一种压水堆六边形结构核燃料组件的组装和焊接方法与流程
本发明涉及核电站用核燃料组件制造,特别是涉及一种压水堆六边形结构核燃料组件的组装和焊接方法。
背景技术:
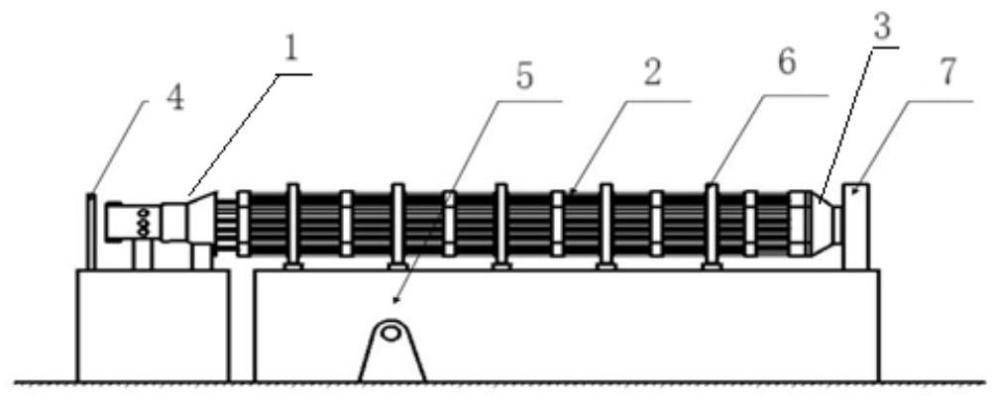
1、核燃料组件是核电站堆芯的核心部件,由棒束部件、上管座部件和下管座部件组成。其中,参见图1,压水堆六边形结构的核燃料组件具有高燃耗、长周期的特点。压水堆六边形结构核燃料组件的组装方式与现有商业核电站用核燃料组件不同。现有在运的百万瓦级商业核电站用核燃料组件,均采用胀接方式连接棒束部件与上管座部件和下管座部件,这种组装方式不适用压水堆六边形结构核燃料组件的组装。如图2-4所示,压水堆六边形结构核燃料组件的棒束部件与上管座部件连接采用卡扣方式。压水堆六边形结构核燃料组件的下管座部件与棒束部件连接采用焊接方式。其焊接接头形状为非封闭的六边形,其配合间隙不均匀,焊接时存在部分未焊透现象,增大焊接电流后,部分焊接区域有烧穿现象。其焊接区域如图5所示,焊道各部分形状差异较大,热容量差别较大,难以获得均匀的焊缝。
2、因此,有必要发明一种压水堆六边形结构核燃料组件的组装和焊接方法,实现压水堆六边形结构核燃料组件的可靠制造。
技术实现思路
1、本发明的目的之一在于,提供一种压水堆六边形结构核燃料组件装配工装,实现压水堆六边形结构核燃料组件的精准装配。
2、本发明的目的之二在于,提供一种压水堆六边形结构核燃料组件的组装和焊接方法,实现压水堆六边形结构核燃料组件的棒束部件与上管座部件的可靠卡扣连接,以及压水堆六边形结构核燃料组件的棒束部件与下管座部件的可靠焊接,从而实现压水堆六边形结构核燃料组件的可靠制造。
3、为了实现上述目的,本发明提供如下技术方案:
4、一种压水堆六边形结构核燃料组件装配工装,包括组装平台,组装平台长度方向上固定连接的夹持框架、下管座部件装配工装和上管座部件装配工装,以及弹簧压缩装置;所述夹持框架与核燃料组件相匹配,用于横向固定核燃料组件;所述下管座部件装配工装与核燃料组件下管座部件相匹配,用于与核燃料组件下管座部件底部贴合定位;所述上管座部件装配工装与核燃料组件上管座部件相匹配,用于核燃料组件上管座部件定位;所述弹簧压缩装置与核燃料组件上管座部件内的弹簧连接,用于压缩和释放核燃料组件上管座部件内的弹簧,实现核燃料组件上管座部件导向连接管的台阶卡在核燃料组件棒束部件导向管定位环的凹槽内。核燃料组件上管座部件导向连接管在核燃料组件上管座部件的弹簧内。
5、本发明的压水堆六边形结构核燃料组件装配工装,实现压水堆六边形结构核燃料组件的精准装配,通过夹持框架横向固定核燃料组件,通过下管座部件装配工装定位核燃料组件下管座部件,通过上管座部件装配工装定位核燃料组件上管座部件,通过弹簧压缩装置压缩和释放核燃料组件上管座部件内的弹簧,实现核燃料组件上管座部件导向连接管的台阶与核燃料组件棒束部件导向管定位环的凹槽的卡扣连接。
6、进一步地,所述弹簧压缩装置包括拧紧扳手、支撑框架和压缩平台;所述压缩平台用于在其上放置核燃料组件上管座部件;所述支撑框架底部开口,底部与压缩平台顶部可拆卸固定连接,用于将压缩平台上放置的核燃料组件上管座部件套在其内;所述拧紧扳手用于穿过支撑框架顶部和核燃料组件上管座部件顶部与核燃料组件上管座部件内的弹簧连接。
7、本发明还提供一种压水堆六边形结构核燃料组件的组装和焊接方法,包括如下步骤:
8、步骤1、通过弹簧压缩装置压缩和释放核燃料组件上管座部件内的弹簧,实现核燃料组件上管座部件导向连接管的台阶与核燃料组件棒束部件导向管定位环的凹槽的卡扣连接,完成核燃料组件棒束部件与核燃料组件上管座部件的卡扣连接;
9、步骤2、将核燃料组件下管座部件推入核燃料组件棒束部件下格板内,通过tig对称点焊固定核燃料组件下管座部件与核燃料组件棒束部件下格板的焊接区域,然后对焊接区域进行对称焊缝焊接,完成核燃料组件棒束部件与核燃料组件下管座部件的焊接。
10、本发明的压水堆六边形结构核燃料组件的组装和焊接方法,通过弹簧压缩装置压缩和释放核燃料组件上管座部件内的弹簧,实现核燃料组件棒束部件与核燃料组件上管座部件的卡扣连接;通过tig对称点焊固定核燃料组件下管座部件与核燃料组件棒束部件下格板的焊接区域,控制焊接区域配合间隙一致性;通过对焊接区域进行对称焊缝焊接,有效防止焊接变形。
11、进一步地,步骤1之前,还包括:检查确认核燃料组件棒束部件、核燃料组件下管座部件和核燃料组件上管座部件外观均无超过技术要求的机械损伤;检查确认压水堆六边形结构核燃料组件装配工装的清洁度。
12、进一步地,步骤2之后,还包括:进行核燃料组件的外观尺寸检查,确保核燃料组件外观尺寸符合技术要求。
13、进一步地,步骤1,包括如下步骤:
14、步骤11、将核燃料组件棒束部件横向固定在组装平台对应的夹持框架上;
15、步骤12、将弹簧压缩装置安装在核燃料组件上管座部件上,通过弹簧压缩装置压缩核燃料组件上管座部件内的弹簧,使得核燃料组件上管座部件导向连接管的台阶伸出核燃料组件上管座部件;
16、步骤13、将压缩后的核燃料组件上管座部件横向固定在对应的夹持框架上,并通过上管座部件装配工装定位;
17、步骤14、向核燃料组件棒束部件方向推动核燃料组件上管座部件,将核燃料组件上管座部件导向连接管装入核燃料组件棒束部件导向管定位环处;
18、步骤15、解除核燃料组件上管座部件内弹簧的压缩,核燃料组件上管座部件内的弹簧回弹,核燃料组件上管座部件导向连接管的台阶卡在核燃料组件棒束部件导向管定位环的凹槽内,完成核燃料组件棒束部件与核燃料组件上管座部件的卡扣连接。
19、进一步地,步骤11中,通过吊车将核燃料组件棒束部件横向吊运至对应的夹持框架上,并将核燃料组件棒束部件固定在对应的夹持框架上,实现核燃料组件棒束部件在对应夹持框架上的横向固定。
20、进一步地,步骤11之后,步骤12之前,还包括:将核燃料组件棒束部件上伸出的导向管用干棉布擦净。
21、进一步地,步骤12中,通过吊车将核燃料组件上管座部件放置在压缩平台上,将支撑框架套在核燃料组件上管座部件上,将支撑框架底部与压缩平台顶部可拆卸固定连接,将拧紧扳手穿过支撑框架顶部和核燃料组件上管座部件顶部与核燃料组件上管座部件内的弹簧连接,实现弹簧压缩装置在核燃料组件上管座部件上的安装。
22、进一步地,步骤12之后,步骤13之前,还包括:解除支撑框架与压缩平台的连接。
23、进一步地,步骤13中,将带拧紧扳手和支撑框架的核燃料组件上管座部件通过吊车横向吊运至对应的夹持框架上,并将带拧紧扳手和支撑框架的核燃料组件上管座部件固定在对应的夹持框架上,实现带拧紧扳手和支撑框架的核燃料组件上管座部件在对应夹持框架上的横向固定。
24、进一步地,步骤15中,解除拧紧扳手与核燃料组件上管座部件弹簧的连接,以及拧紧扳手与支撑框架的连接,实现核燃料组件上管座部件弹簧压缩的解除。
25、进一步地,步骤2,包括如下步骤:
26、步骤21、核燃料组件下管座部件横向固定在对应的夹持框架上,并通过核燃料组件下管座部件底部与下管座部件装配工装贴合实现定位;
27、步骤22、将核燃料组件下管座部件推入核燃料组件棒束部件下格板内并紧贴核燃料组件棒束部件下格板;
28、步骤23、通过tig焊机对核燃料组件下管座部件与核燃料组件棒束部件下格板的焊接区域进行对称点焊固定;
29、步骤24、通过tig焊机对焊接区域每次两面对称焊接完成焊接区域六个面的焊缝焊接。
30、进一步地,步骤21中,通过吊车将核燃料组件下管座部件横向吊运至对应的夹持框架上,并将核燃料组件下管座部件固定在对应的夹持框架上,实现核燃料组件下管座部件在对应夹持框架上的横向固定。
31、进一步地,步骤21之后,步骤22之前,还包括:用绸布蘸酒精清洁核燃料组件下管座部件与核燃料组件棒束部件下格板的焊接区域。
32、进一步地,步骤22之后,步骤23之前,还包括:对电极、氩气和焊丝来料进行检查;打开tig焊机,使其处于工作状态,设置焊接参数。
33、进一步地,参见图6,步骤23中,所述焊接区域为六面形,通过tig焊机在90a焊接电流下对焊接区域的六个面进行对称点焊固定,每个面焊接2点;
34、进一步地,步骤23之后,步骤24之前,还包括:将焊点打磨至光亮,并用绸布蘸酒精擦拭焊点。
35、进一步地,步骤24中,通过tig焊机在90~130a焊接电流下对焊接区域通过每次两面对称焊接完成六个面的6条焊缝焊接,相邻焊缝的起始和结束部分允许重叠。
36、进一步地,步骤24之后,还包括:将焊缝打磨至光亮,用绸布蘸酒精擦拭焊缝;自查焊缝外观质量,确保焊缝外表面无氧化色。
37、本发明的有益技术效果:
38、本发明的压水堆六边形结构核燃料组件装配工装,实现压水堆六边形结构核燃料组件的精准装配,通过夹持框架横向固定核燃料组件,通过下管座部件装配工装定位核燃料组件下管座部件,通过上管座部件装配工装定位核燃料组件上管座部件,通过弹簧压缩装置压缩和释放核燃料组件上管座部件内的弹簧,实现核核燃料组件上管座部件导向连接管的台阶与核燃料组件棒束部件导向管定位环的卡扣连接。
39、本发明的压水堆六边形结构核燃料组件的组装和焊接方法,通过弹簧压缩装置压缩和释放核燃料组件上管座部件内的弹簧,实现核燃料组件上管座部件导向连接管的台阶与核燃料组件棒束部件导向管定位环的卡扣连接;通过tig对称点焊固定核燃料组件下管座部件与核燃料组件棒束部件下格板的焊接区域,控制焊接区域配合间隙一致性;通过对焊接区域进行对称焊缝焊接,有效防止焊接变形,最终实现压水堆六边形结构核燃料组件的可靠制造。
- 还没有人留言评论。精彩留言会获得点赞!