一种具有自动抓件功能的汽车零部件焊接工作站的制作方法
本发明属于焊接设备,具体涉及一种具有自动抓件功能的汽车零部件焊接工作站。
背景技术:
1、在汽车和汽车零部件的生产过程中,焊接工艺是一种主要手段,由于让作业人员手动进行焊接较为不便且作业精度较低,现有的技术手段一般利用由多个工位以及对应多个工位设置的焊接工作站构成的焊接工作站完成焊接作业。
2、一般的焊接工作站利用的焊接机器人,虽然实现了焊接过程中的自动化,然而,对于如何将工件放置到工位上,一般的焊接工作站依然采用作业人员手动放置的方式,自动化程度不高,为此,例如中国专利cn103010726b公开的一种汽车焊接生产线的自动上件装置,包括基座、可移动的物料架,所述物料架的上部设有若干有序排列的工件定位支架,所述基座的一侧具有一个向内凹陷的容纳凹腔,容纳凹腔内设有导向机构,所述物料架可在导向机构的引导下从基座的一侧进入容纳凹腔内,基座上还设有顶升物料架的顶升装置以及控制顶升装置动作的控制器,在顶升装置与物料架之间设有定位物料架的定位机构,其通过采用分体结构,能满足不同车型、不同工件的上件需要,并且可显著降低操作人员的劳动强度,动作平稳,安全性能高;然而,实际生产中,工件在机械手转运过程中有概率因为抓取不稳或者零件自身的特性,例如结构强度较低,产生振动,此时零件有概率因为振动导致自身损坏,或者其上刚焊接完毕的零部件因为振动掉落,而上述结构中,虽然采用了机械手对工件进行自动抓取,并根据定位机构提高机械手抓取工件的精度,并未对振动采取措施,为此,需要一种振动对抓取转运影响低的具有自动抓件功能的汽车零部件焊接工作站。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种具有自动抓件功能的汽车零部件焊接工作站,具有振动对抓取转运影响低的特点。
2、本发明的目的可以通过以下技术方案实现:
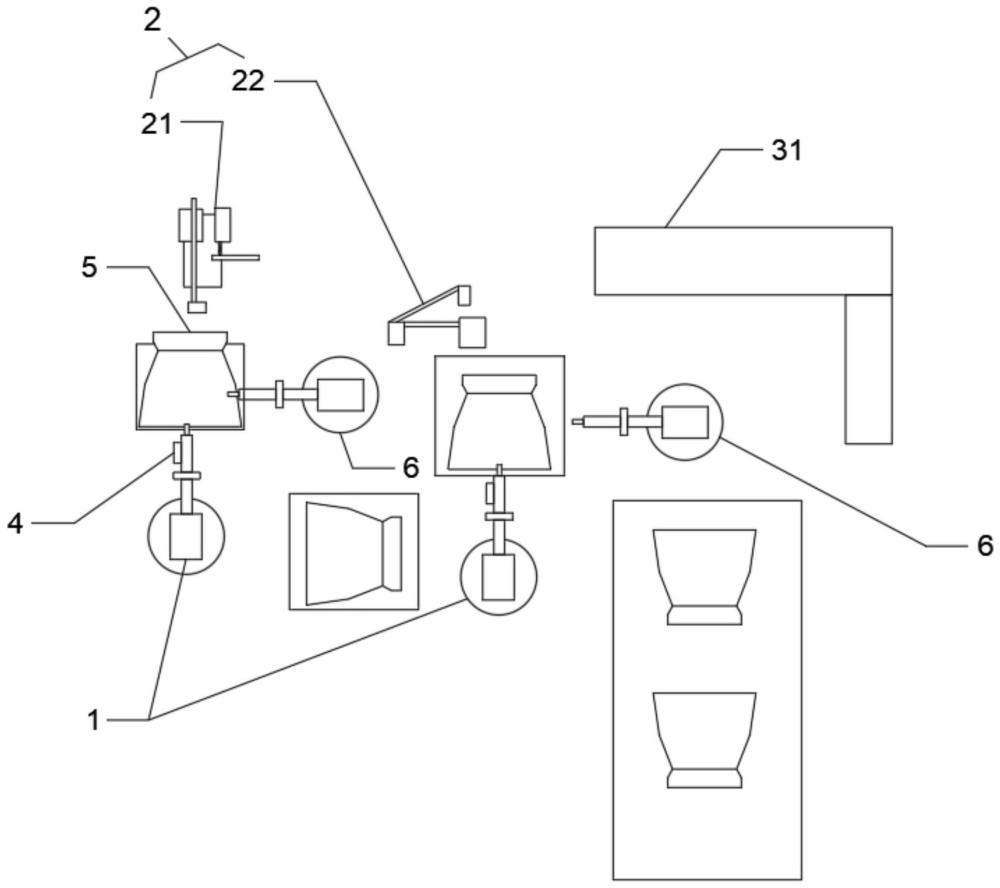
3、一种具有自动抓件功能的汽车零部件焊接工作站,包括控制模块、若干工位、抓手机器人和焊接机器人,所述控制模块和所述抓手机器人电连接,所述抓手机器人用于在控制模块的指令下抓取工件并带动工件在若干工位之间转移,所述焊接机器人用于将若干零件焊接在工位的工件上;
4、所述抓手机器人一侧设置有振动检测模块,所述振动检测模块用于在抓手机器人带动工件在若干工位之间转移的过程中检测自身与工件的距离,并将距离数据以每秒一次的频率上传至控制模块,所述控制模块收到距离数据后判断距离数据是否符合参考值,当判断结果为否时,所述控制模块发出告警信号。
5、作为本发明的一种优选技术方案,所述控制模块在每次指令抓手机器人带动工件在若干工位之间转移前,先指令抓手机器人带动工件在垂直方向上进行预移动,所述振动检测模块在预移动期间检测自身与工件的距离,并将距离数据以每秒一次的频率上传至控制模块,所述控制模块收到距离数据后判断距离数据是否符合参考值,当判断结果为否时,所述控制模块发出告警信号。
6、作为本发明的一种优选技术方案,还包括辅助抓取模块,所述辅助抓取模块包括辅助抓手机器人,所述辅助抓取模块与控制模块电连接,所述控制模块收到距离数据后判断距离数据是否符合参考值,当判断结果为否时,所述控制模块指令辅助抓取模块抓取工件并带动工件在若干工位之间转移。
7、作为本发明的一种优选技术方案,所述控制模块预先输入有距离参考值r0和零件参考数量d0,所述振动检测模块在预移动期间检测自身与工件的距离,并将距离数据r以每秒一次的频率上传至控制模块,所述控制模块读取当前转运工件上的零件数量d,所述控制模块收到距离数据后判断距离数据是否大于(1-a)×x×r0并小于(1+a)×y×r0,当判断结果为否时,所述控制模块指令辅助抓取模块抓取工件并带动工件在若干工位之间转移;
8、其中,x=0.1d/d0+0.95,y=0.1d0/d+0.85,d0≤d≤2d0,a为预先输入至控制模块的常数,0.1≤a≤0.2。
9、作为本发明的一种优选技术方案,所述控制模块收到距离数据后判断距离数据是否大于(1-0.5a)×x×r0并小于(1+0.5a)×y×r0,当判断结果为否,所述控制模块指令抓手机器人减慢带动工件在若干工位之间转移的速度,并判断距离数据是否大于(1-a)×x×r0并小于(1+a)×y×r0,当判断结果为否时,所述控制模块指令辅助抓取模块抓取工件并带动工件在若干工位之间转移。
10、作为本发明的一种优选技术方案,所述抓手机器人一侧设置有传送带,所述抓手机器人用于抓取工件并将工件从工位转移至传送带上。
11、作为本发明的一种优选技术方案,还包括控制面板,所述控制面板和控制模块电连接,所述控制面板用于输入a的值,并向控制模块发送指令。
12、本发明的有益效果为:
13、(1)通过使控制模块在指令抓手机器人移动工件前,先指令抓手机器人带动工件在垂直方向上进行预移动,可在运输前对工件进行振动检测,并在检测到较大振动时发出告警信号,延长了当振动较大时作业人员的处理时间,进一步降低了振动造成的影响,同时对于会在运输中发生脱落的零件,使其在预移动时即脱落,降低了脱落零件的初始速度,进一步降低了振动造成的影响;
14、(2)通过使控制模块收到距离数据后判断距离数据是否大于(1-a)×x×r0并小于(1+a)×y×r0,完成在判断振动是否过大中引入工件上零件数量进行修正,在工件上零件数量较多,一个或多个零件脱落的概率更大时提高判断标准,在较小程度的振动发生时即发出信号并采取措施,降低振动对运输造成的影响,在工件上零件数量较少,零件脱落的概率更小时降低判断标准,防止过于频繁地采取措施,保证生产效率;
15、(3)通过使控制模块用两个参考值区间将振动幅度的情况分为两类,并根据两类情况分别调整,在幅度较小时采取运输效率代价较低的措施,在幅度较大时采取运输效率代价较高的措施,降低振动造成的影响的同时,进一步提高生产效率。
技术特征:
1.一种具有自动抓件功能的汽车零部件焊接工作站,其特征在于:包括控制模块、若干工位、抓手机器人和焊接机器人,所述控制模块和所述抓手机器人电连接,所述抓手机器人用于在控制模块的指令下抓取工件并带动工件在若干工位之间转移,所述焊接机器人用于将若干零件焊接在工位的工件上;
2.根据权利要求1所述的一种具有自动抓件功能的汽车零部件焊接工作站,其特征在于:所述控制模块在每次指令抓手机器人带动工件在若干工位之间转移前,先指令抓手机器人带动工件在垂直方向上进行预移动,所述振动检测模块在预移动期间检测自身与工件的距离,并将距离数据以每秒一次的频率上传至控制模块,所述控制模块收到距离数据后判断距离数据是否符合参考值,当判断结果为否时,所述控制模块发出告警信号。
3.根据权利要求1所述的一种具有自动抓件功能的汽车零部件焊接工作站,其特征在于:还包括辅助抓取模块,所述辅助抓取模块包括辅助抓手机器人,所述辅助抓取模块与控制模块电连接,所述控制模块收到距离数据后判断距离数据是否符合参考值,当判断结果为否时,所述控制模块指令辅助抓取模块抓取工件并带动工件在若干工位之间转移。
4.根据权利要求2所述的一种具有自动抓件功能的汽车零部件焊接工作站,其特征在于:所述控制模块预先输入有距离参考值r0和零件参考数量d0,所述振动检测模块在预移动期间检测自身与工件的距离,并将距离数据r以每秒一次的频率上传至控制模块,所述控制模块读取当前转运工件上的零件数量d,所述控制模块收到距离数据后判断距离数据是否大于(1-a)×x×r0并小于(1+a)×y×r0,当判断结果为否时,所述控制模块指令辅助抓取模块抓取工件并带动工件在若干工位之间转移;
5.根据权利要求4所述的一种具有自动抓件功能的汽车零部件焊接工作站,其特征在于:所述控制模块收到距离数据后判断距离数据是否大于(1-0.5a)×x×r0并小于(1+0.5a)×y×r0,当判断结果为否,所述控制模块指令抓手机器人减慢带动工件在若干工位之间转移的速度,并判断距离数据是否大于(1-a)×x×r0并小于(1+a)×y×r0,当判断结果为否时,所述控制模块指令辅助抓取模块抓取工件并带动工件在若干工位之间转移。
6.根据权利要求1所述的一种具有自动抓件功能的汽车零部件焊接工作站,其特征在于:所述抓手机器人一侧设置有传送带,所述抓手机器人用于抓取工件并将工件从工位转移至传送带上。
7.根据权利要求1所述的一种具有自动抓件功能的汽车零部件焊接工作站,其特征在于:还包括控制面板,所述控制面板和控制模块电连接,所述控制面板用于输入a的值,并向控制模块发送指令。
技术总结
本发明涉及一种具有自动抓件功能的汽车零部件焊接工作站,属于焊接设备技术领域,包括控制模块、若干工位、抓手机器人和焊接机器人,所述控制模块和所述抓手机器人电连接,所述抓手机器人用于在控制模块的指令下抓取工件并带动工件在若干工位之间转移,所述焊接机器人用于将若干零件焊接在工位的工件上,抓手机器人一侧设置有振动检测模块,振动检测模块用于在抓手机器人带动工件在若干工位之间转移的过程中检测自身与工件的距离,并将距离数据以每秒一次的频率上传至控制模块,所述控制模块收到距离数据后判断距离数据是否符合参考值,当判断结果为否时,所述控制模块发出告警信号;其通过设置振动检测模块,降低了振动对抓取转运影响。
技术研发人员:苏英豪,冯海良,杨理,洪新平
受保护的技术使用者:广州宇龙汽车零部件有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!