一种金属加工制造系统的制作方法
本发明涉及金属加工制造,更具体地说,本发明涉及一种金属加工制造系统。
背景技术:
1、金属加工制造是一种把金属物料加工成为物品、零件、组件的工艺技术,包括了桥梁、轮船等的大型零件,乃至引擎、珠宝、腕表的细微组件,它被广泛应用在科学、工业、艺术品、手工艺等不同的领域,即金属加工制造是一种将金属原材料通过一系列工艺和加工步骤转化为最终产品的制造过程。这个过程涵盖了许多不同的操作,以满足不同行业和应用的需求。金属加工制造通常包括以下几个步骤:材料选择、切割、成型、连接、装配等等,其中在切割方面,可以通过机械切割、激光切割、等离子切割等方法完成,但是在激光切割方面还存在一些不足没有解决。
2、现有技术存在以下不足:现有的激光切割机在对金属进行加工的过程中,经常需要提前预热一段时间,这是因为激光器启动瞬间,会出现短暂的功率波动,会导致切割质量的不稳定性,并且长时间工作后需要进行冷却一段时间才能再次进行工作,这是因为激光器的输出功率会发生衰减,内部的热效应会逐渐累积会导致激光介质温度升高,从而影响激光器的性能和稳定性,进而影响会影响切割质量,所以现有的激光切割机在对金属加工的过程中,不能长时间的进行高质量的切割工作,工作效率较低,并且在发生低质量切割的时候,不能及时进行调整,不够智能化,会造成一定程度的经济损失,使用价值较低。
3、在所述背景技术部分公开的上述信息仅用于加强对本公开的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明的实施例提供一种金属加工制造系统以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
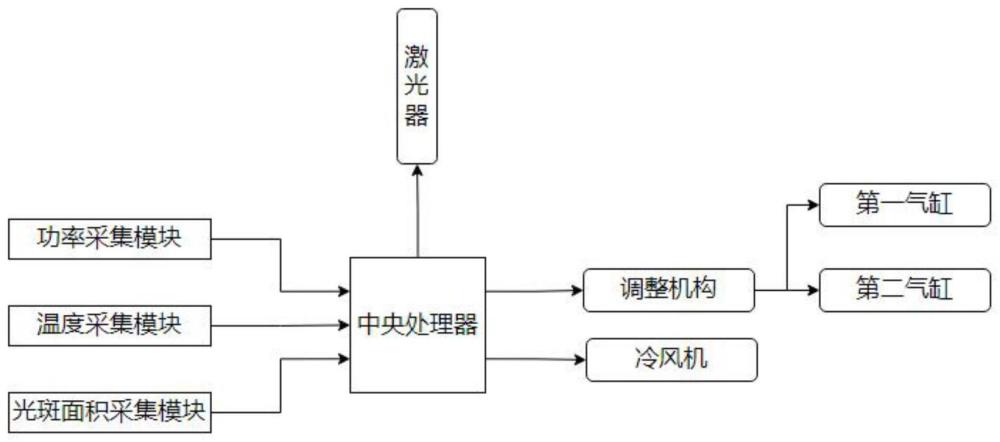
3、一种金属加工制造系统,包括传送机构、设置在传送机构侧面的固定架、激光器和设置在激光器底部的激光切割头,所述固定架的一侧设置有中央处理器,所述固定架的顶部分别设置有调整机构和冷风机,所述调整机构包括第一气缸、第一伸缩杆、承重板、第二气缸、第二伸缩杆和支撑滑轨,所述冷风机的一侧设置有伸入固定架内部的冷风管;
4、还包括
5、功率采集模块,设置在激光器的一侧,用于实时获取激光器输出光束的实际功率,并通过中央处理器生成相对功率标准差;
6、温度采集模块,设置在激光器的另一侧,用于实时获取激光器内部激光介质的实际温度,并通过中央处理器生成温度变化系数;
7、光斑面积采集模块,设置在固定架的内顶壁,用于实时获取激光器输出光束的实际光斑面积,并通过中央处理器生成能量密度偏差系数;
8、通过中央处理器对生成的相对功率标准差、温度变化系数和能量密度偏差系数进行综合分析,生成评估系数,通过评估系数与预先设定的评估系数参考阈值进行比对,判断激光器是否处于最佳工作状态,并根据比对结果控制第一气缸、第二气缸和冷风机的工作状态。
9、优选的,所述第一气缸的输出轴与第一伸缩杆的一端固定连接,所述第一伸缩杆的另一端与承重板的一侧固定连接,所述承重板的底部与支撑滑轨的顶部滑动连接,所述支撑滑轨的底部与固定架的顶部固定连接,所述承重板的顶部与第二气缸的底部固定连接,所述第二气缸的输出轴与第二伸缩杆的一端固定连接,所述第二伸缩杆的另一端与激光器的顶部固定连接。
10、优选的,所述中央处理器的输出端与激光器的输入端、第一气缸的输入端、第二气缸的输入端以及冷风机的输入端均电性连接,所述功率采集模块的输入端和输出端、温度采集模块的输入端和输出端以及光斑面积采集模块的输入端和输出端分别与中央处理器的输出端和输入端电性连接。
11、优选的,所述相对功率标准差的获取逻辑为:
12、s1、通过功率采集模块获取t时间内不同时刻激光器输出光束的实际功率,将t时间内不同时刻激光器输出光束的实际功率标定为p实x,x表示t时间内不同时刻激光器输出光束实际功率的编号,x=1、2、3、4、……、t,t为正整数;
13、s2、将t时间内激光器输出光束实际功率的平均值标定为p平,则:
14、s3、将t时间内激光器输出光束实际功率的标准差标定为σ,则:
15、s4、计算相对功率标准差,计算的表达式为:
16、式中,rsd为相对功率标准差。
17、优选的,所述温度变化系数的获取逻辑为:
18、s1、通过温度采集模块获取t时间内不同时刻激光器内部激光介质的实际温度和通过功率采集模块获取t时间内对应时刻激光器输出光束的实际功率,将t时间内不同时刻激光器内部激光介质的实际温度标定为w实y,并将获取对应时刻的激光机输出光束实际功率标定为p温y,y表示t时间内不同时刻激光器内部激光介质实际温度和对应时刻激光器输出光束实际功率的编号,y=1、2、3、4、……、m,m为正整数;
19、s2、计算温度变化系数,计算的表达式为:
20、式中,tc为温度变化系数。
21、优选的,所述所述能量密度偏差系数的获取逻辑为:
22、s1、通过光斑面积采集模块获取t时间内不同时刻激光器输出光束的实际光斑面积和通过功率采集模块获取t时间内对应时刻激光器输出光束的实际功率,将t时间内不同时刻激光器输出光束的实际光斑面积标定为s实z,并将获取对应时刻的激光机输出光束实际功率标定为p光z,z表示t时间内不同时刻激光器输出光束实际光斑面积和对应时刻激光器输出光束实际功率的编号,z=1、2、3、4、……、n,n为正整数;
23、s2、将t时间内不同时刻激光器输出光束的能量密度标定为edz,则:
24、s3、通过中央处理器获取t时间内激光器输出光束的预设能量密度,并将激光器输出光束的预设能量密度标定为ed0;
25、s4、计算能量密度偏差系数,计算的表达式为:
26、式中,edc为能量密度偏差系数。
27、优选的,所述评估系数的表达公式为:
28、通过中央处理器进行公式化分析,依据公式:
29、
30、式中,gpg为评估系数,r1、r2以及r3分别为相对功率标准差、温度变化系数和能量密度偏差系数的预设比例系数,且r1、r2以及r3均大于0。
31、优选的,将预先设定的评估系数参考阈值设定为gyz,其中gyz>0,通过中央处理器将计算出的评估系数gpg和预先设定的评估系数参考阈值gyz进行比对,判断激光器是否处于最佳工作状态,并根据比对结果控制第一气缸、第二气缸和冷风机的工作状态,具体判断如下:
32、当gpg≤gyz时,激光器处于最佳工作状态,生成正常信号,中央处理器接收正常信号后,生成保持信号,并将保持信号传输至第一气缸、第二气缸和冷风机,第一气缸、第二气缸和冷风机接收正常信号后,进行保持工作;
33、当gpg>gyz时,激光器不处于最佳工作状态,生成隐患信号,中央处理器接收隐患信号后,生成调整信号,并将调整信号传输至第一气缸、第二气缸和冷风机,第一气缸、第二气缸和冷风机接收调整信号后,进行调整工作。
34、优选的,一种金属加工制造系统的加工方法,包括以下步骤:
35、步骤一、首先开启装置,中央处理器生成工作信号和采集信号,并将工作信号分别传输至激光器、第一气缸和第二气缸,激光器接收工作信号后,通过激光切割头输出光束,第一气缸和第二气缸接收工作信号后,分别通过第一伸缩杆和第二伸缩杆控制激光器和激光切割头进行移动,进而实现对金属的切割工作;
36、步骤二、中央处理器将采集信号分别传输至功率采集模块、温度采集模块和光斑面积采集模块,功率采集模块接收采集信号后,对激光器输出光束的实际功率进行实时获取,并将获取的激光器输出光束实际功率传输至中央处理器;温度采集模块接收采集信号后,对激光器内部激光介质的实际温度进行实时获取,并将获取的激光器内部激光介质实际温度传输至中央处理器;光斑面积采集模块接收采集信号后,对激光器输出光束的实际光斑面积进行实时获取,并将获取的激光器输出光束实际光斑面积传输至中央处理器;中央处理器对接收的激光器输出光束实际功率、激光器内部激光介质实际温度以及激光器输出光束实际光斑面积进行分析处理,分别生成相对功率标准差、温度变化系数和能量密度偏差系数,中央处理器对生成的相对功率标准差、温度变化系数和能量密度偏差系数进行综合分析,生成评估系数,通过评估系数与预先设定的评估系数参考阈值进行比对,判断激光器是否处于最佳工作状态,并根据比对结果控制第一气缸、第二气缸和冷风机的工作状态;
37、步骤三、若评估系数小于或等于评估系数阈值,激光器处于最佳工作状态,生成正常信号,中央处理器接收正常信号后,生成保持信号,并将保持信号传输至第一气缸、第二气缸和冷风机,第一气缸、第二气缸和冷风机接收正常信号后,进行保持工作;若评估系数大于评估系数阈值,激光器不处于最佳工作状态,生成隐患信号,中央处理器接收隐患信号后,生成调整信号,并将调整信号传输至第一气缸、第二气缸和冷风机,第一气缸、第二气缸和冷风机接收调整信号后,进行调整工作。
38、本发明的技术效果和优点:
39、1、本发明通过在激光器的一侧设置的功率采集模块,可以实时获取激光器输出光束的实际功率,通过在激光器的另一侧设置的温度采集模块,可以实时获取激光器内部介质的实际温度,通过在固定架的内顶壁设置的光斑面积采集模块,可以实时获取激光器输出光束的实际光斑面积,并通过中央处理器进行综合分析,可以判断激光器是否处于最佳的工作状态,即激光器的工作状态是否可以满足高质量切割,并且做出调整,减少不必要的经济损失,提高了装置的智能化,提高了装置的使用价值。
40、2、本发明在激光器不处于最佳的工作状态时,即激光器的工作状态不能满足高质量切割的时候,通过控制第一气缸、第二气缸和冷风机,可以及时对激光器的切割速度、工作位置进行调整,并对激光器内部激光介质的温度进行降温把控,以防止进一步升温对激光器输出功率造成影响,可以确保激光器可以进行长时间的高质量的切割工作,提高了装置的工作效率,可以减少不必要的经济损失,进一步提高了装置的使用价值。
- 还没有人留言评论。精彩留言会获得点赞!