全面积电积用阴极板开槽注胶装置及其使用方法、应用与流程
本发明专利属于湿法冶金辅助设备,具体涉及全面积电积用阴极板开槽注胶装置及其使用方法、应用。
背景技术:
1、金属锌具有良好的压延性、耐磨性、抗腐蚀性、铸造性,且有很好的常温机械性,能与多种金属制成性能优良的合金。广泛应用于汽车、建筑、家用电器、船舶、轻工、机械、电池等行业。目前,在有色金属消费中仅次于铜和铝。消费市场的金属锌大多是通过有色金属湿法冶炼而得来,在湿法炼锌过程中,铝阴极板是很重要且必需的生产部件。生产过程中,为了避免电积在阴极板上的锌片前后连接在一起,不利于剥离,通常在阴极板的两侧边各加装一条绝缘夹边条。
2、由于绝缘边条长期处于酸性液体内,且经常承受机械剥锌或人工剥锌外力冲击作用而产生变形翘曲,导致绝缘边条在实际使用过程中容易脱落、变形和损坏,脱落后的绝缘边条需要工人重新进行安装,增加了工作强度。此外铝阴极板经过一段时间的使用,在酸性电解液中收腐蚀而变薄,会在铝板与边条之间产生间隙,同时,锌离子在缝隙中堆积产生张力,导致边条更容易脱落,并且酸性溶液随着缝隙渗透到极板与绝缘边条中间,对铝板进一步进行腐蚀,从而减短铝板的使用寿命。
3、现有技术中大多是使用通过密封胶和包边条内卡齿的配合与阴极板密封固定,把包边条夹持在阴极板上,但因胶体与包边条两种材料在酸性电解液中,在电流作用下,就会产生缝隙渗入电解液,并且析出锌离子,锌离子堆积就会撑开夹边条,且腐蚀铝板,减短铝板的使用寿命;且此类技术存在着一个共同问题,为了粘牢绝缘条,往往采用的都是增大夹边条在阴极板边缘的夹持面积,此种方式不可避免的减少了阴极板的有效利用面积,也就减小了锌离子电积面积,降低了锌的产量。
4、为了增大阴极板的工作面积,现有技术中采取的方式是利用人工作业在阴极板的两个侧面各开出可容纳绝缘胶的槽体,接着再对槽体进行手工人工清洗、去除毛刺,最后在阴极板的侧面及其槽体上涂刷胶体。此种生产工艺不利于质量和效率的控制,首先是由于板面规格限制,难以在机床上固定进行开槽只能利用人工作业方式,致使关键的作业面施工质量不够标准,导致刷胶效果降低,质量达不到保障。其次是操作设备难以控制精准操作,容易对板面产生机械划伤,责成次品和废品,影响板面加工质量和成品率。整套流程下来费时费力,而且人工成本高,效率低下,不能满足工业化生产的需要。
5、基于提升阴极板最大电积效能的产品价值,并且满足工业化生产的需要,本文提出实现全面积电积用阴极板开槽注胶装置及其使用方法、应用。
技术实现思路
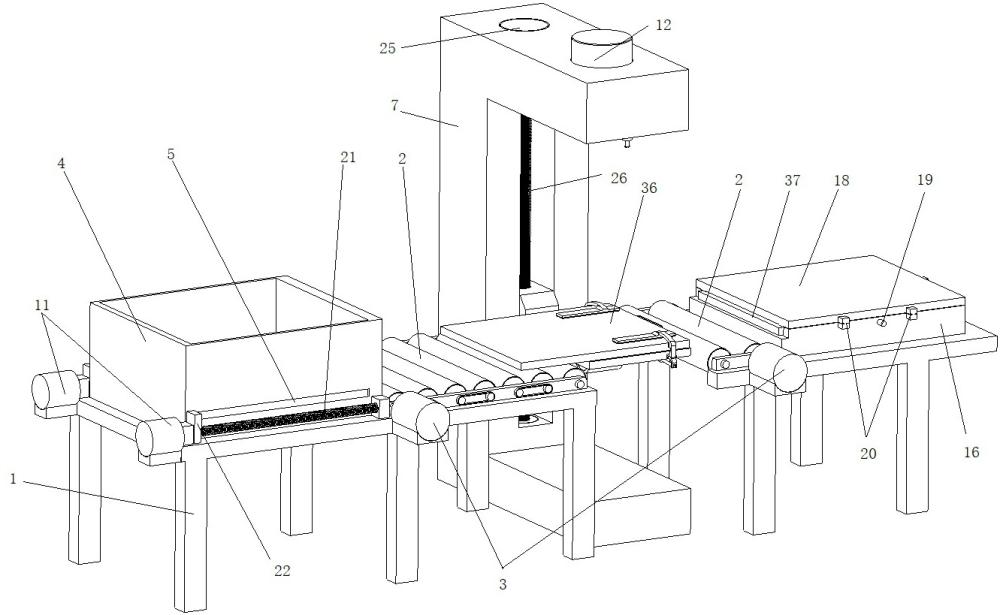
1、为了解决上述问题,本发明通过以下技术方案实现的:全面积电积用阴极板开槽注胶装置,包括底座、收集推送装置、输送锟组、开槽清毛刺装置、注胶定型装置、控制装置,所述的底座上从左到右依次安装有收集推送装置、注胶定型装置,开槽清毛刺装置设置在收集推送装置与注胶定型装置之间,收集推送装置、开槽清毛刺装置、注胶定型装置三者之间的底座上设置有输送锟组,输送锟组的侧面驱动端连接有一号驱动电机,控制装置与收集推送装置、输送锟组、开槽清毛刺装置、注胶定型装置中的驱动装置电信连接;所述的收集推送装置还包括收集箱、单板推送装置,收集箱的底部前后两侧设置有推送槽、右侧设置有单板出料口,推送槽两侧设置有单板推送装置;所述的开槽清毛刺装置还包括匚型基座、升降装置、伸缩台、正面上转动的一号驱动臂、侧面上转动的二号驱动臂、承载夹持台、三号驱动电机、端铣刀、四号驱动电机、除毛刺轮刷,匚型基座的中部安装有升降装置,升降装置的前端安装有可前后伸缩的伸缩台,伸缩台的前端安装有可在正面上转动的一号驱动臂,一号驱动臂前端安装有可在侧面上转动的二号驱动臂,二号驱动臂的上安装有承载夹持台,匚型基座的顶部固定安装有三号驱动电机、可控升降安装有四号驱动电机,三号驱动电机的驱动端可拆卸安装有端铣刀,四号驱动电机的驱动端可拆卸安装除毛轮刷;所述的注胶定型装置还包括定型台、密封胶垫、定型盖、注胶阀、限位卡,定型台设置在底座上,定型台内腔靠近侧边处设置有密封胶垫,定型台的上方通过侧面的限位卡可拆卸安装有定型盖,定型台的侧面还安装有注胶阀。
2、作为优选,所述的单板推送装置还包括二号驱动电机、一号丝杆、滑动座、推板、弹簧,二号驱动电机安装在底座上且其驱动端与丝杆连接,丝杆上活动安装有滑动座,滑动座内侧转动安装有推板,推板后侧通过弹簧与滑动座侧壁连接。
3、作为优选,所述的升降装置还包括五号驱动电机、二号丝杆、升降基座,五号驱动电机安装在匚型基座的顶部,二号丝杆安装在匚型基座的中部且其顶端与五号驱动电机连接,升降基座通过二号丝杆活动安装在匚型基座中间的滑槽内。
4、作为优选,所述的承载夹持台还包括承载台、定位卡、夹持装置、压力传感器,承载台的右端前后两侧对称安装有夹持装置,承载台的右侧边上设置有定位卡,定位卡上设置有压力传感器。
5、作为优选,所述的夹持装置还包括电动推杆、转动副、弧形夹爪、限位块,电动推杆转动安装在承载台下方,电动推杆的驱动端通过转动副与弧形夹爪的底端连接,弧形夹爪的中部通过转动副转动安装在承载台侧面,弧形夹爪的顶端上设置有可对阴极板进行限位的限位块。
6、本发明的另一目的在于提供全面积电积用阴极板开槽注胶装置的使用方法,具体包括以下步骤:
7、s1、先将若干块初加工成型的电积用阴极板放置在收集箱中,由单板推送装置将底层的阴极板从单板出料口推送到输送锟组上;
8、s2、再通过输送锟组将阴极板输送到承载台上,当阴极板的右端顶住定位卡上的压力传感器时,控制装置会控制承载台上的夹持装置对阴极板进行定位夹持;
9、s3、接着由控制装置控制升降装置、伸缩台、一号驱动臂、二号驱动臂将承载平台上的阴极板的侧面调整到端铣刀下方,在对刀后由端铣刀对其左右两侧与下侧面上进行开槽,开槽时,可控制伸缩台来水平移动阴极板,还可控制驱动臂来旋转阴极板,且在开槽过程中,由控制装置控制四号驱动电机上升,开槽结束后四号驱动电机和除毛刺轮刷降下来,再控制伸缩台将阴极板移动到除毛刺轮刷下方,由除毛刺轮刷对其槽体及其周围的毛刺进行清除,槽内表面与槽外两侧的阴极板侧面设置呈粗糙面;
10、s4、毛刺清除好后,通过控制装置控制开槽清毛刺装置将阴极板左右调换方向,松开夹持装置,使阴极板通过右侧输送锟组输送到定型台上,由人工擦拭清除阴极板槽体上的金属碎屑和冷却剂,再将阴极板的侧边对准密封胶条的外侧边,然后盖上定型盖,锁紧限位卡,最后使用注胶枪通过注胶阀对阴极板的侧边及其槽体进行注胶定型;
11、s5、在绝缘胶体的阴干后,拆除制作装置,检查胶体整形无误后,可投入使用。
12、本发明的另一目的在于提供全面积电积用阴极板开槽注胶装置在生产铜电积用不锈钢阴极板和锌电积用铝阴极板中的应用。
13、本发明的有益效果是:
14、本发明中的开槽注胶绝缘装置以流水线的方式对初加工成型的阴极板进行开槽注胶,其开出的槽体和注胶后形成的绝缘条可避免了剥锌时使绝缘条脱落、变形或损坏,且此种结构增大了阴极板的最大化有效电积面积,从而提高了每块板上锌的产量;同时,该装置生产质量有保障,节省了人工成本,简化了生产步骤,省时省力,提高了生产效率,并且该装置可应用于生产铜电积用不锈钢阴极板和锌电积用铝阴极板。
- 还没有人留言评论。精彩留言会获得点赞!