车门板包边工艺方法与流程
本发明属于车辆制造,具体涉及一种车门板包边工艺方法。
背景技术:
1、包边工艺是制造车门总成的重要工艺,其具有尺寸精度高、生产节拍快和柔性化程度高的特点,在越来越多的整车厂应用。但是包边工艺制造的车门总成,在车门的a/b/c柱容易产生明显的面品问题,即折边印,严重影响车门总成的质量与美观。由于整车制造周期越来越短,以及质量要求日趋严格,亟待解决车门包边生产的折边印问题。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种车门板包边工艺方法,以解决车门在生产过程中采用包边工艺而导致的车门外板出现折边印影响车门质量及美观度的问题。
2、为了解决或者一定程度上改善上述技术问题,本发明提供一种车门板包边工艺方法,包括:
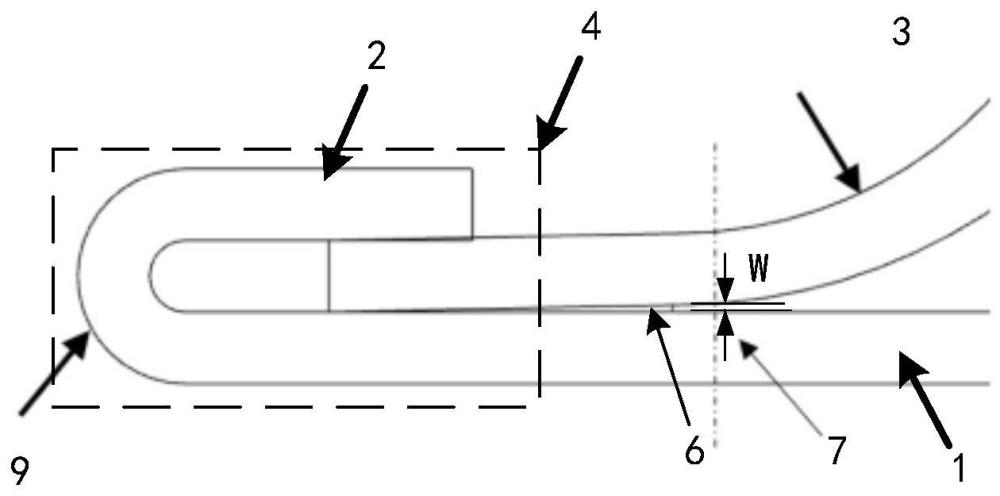
3、对处于包边法兰区域内的车门内板进行角度补偿,所述包边法兰区域为所述车门内板与外板翻边所接触的区域;
4、将车门外板的一端进行翻折形成所述外板翻边并包覆所述车门内板的一端,以对所述车门内板边缘形成包边,所述角度补偿使得所述车门内板与所述外板翻边之间形成夹角;
5、对所述包边进行压合,通过压合消除对所述车门内板的所述角度补偿以将所述车门外板和所述车门内板进行连接。
6、在一些实施方式中,对处于包边法兰区域内的车门内板进行角度补偿的步骤,包括:
7、以所述车门内板处于所述包边法兰区域内的一端为支点,将所述车门内板朝向所述外板翻边的方向抬起,以在形成所述包边后使得所述车门内板背向所述外板翻边的一侧与所述外板之间形成内外板间隙。
8、在一些实施方式中,处于法兰根部的所述内外板间隙的宽度为预设宽度;
9、所述法兰根部为所述车门内板背向所述外板翻边的一侧与所述车门外板的接触区域中最远离所述包边的位置。
10、在一些实施方式中,所述预设宽度大于或等于0.2毫米且小于或等于0.5毫米。
11、在一些实施方式中,所述内外板间隙的宽度为0.3毫米。
12、在一些实施方式中,车门板包边工艺方法还包括:
13、在所述车门内板背向所述外板翻边的一侧与所述车门外板之间进行涂胶。
14、在一些实施方式中,涂胶区域的第一边界与所述弯折处的内侧面之间的距离为预设长度。
15、在一些实施方式中,所述预设长度大于或等于5毫米且小于或等于7毫米。
16、在一些实施方式中,所述预设长度为5毫米。
17、在一些实施方式中,所述涂胶区域的第二边界位于所述第一边界与所述车门内板的圆角之间,使得涂胶区域未覆盖所述圆角;
18、所述车门内板远离包边的部分朝向远离所述车门外板的方向弯折,所述车门内板在弯折处形成所述圆角。
19、本发明与现有技术相比具有明显的优点和有益效果。借由上述技术方案,本发明的车门板包边工艺方法可以达到相当的技术进步性及实用性,并具有产业上的广泛利用价值,其至少具有下列优点:
20、本发明在采用包边工艺加工车门时,通过调整车门内板与车门外板之间的相对位置关系,实现对包边法兰区域的角度进行补偿,使得在对包边进行压合后,车门外板的折边印得到有效地优化,提升了车门整体质量及美观度。
21、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
技术特征:
1.一种车门板包边工艺方法,其特征在于,包括:
2.根据权利要求1所述的车门板包边工艺方法,其特征在于,对处于包边法兰区域内的车门内板进行角度补偿的步骤,包括:
3.根据权利要求2所述的车门板包边工艺方法,其特征在于,处于法兰根部的所述内外板间隙的宽度为预设宽度;
4.根据权利要求3所述的车门板包边工艺方法,其特征在于,所述预设宽度大于或等于0.2毫米且小于或等于0.5毫米。
5.根据权利要求4所述的车门板包边工艺方法,其特征在于,所述内外板间隙的宽度为0.3毫米。
6.根据权利要求1所述的车门板包边工艺方法,其特征在于,还包括:
7.根据权利要求6所述的车门板包边工艺方法,其特征在于,涂胶区域的第一边界与所述弯折处的内侧面之间的距离为预设长度。
8.根据权利要求7所述的车门板包边工艺方法,其特征在于,所述预设长度大于或等于5毫米且小于或等于7毫米。
9.根据权利要求8所述的车门板包边工艺方法,其特征在于,所述预设长度为5毫米。
10.根据权利要求7-9中任一项所述的车门板包边工艺方法,其特征在于,所述涂胶区域的第二边界位于所述第一边界与所述车门内板的圆角之间,使得涂胶区域未覆盖所述圆角;
技术总结
本发明提供一种车门板包边工艺方法,包括:对处于包边法兰区域内的车门内板进行角度补偿,包边法兰区域为车门内板与外板翻边所接触的区域;将车门外板的一端进行翻折形成外板翻边并包覆车门内板的一端,以对车门内板边缘形成包边,角度补偿使得车门内板与外板翻边之间形成夹角;对包边进行压合,通过压合消除对车门内板的角度补偿以将车门外板和车门内板进行连接。本发明解决了车门在生产过程中采用包边工艺而导致的车门外板出现折边印影响车门质量及美观度的问题。
技术研发人员:张名昊,陈鸣,陈超,朱富强,朴美兰,黎强祥
受保护的技术使用者:蔚来汽车科技(安徽)有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!