连接件自动打钉机的制作方法
本技术涉及连接件加工的领域,尤其是涉及一种连接件自动打钉机。
背景技术:
1、连接件运用于连接软性或者硬性管道的连接,实现将多根管材拼装成一个货架。
2、参照图1,相关技术中公开的连接件包括固定螺丝、固定螺帽和两个半管体,半管体表面开设有供固定螺丝端部穿设的连接孔,当两个半管体拼接形成连接件时,两个半管体上的连接孔连通,固定螺丝端部依次穿设两个半管体上的连接孔并螺纹拧紧固定在固定螺帽内圈形成固定。
3、连接件加工时,需要工作人员将两个半管体拼接形成连接件,再使用螺丝刀将固定螺丝端部依次穿设两个半管体上的连接孔并螺纹拧紧固定在固定螺帽内圈形成固定,工作人员长时间重复单一的加工动作而疲惫,导致连接件的加工效率降低,从而延长连接件的加工周期,增加连接件的加工成本。
技术实现思路
1、为了改善连接件的加工效率的问题,本技术提供一种连接件自动打钉机。
2、本技术提供的一种连接件自动打钉机,采用如下的技术方案:
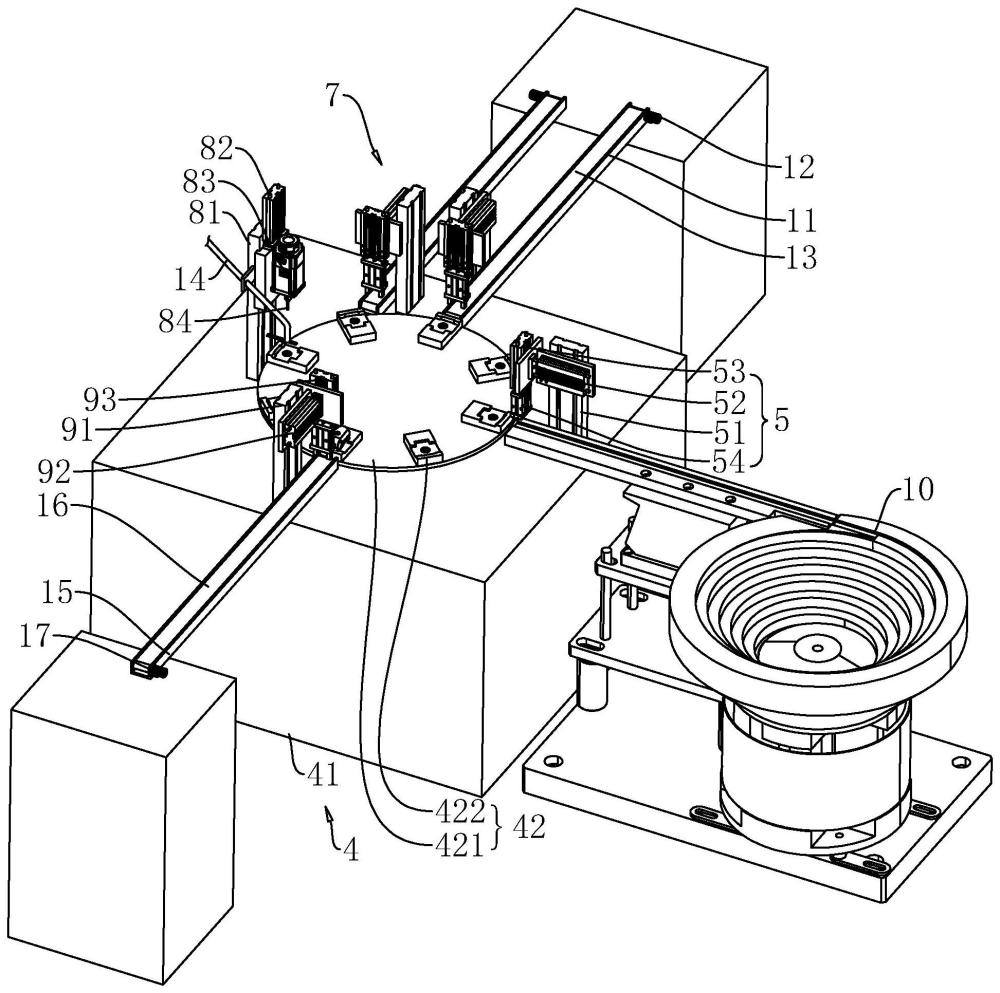
3、一种连接件自动打钉机,包括定位组件、上料组件一、上料组件二、上料组件三、拧紧组件和下料组件,所述定位组件包括底座和转盘,所述转盘转动连接在底座表面,所述转盘上设置有上料工位一、上料工位二、上料工位三、拧紧工位和下料工位,所述上料工位一、上料工位二、上料工位三、拧紧工位和下料工位绕转盘转动轴线间隔分布,所述上料组件一连接在底座上,所述上料组件一能够夹持固定螺帽并放置在上料工位一上,所述上料组件二连接在底座上,所述上料组件二能够夹持其中一个半管体叠放在上料工位二上的固定螺帽上方,且固定螺帽嵌入连接孔内形成定位,所述上料组件三连接在底座上,所述上料组件三能够夹持另一个半管体叠放在上料工位三上的半管体上方,两个半管体拼接形成连接件,所述拧紧组件连接在底座上,所述拧紧组件能够驱使固定螺丝一端一次穿设拧紧工位上的两个连接孔并与固定螺帽内圈拧紧固定,所述下料组件连接在底座上,所述下料组件能夹持下料工位上的连接件并进行下料。
4、通过采用上述技术方案,转盘转动连接在底座上,上料工位一、上料工位二、上料工位三、拧紧工位和下料工位绕转盘转动轴线间隔分布,上料组件一能够夹持固定螺帽并放置在上料工位一上,转盘转动,带动固定螺帽位于上料工位二上,上料组件二夹持其中一个半管体叠放在上料工位二上的固定螺帽的上方,固定螺帽嵌入半管体上的连接孔内形成定位,转盘再次转动,带动固定螺帽和半管体位于上料工位二上,上料组件三夹持另一个半管体叠放在上料工位三上的半管体的上方,两个半管体拼接形成连接件,实现连接件的初步安装;同时转盘转动,带动两个半管体位于拧紧工位上,拧紧组件驱使固定螺丝一端依次穿设拧紧工位上的两个连接孔并拧紧固定在固定螺帽内圈,实现连接件的加工完成,转盘转动,带动连接件位于下料工位上,下料组件夹持连接件并脱离下料工位,实现连接件的自动加工完成,无需工作人员长时间重复单一加工工作,降低工作人员的工作负担,提高连接件的加工效率,缩短连接件的加工周期,降低连接件的加工成本。
5、可选的,所述转盘包括转动部和多个限位部,所述转动部转动连接在底座上,所述上料工位一、上料工位二、上料工位三、拧紧工位和下料工位均位于转动部上,多个所述限位部间隔连接在转动部表面,多个所述限位部绕转动部轴线间隔分布,所述限位部表面开设有容纳半管体的限位槽,所述限位槽内壁开设有容纳固定螺帽的限位孔,当所述限位部位于上料工位一上时,所述上料组件一夹持固定螺帽并嵌入限位孔内形成限位,当所述限位部位于上料工位二上时,所述上料组件二夹持半管体并嵌入限位槽内形成限位。
6、通过采用上述技术方案,转动部在底座上转动时,带动限位部依次经过上料工位一、上料工位二、上料工位三、拧紧工位和下料工位,当限位部位于上料工位一上时,上料组件一夹持固定螺帽嵌入限位孔内,固定螺帽外壁抵接限位孔内壁形成限位,同时转动部转动,带动限位部位于上料工位二上,上料组件二夹持其中一共半管体嵌入限位槽内,固定螺帽远离限位孔的端部嵌入半管体上的连接孔内,实现固定螺帽和半管体的初步限位,转动部继续转动并驱使限位部位于上料工位三上,上料组件三驱使另一个半管体叠放在上料工位三上的半管体,两个半管体拼接形成连接件,转动部转动驱使限位部位于拧紧工位上,拧紧组件驱使固定螺丝穿设拧紧工位上两个半管体的连接孔并螺纹拧紧固定在固定螺帽内圈形成固定,转动部转动带动限位部位于下料工位上,下料组件夹持加工完成的连接件脱离限位槽,实现对连接件的自动下料,无需工作人员手动操作,提高对连接件的加工效率,同时限位部设置有多个,实现对多个连接件的同时加工,进一步缩短连接件的加工周期,降低连接件的加工成本。
7、可选的,所述上料组件一包括支撑架、移动气缸一、移动气缸二以及夹持气缸,所述移动气缸一连接在支撑架上,所述移动气缸一活塞杆朝向转动部轴线,所述移动气缸二连接在移动气缸一活塞杆上,所述移动气缸二活塞杆轴线和转动部轴线相互平行,所述夹持气缸连接在移动气缸二活塞杆上,所述夹持气缸夹持端朝向底座,当所述夹持气缸夹持端夹持有固定螺帽时,所述移动气缸一驱使移动气缸二靠近上料工位一,固定螺帽位于所述限位孔正上方,所述移动气缸二驱使夹持气缸靠近限位孔,固定螺帽嵌入所述限位孔内。
8、通过采用上述技术方案,上料组件一运行时,夹持气缸夹持固定螺帽,移动气缸一驱使移动气缸二靠近限位部,固定螺帽位于限位孔正上方,移动气缸二驱使夹持气缸靠近限位部,夹持气缸夹持的固定螺帽嵌入限位孔内,夹持气缸松开固定螺帽,实现固定螺帽的自动上料,无需工作人员手动上料,降低工作人员的工作负担,提高连接件的加工效率。
9、可选的,所述拧紧组件包括拧紧架,驱动气缸、拧紧电机和拧紧螺丝刀,所述拧紧架连接在底座表面,所述驱动气缸连接在拧紧架上,所述驱动气缸活塞杆轴线和移动气缸二活塞杆轴线相互平行,所述拧紧电机连接在驱动气缸活塞杆上,所述拧紧电机电机轴轴线和驱动气缸活塞杆轴线相互平行,所述驱动气缸活塞杆朝向拧紧工位的端部连接在拧紧螺丝刀上,当所述拧紧螺丝刀加工端朝向限位部上半管体的连接孔时,所述驱动气缸驱使拧紧电机靠近拧紧工位,同时所述拧紧电机驱使拧紧螺丝刀转动,所述拧紧螺丝刀驱使固定螺丝穿设两个半管体上的连接孔并螺纹拧紧固定在固定螺帽内圈形成固定。
10、通过采用上述技术方案,当叠放有两个半管体的限位部转动至拧紧工位时,拧紧螺丝刀加工端朝向半管体上的连接孔,拧紧气缸驱使拧紧电机靠近连接孔,拧紧电机驱使拧紧螺丝刀转动,拧紧螺丝刀驱使固定螺丝穿设两个半管体上的连接孔并螺纹拧紧固定在固定螺帽内圈形成固定,实现连接件的加工完成。
11、可选的,所述下料组件包括下料架、下料气缸一、下料气缸二以及抓夹气缸,所述下料架连接在底座上,所述下料气缸一连接在下料架上,所述下料气缸一活塞杆端部朝向转动部轴线,所述下料气缸二连接在下料气缸一活塞杆上,所述下料气缸二活塞杆轴线和转动部轴线相互平行,所述抓夹气缸连接在下料气缸二活塞杆上,所述夹持气缸夹持端朝向底座,当所述下料气缸一驱使下料气缸二靠近下料工位时,所述抓夹气缸夹持端朝向限位部上的连接件,所述下料气缸二驱使抓夹气缸靠近连接件,抓夹气缸夹持限位槽内的连接件并脱离限位槽。
12、通过采用上述技术方案,当容纳有连接件的限位部转动至下料工位时,下料气缸一驱使下料气缸二靠近下料工位,抓夹气缸夹持端朝向连接件,下料气缸二驱使抓夹气缸靠近连接件,抓夹气缸夹持端夹持连接件并驱使连接件脱离限位槽,实现对连接件的自动下料,无需工作人员手动进行下料,降低工作人员的工作负担,提高对连接件的加工效率。
13、可选的,所述底座上连接有连接架、两个同步轮和与同步轮搭配使用的同步带,所述连接架一端连接在底座靠近下料架的表面,所述连接架另一端朝远离底座的方向延伸,两个所述同步轮一一对应转动连接在连接架两端,所述同步带张紧连接两个同步轮,且所述抓夹气缸夹持端朝向同步带表面。
14、通过采用上述技术方案,当抓夹气缸夹持端夹持限位槽内的连接件时,下料气缸二驱使抓夹气缸远离限位槽,实现连接件在限位槽内的脱离,同时下料气缸一驱使下料气缸二远离转动部,抓夹气缸夹持连接件并朝向同步带表面,两个同步轮转动,带动同步带上的连接件远离底座,使连接件不易堆积在底座表面,从而提高对连接件的加工效率。
15、可选的,所述底座上连接有运输架、两个运输轮和与运输轮搭配使用的运输带,所述运输架连接在底座靠近上料组件二的表面,所述运输架另一端朝向储存半管体的存储仓,两个所述运输轮一一对应转动连接在运输架两端,所述运输带张紧连接两个运输轮,且所述上料组件夹持端能够朝向运输带表面。
16、通过采用上述技术方案,工作人员将存储仓内的半管体放置在运输带表面,两个运输轮转动,带动运输带上的半管体靠近底座,无需工作人员在存储仓和底座之间来回跑动,降低工作人员的工作负担,提高连接件的加工效率,同时上料组件夹持端能够夹持运输带表面的半管体并放置在上料工位二上,实现半管体的自动上料。
17、可选的,所述限位孔内壁连接有抵紧环囊,所述抵紧环囊内圈能够抵紧固定螺帽外圈形成限位。
18、通过采用上述技术方案,当夹持气缸夹持固定螺帽并嵌入限位孔内时,夹持气缸夹持端松开固定螺帽,使夹持气缸对固定螺帽的限位效果消失,同时抵紧环囊内圈抵紧固定螺帽外圈形成固定,使固定螺帽在限位孔内不易发生偏移,从而保证固定螺帽上料的稳定性。
19、可选的,所述限位部上连接有充气活塞,所述限位孔内壁开设有供充气活塞滑移的密封腔,所述密封腔连通抵紧环囊内腔,所述充气活塞朝向密封腔的端部连接有复位弹性件,所述复位弹性件远离充气活塞的端部连接在密封腔内壁上,所述复位弹性件具有弹力驱使充气活塞朝靠近限位孔的方向滑移,且所述充气活塞端部凸出限位孔内壁的趋势,所述充气活塞凸出限位孔内壁的端部能够抵接固定螺帽表面,且固定螺帽重力大于所述复位弹性件弹力。
20、通过采用上述技术方案,当夹持气缸夹持固定螺帽并嵌入限位孔内时,固定螺帽重力大于复位弹性件弹力,固定螺帽表面抵接充气活塞并驱使充气活塞朝靠近密封腔的方向滑移,带动密封腔内的空气进入抵紧环囊内腔,抵紧环囊内圈增压膨胀并抵紧固定螺帽外周形成限位,使固定螺帽在限位孔内不易发生偏移,从而提高固定螺帽在限位孔内的限位稳定性。
21、可选的,所述充气活塞包括密封部和电磁部,所述密封部一端连接在电磁部上,所述密封部另一端连接在复位弹性件上,所述电磁部凸出限位孔的表面能够抵接固定螺帽表面,所述密封腔内壁连接有触点开关,所述触点开关与电磁部电连接,当所述密封部朝靠近密封腔的方向滑移时,所述触点开关抵接密封部并导通,所述电磁部得电具有磁性,所述电磁部吸附固定螺帽形成限位。
22、通过采用上述技术方案,当固定螺帽嵌入限位孔内时,固定螺帽抵接电磁部并驱使密封部朝靠近密封腔的方向滑移,触点开关抵接密封部并导通,电磁部得电具有磁性,电磁部吸附固定螺帽形成限位,使固定螺帽在限位孔内不易发生偏移,从而提高固定螺帽在限位孔内的限位稳定性。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.定位组件、上料组件一、上料组件二、上料组件三、拧紧组件和下料组件的设置,实现连接件的自动加工完成,无需工作人员长时间重复单一加工工作,降低工作人员的工作负担;提高连接件的加工效率,缩短连接件的加工周期,降低连接件的加工成本;
25、2.转动部和多个限位部的设置,实现对多个连接件的同时加工,进一步缩短连接件的加工周期,降低连接件的加工成本;
26、3.支撑架、移动气缸一、移动气缸二和夹持气缸的设置,实现固定螺帽的自动上料,无需工作人员手动上料,降低工作人员的工作负担,提高连接件的加工效率。
- 还没有人留言评论。精彩留言会获得点赞!