一种大型骨架零件深孔加工夹具及其工艺方法与流程
本发明属于机械,具体涉及一种大型骨架零件深孔加工夹具及其工艺方法。
背景技术:
1、参照图1,一种大型骨架零件长1000mm,高500mm,材料为铝板,根肋处有安装孔2-φ24h7mm和φ19h7mm,孔最深580mm,且被槽口分为上、下两部分,加工要求上、下两部分孔同轴度φ0.015,由于该大型骨架零件异形结构,外形尺寸大,减重结构多,安装孔分布紧凑,孔深长度长,且不连续,孔与孔间壁厚仅为2.5mm,深孔加工过程中易受变形和导热不均等影响,难以在自然状态下保证深孔加工精度。加工该骨架深孔的技术难点如下:(1)孔深度深,不连续,同轴度控制难;(2)外形侧面为异形面,装夹困难;(3)变形控制难,变形对加工深孔影响大;(4)深孔侧壁薄,加工导热不均,容易加工侧穿。针对2-φ24h7mm和φ19h7mm深孔加工,深孔受变形影响,难以保证同轴度,且深孔侧壁薄易侧穿。
2、采用传统的加工方式,设计仿形工装装夹,定制专用加工夹具,采用钻→扩→铰的方式先加工上部分孔,再以同样的方式加工下部分孔,在加工下部分孔时,由于孔位置深,无法精制导向孔,加之夹具长以及变形影响,无法保证深孔上、下部分的同轴度要求。现有的工艺方法存在的缺点有:(1)由于工艺方案的不合理导致骨架深孔加工达不到设计要求;(2)由于装夹方式不合理导致加工形位公差达不到设计要求;(3)加工上、下部分孔均需分别定制一套专用的深孔加工夹具,夹具成本高;(4)仿形工装加工成本高,使用范围局限,装夹变形大。
3、公开号为cn104625142a的中国发明专利公开了一种加工深孔的方法,通过设计一种导向钻套的方式加工连续深孔的方法。公开号为cn111093870a的中国发明专利公开了深孔加工方法,说明了深孔加工钻→扩→铰的工艺方法。以上两个发明不能解决本发明提出的针对不连续深孔的加工的问题。
技术实现思路
1、为了解决上述问题,本发明旨在提供一种大型骨架零件深孔加工夹具及其工艺方法。
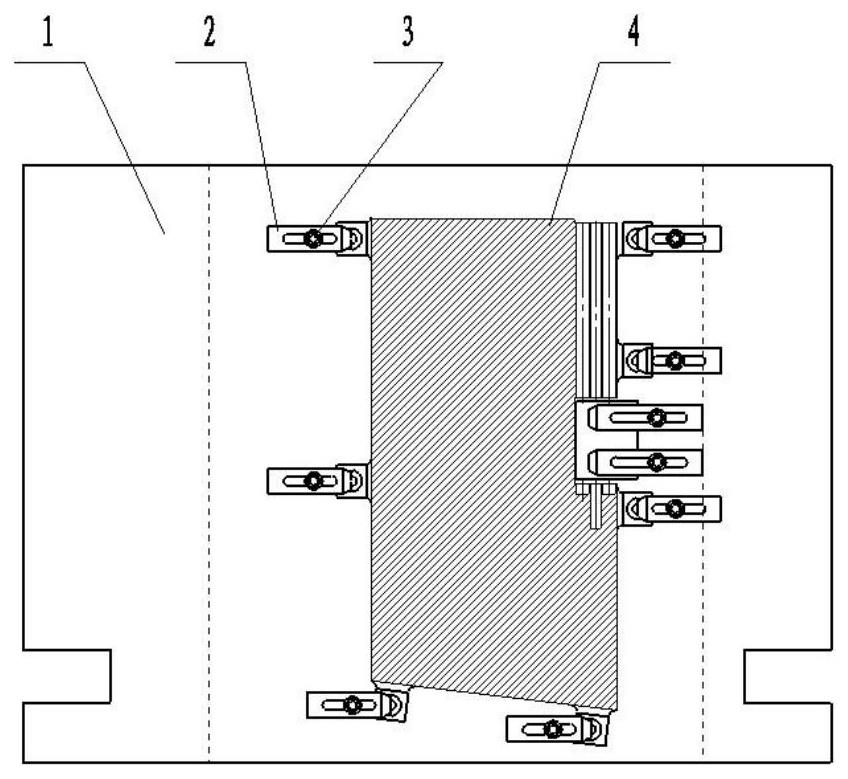
2、为了实现上述目的,本发明采用以下技术方案:一种大型骨架零件深孔加工夹具,包括中空基体,与中空基体配合的压板和压紧螺钉,调节螺钉设置在中孔基体上进行伸缩调节。
3、优选的,所述中空基体为方形中空结构。
4、优选的,所述压板为中间开设有腰圆孔的长板,其一端一体化设置有按压块,压紧螺钉穿过压板的腰圆孔对压板进行按压。
5、一种大型骨架零件深孔的加工工艺方法,包括以下步骤,
6、步骤1:预制工艺块,在骨架周围预留连体工艺块,并设置有活动工艺块对骨架缺口进行填充;
7、步骤2:采用加工夹具对骨架进行夹装,加工夹具的中空基体底面与装夹侧平面垂直;
8、步骤3:合理的加工流程,先将孔a和孔c加工到位后,在孔a和孔c中插上直径相同的芯轴,然后再加工孔b。
9、优选的,所述步骤1中的骨架周围预留连体工艺块上开设有安装槽。
10、优选的,所述步骤1中,采用活动工艺块将骨架缺口进行填充,使深孔加工的不连续钻削变为连续钻削加工。
11、优选的,所述步骤2中,夹装过程中压板的按压块设置在连体工艺块的安装槽内,通过压紧螺钉穿过压板的腰圆孔对连体工艺块进行压紧。
12、优选的,所述步骤2中,调节螺钉与骨架周围预留的连体工艺块接触。
13、优选的,夹装过程中,当骨架周围的连体工艺块存在局部变形时,通过调节螺钉的伸缩垫平工艺块后,用压板和压紧螺钉配合压紧骨架,避免局部变形强行压弯的情况。
14、与现有技术相比,本发明具有以下优势:
15、1.采用加工夹具对骨架的深孔进行一体加工,只需定制一套加工夹具,节省夹具成本,且提高加工效率。普通夹具取代仿形夹具,工装成本低,且能够有效消除零件变形对深孔加工的影响。
16、2.优化加工流程,解决紧凑平行深孔侧穿的难题,加工方法合理,达到尺寸精度,满足生产要求。
技术特征:
1.一种大型骨架零件深孔加工夹具,其特征在于:包括中空基体(1),与中空基体(1)配合的压板(2)和压紧螺钉(3),调节螺钉(5)设置在中孔基体(1)上进行伸缩调节。
2.根据权利要求1所述的大型骨架零件深孔加工夹具,其特征在于:所述中空基体(1)为方形中空结构。
3.根据权利要求1所述的大型骨架零件深孔加工夹具,其特征在于:所述压板(3)为中间开设有腰圆孔的长板,其一端一体化设置有按压块,压紧螺钉(3)穿过压板(3)的腰圆孔对压板(3)进行按压。
4.一种采用权利要求1-3任一项所述加工夹具对大型骨架零件深孔的加工工艺方法,其特征在于:包括以下步骤,
5.根据权利要求4所述的大型骨架零件深孔加工工艺方法:所述步骤1中的骨架(4)周围预留连体工艺块上开设有安装槽。
6.根据权利要求4所述的大型骨架零件深孔加工工艺方法:所述步骤1中,采用活动工艺块将骨架缺口进行填充,使深孔加工的不连续钻削变为连续钻削加工。
7.根据权利要求4所述的大型骨架零件深孔加工工艺方法:所述步骤2中,夹装过程中压板(3)的按压块设置在连体工艺块的安装槽内,通过压紧螺钉(3)穿过压板(3)的腰圆孔对连体工艺块进行压紧。
8.根据权利要求4所述的大型骨架零件深孔加工工艺方法:所述步骤2中,调节螺钉(5)与骨架(4)周围预留的连体工艺块接触。
9.根据权利要求8所述的大型骨架零件深孔加工工艺方法:夹装过程中,当骨架(4)周围的连体工艺块存在局部变形时,通过调节螺钉(5)的伸缩垫平工艺块后,用压板(2)和压紧螺钉(3)配合压紧骨架(4),避免局部变形强行压弯的情况。
技术总结
本发明公开了一种大型骨架零件深孔加工夹具,包括中空基体,与中空基体配合的压板和压紧螺钉,调节螺钉设置在中孔基体上进行伸缩调节。工艺方法,包括以下步骤,步骤1:预制工艺块,在骨架周围预留连体工艺块,并设置有活动工艺块对骨架缺口进行填充;步骤2:采用加工夹具对骨架进行夹装,加工夹具的中空基体底面与装夹侧平面垂直;步骤3:合理的加工流程,先将孔A和孔C加工到位后,在孔A和孔C中插上直径相同的芯轴,然后再加工孔B。解决大型骨架零件深孔加工难题,并设计可调节装夹装置,消除变形对深孔加工的影响,在节省多规格夹具定制成本的同时,提供加工效率,保证产品质量。
技术研发人员:罗海锋,石顺德,平豪壮,林芳满,潘明威,毛圣男,张国健,李俊波,姜明明,王小忠
受保护的技术使用者:贵州航天风华精密设备有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!