贴装压合机构及撕膜贴装压合设备的制作方法
本发明涉及机械领域,尤其涉及一种贴装压合机构及撕膜贴装压合设备。
背景技术:
1、在手机制作时,需要给手机的玻璃盖板上粘贴感光元件,粘贴时,需要先将感光元件上的薄膜撕下,然后将感光元件撕掉薄膜的一边粘贴压合在玻璃盖板的相应位置。然而,由于玻璃盖板比较脆,粘贴压合时,如果压合力过大就会压裂玻璃盖板屏,压合力过小就会使得感光元件不能粘贴牢靠。现有技术中,控制压合头向下移动预设的行程使得其感光元件压合在玻璃盖板上,通过该行程很难在确保粘贴牢靠的同时不压裂玻璃盖板,压合效果差,控制精度差。
2、故,急需一种可解决上述问题的贴装压合机构。
技术实现思路
1、本发明的目的是提供一种贴装压合机构及撕膜贴装压合设备,该贴装压合机构先通过行程控制主粘贴头下降,再控制主粘贴头以慢速度逐渐下降并通过主粘贴头的压合力控制主粘贴头下降,确保玻璃盖板不破裂的同时,感光元件完全贴附在玻璃盖板屏上,压合效果好。
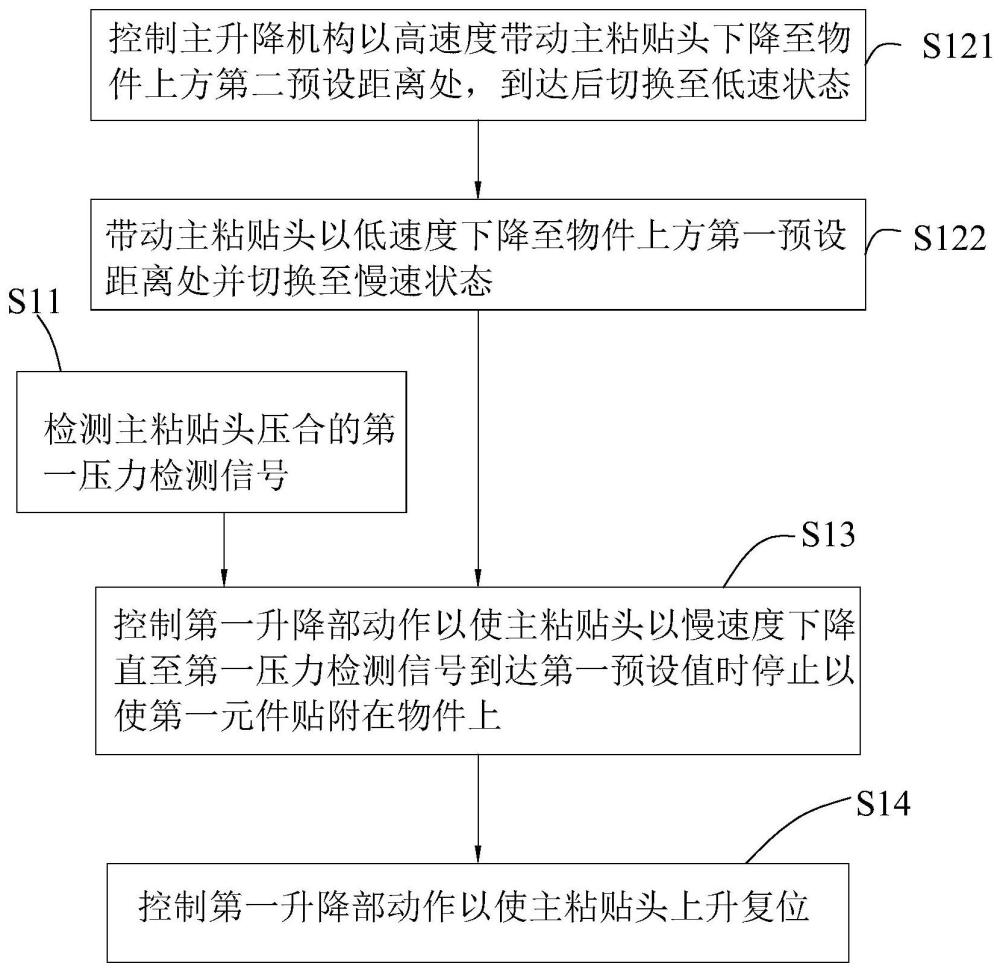
2、为了实现上述目的,本发明公开了一种贴装压合机构,用于将贴装物贴装在贴装平台的物件上,所述贴装物包括第一元件,包括机架;主升降机构,带动所述机架在竖直方向升降动作;主压合机构,安装于所述机架上并具有相对于所述机架在竖直方向上移动并与所述第一元件对应的主粘贴头;第一升降部,带动所述主粘贴头在竖直方向相对于所述机架升降动作;控制机构,包括一个或多个处理器、一个或多个存储器、存储于所述存储器中的至少一条可执行指令,所述至少一条可执行指令可使所述处理器检测所述主粘贴头压合的第一压力检测信号,并在贴装作业时执行以下贴装方法:控制所述主升降机构动作以使所述机架下降预设行程后停止,所述主粘贴头的主压合面随所述机架下降并与所述贴装平台上物件距离第一预设距离;控制所述第一升降部动作以使所述主粘贴头以慢速度下降直至所述第一压力检测信号到达第一预设值时停止以使所述第一元件贴附在所述物件上。
3、较佳地,所述主压合机构还包括第一支架、主压合组件、第一弹性件,所述第一支架沿竖直方向滑动安装于所述机架上,所述主压合组件沿竖直方向滑动安装于所述第一支架上,所述主压合组件上的主粘贴头位于所述主压合组件远离所述第一支架的一侧,所述第一弹性件安装于所述第一支架和主压合组件之间并对所述主粘贴头提供向下的缓冲弹力,所述第一升降部带动所述第一支架相对于所述机架移动。该第一弹性件可配合“通过主粘贴头的压合力控制主粘贴头下降”进一步提高压合效果。
4、具体地,贴装压合机构还包括第一压力传感器,所述第一压力传感器安装于所述第一弹性件的一端并检测所述主粘贴头向上的第一冲击力,所述控制机构依据所述第一冲击力和所述主粘贴头的重力计算所述第一压力检测信号。
5、较佳地,“控制所述主升降机构动作以使所述机架下降预设行程后停止”具体包括:控制所述主升降机构以高速度带动所述主粘贴头下降至所述物件上方第二预设距离处,到达第二预设距离处时带动所述主粘贴头以低速度下降至所述物件上方第一预设距离处并切换至慢速状态,在慢速状态将所述主粘贴头的下降速度限制在慢速度,所述第二预设距离大于所述第一预设距离,所述高速度大于所述低速度,所述低速度大于所述慢速度。
6、其中,所述高速度为500mm/s,所述低速度为20mm/s,所述慢速度2mm/s,所述第一预设距离为0.3mm,所述第二预设距离为5mm。
7、较佳地,所述主粘贴头的主压合面为具有真空吸孔的吸盘面,以使所述贴装压合机构可以实现贴装物的拾取和释放,所述主压合面在贴装作业时吸附所述第一元件直至所述第一元件贴附在所述物件上后释放所述第一元件。
8、较佳地,所述贴装物还包括与第一元件柔性连接的第二元件,所述第一元件的面积大于所述第二元件,所述贴装压合机构还包括:从压合机构,安装于所述机架上并具有相对于所述机架在竖直方向上移动并与所述第二元件对应的从粘贴头;第二升降部,带动所述从粘贴头在竖直方向相对于所述机架升降动作;所述至少一条可执行指令还可使所述处理器检测所述从粘贴头压合的第二压力检测信号;所述贴装方法中,在“控制所述第一升降部动作以使所述主粘贴头下降直至所述第一压力检测信号到达第一预设值时停止以使所述第一元件贴附在所述物件上”之前还包括:控制所述第二升降部动作以使所述从粘贴头以慢速度下降直至所述第二压力检测信号到达第二预设值时停止以使所述第二元件贴附在所述物件上;控制所述第二升降部动作以使所述从粘贴头上升复位。该方案使得本发明用于多个元件组成的元件组粘贴压合时,将多个元件一一粘贴压合,粘贴压合完一个后控制相应的粘贴头上升复位,防止干扰另一个粘贴头的粘贴压合。再者,本发明先粘贴小的元件再粘贴大的元件,减少先粘贴的元件对后粘贴元件的对位影响。
9、具体地,所述从压合机构还包括第二支架、从压合组件、第二弹性件,所述第二支架沿竖直方向滑动安装于所述机架上,所述从压合组件沿竖直方向滑动安装于所述第二支架上,所述从压合组件的从粘贴头位于所述从压合组件远离所述第二支架的一侧,所述第二弹性件安装于所述第二支架和从压合组件之间并对所述从粘贴头提供向下的缓冲弹力,所述第二升降部带动所述第二支架相对于所述机架移动,有效提高压合效果。
10、更具体地,贴装压合机构还包括第二压力传感器,所述第二压力传感器安装于所述第二弹性件的一端并检测所述从粘贴头的第二冲击力,依据所述第二冲击力和所述从粘贴头的重力计算所述第二压力检测信号。
11、具体地,“控制所述主升降机构动作以使所述机架下降预设行程后停止”具体包括:控制所述主升降机构以高速度带动所述从粘贴头下降至所述物件上方第二预设距离处,到达第二预设距离处时带动所述从粘贴头以低速度下降至所述物件上方第一预设距离处并切换至慢速状态,在慢速状态将所述从粘贴头的下降速度限制在慢速度,所述第二预设距离大于所述第一预设距离,所述高速度大于所述低速度,所述低速度大于所述慢速度。
12、具体地,所述从粘贴头的从压合面为具有真空吸孔的吸盘面,以使所述贴装压合机构可以实现第二元件的拾取和释放,所述从压合面在贴装作业时吸附所述第二元件直至所述第二元件贴附在所述物件上后释放所述第二元件。
13、其中,所述高速度为500mm/s,所述低速度为20mm/s,所述慢速度2mm/s,所述第一预设距离为0.3mm,所述第二预设距离为5mm。
14、较佳地,所述慢速度大于等于1mm/s且小于等于5mm/s,所述第一预设距离大于等于0.2mm且小于等于0.8mm。
15、较佳地,所述第一元件为柔性件,所述主粘贴头的主压合面为具有真空吸孔的吸盘面,以使所述贴装压合机构可以实现第一元件的拾取和释放,所述主压合面为从中间向四周逐渐降低的凸面,且所述主压合面的中心到四周的边沿的高度差大于等于第一预设值且小于等于第二预设值;所述主压合面在贴装作业时吸附所述第一元件直至所述第一元件贴附在所述物件上后释放所述第一元件,使得本发明还可以用于取料粘贴。该方案在确保主压合面吸取定位第一元件的同时,还确保了主压合面和第一元件之间的气泡少,吸附稳定,也确保了贴装作业时,第一元件的中间先接触目标的物件,有助于气体在贴装时排出,有效减少贴装时第一元件和物件之间的气泡。
16、更佳地,所述主压合面上的真空吸孔为真空度相对独立控制的第一真空吸孔和第二真空吸孔,所述第一真空吸孔的孔径为第一孔径,所述第二真空吸孔的孔径为第二孔径和第三孔径,所述第一孔径大于第二孔径,所述第二孔径大于第三孔径,所述主压合面上具有对角设置的第一角和第二角,所述第三孔径、第二孔径和第一孔径从所述第一角向第二角延伸排布,所述第二角为拉拔位,所述第一真空吸孔和第二真空吸孔中,孔径越大真空吸力越大,有效防止撕膜时,在撕膜一半后薄膜破裂。
17、本发明还公开了一种撕膜贴装压合设备,包括取料台、撕膜位、压合台、撕膜部、三轴输送机构以及贴装压合机构,所述贴装压合机构为如上所述的贴装压合机构,所述三轴输送机构带动所述贴装压合机构在取料台、撕膜位、压合台之间移动,所述至少一条可执行指令还可以使得所述控制机构执行取料撕膜方法,所述取料撕膜方法包括:控制所述贴装压合机构移动至所述取料台上方并抓取所述贴装物;控制所述贴装压合机构移动至所述撕膜位处,控制所述撕膜部抓取所述主压合面拉拔位处第一元件的薄膜,从拉拔位开始逐渐撕下薄膜;撕膜完成后控制所述贴装压合机构携带所述贴装物移动至所述压合台上方进行贴装作业以执行所述贴装方法。
18、较佳地,撕膜时还检测所述主压合面的真空吸孔的真空度,依据所述撕膜的位置判断未撕膜的部位的真空吸孔的真空环境是否破坏,若是则判断所述第一元件上的薄膜破裂并停止撕膜动作,并将该贴装物标记为不合格品放入回收箱。
19、与现有技术相比,本发明的贴装压合机构先通过行程控制主粘贴头下降,再控制主粘贴头以慢速度逐渐下降并通过主粘贴头的压合力控制主粘贴头下降的时间,确保玻璃盖板不破裂的同时,感光元件完全贴附在玻璃盖板屏上,压合效果好。
- 还没有人留言评论。精彩留言会获得点赞!