一种超快激光加工中的对壁损伤抑制方法与流程
本发明涉及激光加工的,具体涉及激光加工封闭腔体加工时抑制对后壁损伤的加工方法。
背景技术:
1、孔加工是零件加工中所占比例较大的一道重要加工工序,在航天、航空、电子、仪器仪表、自动控制及医疗器械等科学技术和工业生产领域有重要而广泛的应用。据统计,孔加工约占机械加工总量的三分之一,占机械加工时间的四分之一。以航空航天发动机涡轮叶片气膜孔和冲压发动机喷油孔为代表的封闭空腔表面加工精密微圆孔或异性孔结构一直是机械加工领域的技术难点。其原因在于首先,由于孔径极小该类孔等效直径通常小于0.2mm,所以微小孔加工几乎全部为长径比大的深孔(深径比通常大于5)。其次,需要加工微小孔的零件材料,一般多为高强度高硬度的难加工材料,如高温合金、钛合金、硬质合金、陶瓷、金刚石等。因此常规的加工手段(数控机床加工、电火花加工、电化学加工)加工该类精密孔结构极为困难。
2、激光制造因其柔性、高效、精度、材料适用性等方面的优势,是加工微小孔性结构的理想手段。激光打孔不受材料的硬度、刚性、强度和脆性等机械性能的限制,几乎能加工任意材料,激光束的能量调节方便且调节过程十分迅速。激光打孔参数较其他打孔方法更易于优化,所以可获得比电火花打孔及机械钻孔大得多的深径比,且激光束(尤其是超快激光)聚焦后光斑直径可调控至微米甚至纳米量级,能够加工出尺寸极小的结构。但针对发动机涡轮叶片气膜孔和冲压发动机喷油孔为代表的封闭空腔表面加工精密微圆孔或异性孔结构进行激光加工时,当激光束穿透空腔的一侧结构极易造成对壁加工损伤,导致工件失效情况。
3、因此,急需发展一种在窄空腔结构加工时,既能实现精密打孔,又不损伤另一侧对壁结构的激光打孔加工方法。
技术实现思路
1、本发明解决的技术问题是:针对目前现有技术中,超快激光对薄空腔封闭腔体加工时极易在单面材料加工透后造成对壁损伤的问题,提出一种通过快速选择适当材料在空腔内填充,以克服上述困难的激光加工方法。
2、本发明解决技术的方案是:一种超快激光加工中的对壁损伤抑制方法,包括:
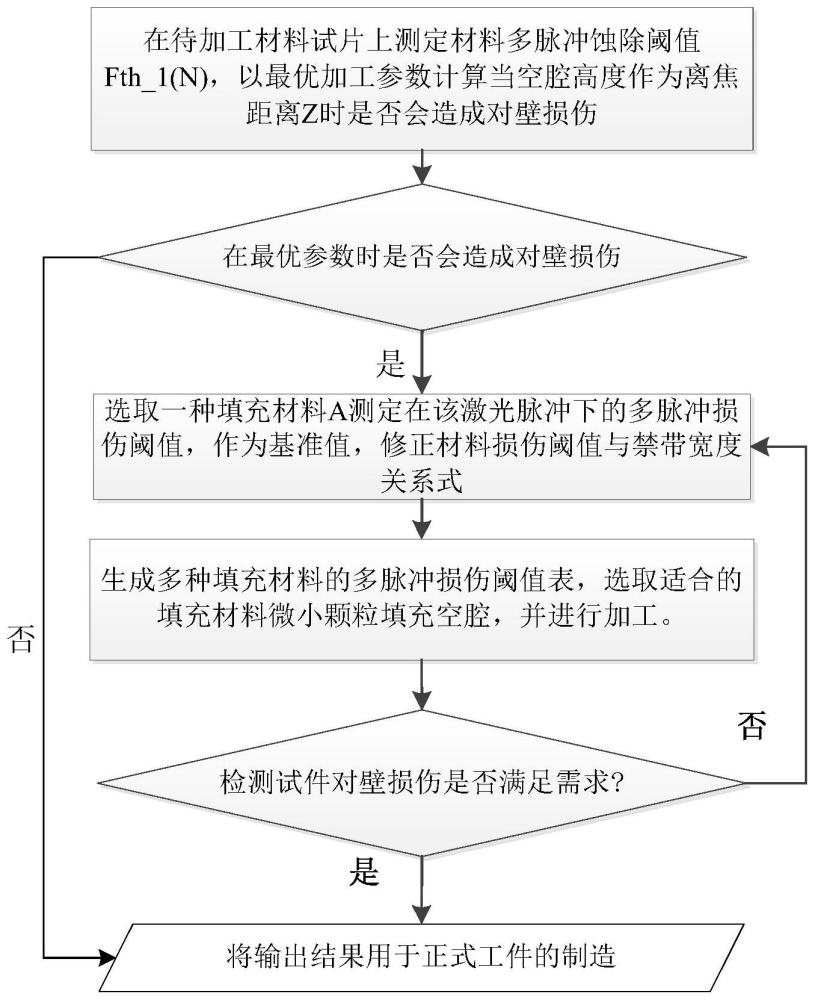
3、步骤1:测定待加工材料在所使用激光器脉宽、波段条件下的多脉冲损伤阈值fth_1,计算在该材料确定的最优加工参数时,以空腔深度作为离焦距离z,对应的激光功率密度f_z是否达到该材料的多脉冲损伤阈值,即加工过程是否会发生对壁损伤;在发生对壁损伤后执行后续步骤;
4、步骤2:选择一种填充材料作为典型试样,测定该材料在所述激光器脉宽、波段条件下的单脉冲阈值fth_1(a)和多脉冲损伤阈值fth_n(a),并以其作为基准值,求解损伤阈值与材料禁带宽度关系式中的待定系数,快速生成所有能够作为填充材料的多脉冲损伤阈值表;
5、所述损伤阈值与材料禁带宽度关系式为fth(n)=(keg+b)τ0.3ns-1,其中k是量纲为jcm-2fs-0.3ev-1的常数,b为-0.14jcm-2fs-0.3,τ为激光的脉冲宽度(fs),n为原位等效叩击次数,s为材料的孵化系数;
6、步骤3:利用所述多脉冲损伤阈值表,选取多脉冲损伤阈值大于加工时选用的激光脉冲能量密度的材料作为加工时的填充材料;
7、步骤4:将选取的填充材料在待加工试件的空腔内填满,利用所述最优加工参数完成试件加工,完工后倾倒填充材料,检查试件质量,如不满足,跳转至步骤3,并根据需求选取其他满足条件的材料作为填充材料,如满足加工需求,则输出结果用于正式工件的制造。
8、进一步的,所述待加工材料为固体材料。
9、进一步的,当步骤2)中的聚焦光斑为高斯光斑时,原为等效叩击次数n按以下公式估算:
10、
11、其中:dx为平行于扫描线方向的光斑直径,v为激光扫描速度f为脉冲的时间重复频率,dy为平行于扫描线方向的光斑直径,ly垂直于扫描线方向的光斑间距。
12、进一步的,填充材料禁带宽度eg与激光器波长λ的关系满足hc/λ<eg/2,其中h和c分别是普朗克常数和真空中光速。
13、进一步的,所述激光器发射脉冲激光,单个持续时间小于20ps。
14、进一步的,当步骤1中的聚焦光斑为高斯光斑时,以空腔深度作为离焦距离z,对应的激光功率密度fth_z按以下公式计算:
15、
16、其中p为激光功率,zr为瑞利长度,f为脉冲的时间重复频率,w为束腰位置光斑半径,1/e2型定义。
17、进一步的,步骤2中填充材料包括但不限于宽禁带材料:氧化钛、氮化硅、氧化锆、氧化铝、氮化铝、氮化镓、氯化钠。
18、进一步的,步骤4中填充材料为固体颗粒,其直径应满足0.1-0.5倍空腔高度。
19、进一步的,将已测得材料的单脉冲阈值fth_1(a)和多脉冲损伤阈值fth_n(a)代入损伤阈值与材料禁带宽度关系式,求解关系式中的未知系数k和s。
20、一种激光加工设备,所述激光加工设备用于执行所述的一种超快激光加工中的对壁损伤抑制方法。
21、本发明与现有技术相比的有益效果是:
22、(1)本发明提供的一种超快激光加工中的对壁损伤抑制方法,相比较传统的降低激光脉冲能量密度或者使用短焦小光斑激光设备对薄空腔封闭腔体进行加工,能够显著提升加工效率,降低激光参数控制难度,是一种经济性、易操作性好的加工方法。
23、(2)本发明提供的一种超快激光加工中的对壁损伤抑制方法,是在空腔内预填充由选定填料制成微小颗粒,在加工时,填料颗粒对穿透的激光脉冲进行阻挡抑制对壁损伤的方法。具体的,首先判定所选用激光脉冲参数是否会造成对壁损伤;若会发生对壁损伤,则将易获取填充材料a进行作为典型试样,测定该材料在该激光器脉宽、波段条件下的多脉冲损伤阈值fth_n(a),并以其作为基准值,用该基准值修正损伤阈值与材料禁带宽度关系式,并根据材料的禁带宽度eg快速生成多种可选填充材料在该脉冲激光下的损伤阈值;选取多脉冲损伤阈值大于激光脉冲能量密度的材料作为加工时的填充材料,并用选取材料的近圆形微小颗粒对空腔进行填充,再加工后倒出填料,实现对壁损伤的抑制。
24、(3)本发明提供的一种超快激光加工中的对壁损伤抑制方法,给出了填充材料在该脉冲激光作用下的多脉冲损伤阈值快速估算公式,根据该公式能够迅速估算出多种填充材料在该脉冲激光作用下的损伤阈值,为填充材料的快速选取提供极强的便捷性,提出的方法适用于内腔结构激光切割、激光铣削、激光旋切制孔等多种激光减材制造方法,且对壁损伤抑制方法对材料种类具有普适性、损伤的程度可根据需要灵活调整。因此,本方法又是一种灵活、普适的方法。
技术特征:
1.一种超快激光加工中的对壁损伤抑制方法,其特征在于包括:
2.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:所述待加工材料为固体材料。
3.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:当步骤2)中的聚焦光斑为高斯光斑时,原为等效叩击次数n按以下公式估算:
4.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:填充材料禁带宽度eg与激光器波长λ的关系满足hc/λ<eg/2,其中h和c分别是普朗克常数和真空中光速。
5.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:所述激光器发射脉冲激光,单个持续时间小于20ps。
6.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:当步骤1中的聚焦光斑为高斯光斑时,以空腔深度作为离焦距离z,对应的激光功率密度fth_z按以下公式计算:
7.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:步骤2中填充材料包括但不限于宽禁带材料:氧化钛、氮化硅、氧化锆、氧化铝、氮化铝、氮化镓、氯化钠。
8.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:步骤4中填充材料为固体颗粒,其直径应满足0.1-0.5倍空腔高度。
9.根据权利要求1所述的一种超快激光加工中的对壁损伤抑制方法,其特征在于:将已测得材料的单脉冲阈值fth_1(a)和多脉冲损伤阈值fth_n(a)代入损伤阈值与材料禁带宽度关系式,求解关系式中的未知系数k和s。
10.一种激光加工设备,其特征在于,所述激光加工设备用于执行如权利要求1至9中任一项所述的一种超快激光加工中的对壁损伤抑制方法。
技术总结
本发明提供了一种超快激光加工中的对壁损伤抑制方法,针对加工过程中会发生对壁损伤情况,执行后续步骤;选择一种填充材料作为典型试样,修正损伤阈值与材料禁带宽度关系式,快速生成所有能够作为填充材料的多脉冲损伤阈值表;利用所述多脉冲损伤阈值表,选取多脉冲损伤阈值大于加工时选用的激光脉冲能量密度的材料作为加工时的填充材料;将选取的填充材料在待加工试件的空腔内填满,利用所述最优加工参数完成试件加工,完工后倾倒填充材料,检查试件质量,如不满足,根据需求选取其他满足条件的材料作为填充材料,如满足加工需求,则输出结果用于正式工件的制造。
技术研发人员:赵越,张开虎,陈旭,边洪录,黄羚,李明伟,毛雷,李茂伟,张铁民,李什博,姜楠,李长鹿,董荣昌,熊庆平
受保护的技术使用者:北京卫星制造厂有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!