个导向滑槽间距,最终平键落入挡块3-11的出键口3-12处;
14、检测对射传感器3-13分别安置在第二导向块两侧,用于检测平键是否落位。
15、进一步地,所述滑台机构还包括横向第一导轨4-1、横向第二导轨4-2、滑板4-3、横向第一气缸4-4、横向第二气缸4-5、横向第一气缸连接板4-6、浮动接头块4-7、连接块4-8;
16、横向第一气缸连接板4-6开沉头孔与焊接架螺接,横向第一气缸4-4的伸出接头通过浮动接头块4-7与滑板4-3连接,带动滑板4-3横向运动,横向第二气缸4-5通过连接块4-8开沉头孔与滑板4-3螺接一体,横向第二气缸4-5的伸出气缸接头与顶键机构连接。
17、进一步地,所述顶键机构还包括纵向气缸4-10、固定块4-12、平键滞留口4-13;
18、连接板开沉头孔与导轨滑块连接,实现顶键机构横向运动,顶键机构的纵向气缸4-10与顶针连接,气缸的伸出缩回带动顶针上下纵向运动,将平键从固定块4-12的平键滞留口4-13顶入压头内的储键槽内。
19、进一步地,横向第一气缸4-4带动滑板4-3横向运动,横向第二气缸4-5伸出气缸接头与顶键机构连接,实现顶键机构横向运动,顶键机构的纵向气缸4-10的伸出缩回带动顶针上下纵向运动,将平键顶入压头内的储键槽内。
20、进一步地,所述送键机构还包括连接板2-2、焊接架2-3、滑台机构2-4、顶键机构连接板2-6;
21、平键导向机构2-1的连接板2-2开长圆孔与焊接架2-3螺接,横移的滑台机构2-4通过螺接焊接机与机架一体;
22、顶键机构连接板2-6与滑台机构2-4的滑块连接,通过横向两组气缸带动滑块横向往复运动;通过两组气缸导轨横向移动。
23、进一步地,所述压头机构还包括调整块5-1、带法兰的连接轴5-2、压头机构的连接板5-3、压头5-4、压紧块5-5、传感器5-8;
24、调整块5-1通过一拉一紧螺钉调整,起到调整压头轴线位置作用,带法兰的连接轴5-2与压头机构的连接板5-3连接,下方压头5-4与法兰连接,压头打沉头孔采用两销四钉与压紧块5-5连接,导向块在压紧块的滑槽内纵向滑动;导向块做纵向滑槽使平键滑动,弹簧柱塞5-7用以将平键滞留滑槽内,防止滑出;传感器5-8用以检测平键位置情况。
25、进一步地,所述导向块内设置凹槽用以放入一组缓冲弹簧6-1;中部设置销孔用以穿过销子6-2,销子在压紧块的凹槽内滑动,从而带动导向块纵向滑动。
26、一种电驱系统定子压装平键压装方法,其特征在于:
27、将平键放入振动盘机构1-2中,平键经过导向滑槽至平键导向机构2-1的入键口3-2,检测对射传感器3-13检测到平键落位,平键导向机构中的横向气缸3-9伸出;
28、将滑板3-6横向推动,致使第三导向块也横向移动到位,由接近开关3-10检测到位后,第三导向块内的第二导向滑槽3-7与第二导向块内的滑槽3-4保持同一垂直度,平键落入第三导向块内的导向滑槽内,检测对射传感器失去信号,滑台机构处于未伸出的初始位置,平键导向机构中的横向气缸回到初始位置,由接近开关检测到位,平键从第三导向块内的导向滑槽向下滑落,经过出键口3-12后进入顶键机构2-5的平键滞留口4-13处;
29、顶键机构滞留口处的检测传感器收到平键到位的信号后,横向第一气缸4-4伸出,带动连接板和浮动接头块4-7横向移动,带动滑板4-3横向移动,横向第二气缸4-5伸出,带动连接块4-8和顶键机构2-5横移到位,磁性开关检测到位信号后,顶键机构的纵向气缸4-10伸出,使顶针4-11伸出,将平键顶入压头机构中导向块5-6的滑槽内,顶键机构的纵向气缸带动顶针缩回,平键下落至弹簧柱塞5-7处,随后留置在滑槽内;
30、压头机构中导向块上的传感器5-8检测到平键到位的信号后,控制压机向下运动,进行平键压装,导向块接触定子压键的平面,导向块中的缓冲弹簧6-1受力收缩,导向块中的销子6-2在压头机构中压紧块的滑槽内纵向滑动,带动导向块向上滑动,平键在滑槽以相反方向滑动,平键被压头5-4的接触面限制压入定子键槽中。
31、进一步地,平键6-3在导向块内滑动,自然状态下被弹簧柱塞滞留,压装时被压头表面顶入定子键槽;导向块侧面的传感器5-8检测平键是否已滑出压装,防止平键丢失误压键。
32、与现有技术相比本发明的有益效果是:
33、本发明采用多组气缸构成送键机构,通过振动盘将平键送至送键机构的平键入口处,通过多组气缸带动导向块,将平键送至压头内,而后进行平键压装操作。在保证位移精度条件下,满足较长距离送键,且能够识别平键是否落位,增加压装成功率,压装压头处采用柔性压装,通过两组弹簧作用对压装时产品接触面起到缓冲,解决平键压装的过程中,损伤、刮伤定子铁芯的问题。
- 还没有人留言评论。精彩留言会获得点赞!