一种异形玻璃切割的激光精度控制方法与流程
本发明涉及玻璃激光切割,具体涉及一种异形玻璃切割的激光精度控制方法。
背景技术:
1、玻璃是一种广泛应用于建筑、医疗、汽车、平板显示器和电子等领域的重要工程材料。玻璃的形状和尺寸的精确切割是玻璃加工的关键步骤,它直接影响了玻璃的质量、表面光洁度和使用寿命,激光切割是利用激光束在玻璃表面产生高温熔化或蒸发的效应进行切割的方法,它具有切割精度高、切割形状任意、切割边缘质量优良、切割过程无污染等优点。
2、在相关技术中,对于异形玻璃的激光切割,如何提高切割速度和精度,如何减少切割过程中的热损伤和裂纹,如何实现复杂曲线的切割,如何降低切割成本是激光切割中需要考虑的问题,为此,我们提出一种异形玻璃切割的激光精度控制方法。
3、本背景技术部分中公开的以上信息仅用于理解本发明构思的背景技术,并且因此,它可以包含不构成现有技术的信息。
技术实现思路
1、为了克服现有技术的不足,本发明提供了一种异形玻璃切割的激光精度控制方法以解决上述背景技术中提出的对于异形玻璃的激光切割,如何提高切割速度和精度,如何减少切割过程中的热损伤和裂纹,如何实现复杂曲线的切割,如何降低切割成本的问题。
2、本发明解决其技术问题所采用的技术方案是:一种异形玻璃切割的激光精度控制方法,具体步骤和过程如下:
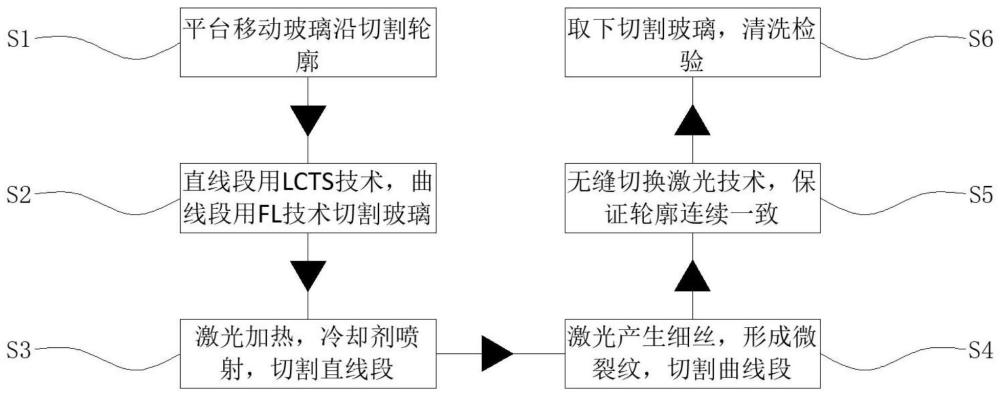
3、s1:将待切割的异形玻璃放置在一个可移动的平台上,通过计算机控制平台的运动,使玻璃沿着预设的切割轮廓移动;
4、s2:在切割轮廓上,根据切割方向和曲率,将切割轮廓分为直线段和曲线段,直线段采用激光控制热裂解(lcts)技术切割,曲线段采用皮秒激光细丝化(fl)技术切割;
5、s3:对于直线段,使用一个椭圆形的co2激光束,激光束的波长为10.6微米,沿着切割方向在玻璃表面进行加热,然后通过一个喷嘴在加热区域喷射冷却剂,使玻璃表面产生微裂纹,从而实现切割,直线段的切割速度为1000毫米/秒;
6、s4:对于曲线段,使用一个皮秒激光束,激光束的波长为1064纳米,沿着切割方向在玻璃内部进行加热,使玻璃内部产生高密度的等离子体细丝,从而在玻璃内部产生微裂纹,从而实现切割,曲线段的切割速度为100毫米/秒;
7、s5:在切割轮廓的转折点,即直线段和曲线段的交接处,通过计算机控制激光束的开关,实现两种激光切割技术的无缝切换,保证切割轮廓的连续性和一致性;
8、s6:在切割完成后,将切割后的玻璃从平台上取下,进行后续的清洗和检验。
9、作为一种优化的技术方案,所述计算机控制平台的运动,是通过设置的闭环控制系统来实现的,该系统包括以下几个结构部件:
10、计算机,用于接收切割轮廓的数据,计算平台的目标位置和速度,发送控制指令给驱动器;
11、驱动器,用于接收计算机的控制指令,驱动平台的电机,使平台按照目标位置和速度运动;
12、电机,用于将电能转化为机械能,驱动平台的运动;
13、编码器,用于检测平台的实际位置和速度,将反馈信号发送给计算机;
14、平台,用于承载待切割的玻璃,沿着x轴和y轴进行平面运动。
15、作为一种优化的技术方案,所述计算机控制平台的运动的步骤和工作原理如下:
16、a1:计算机根据切割轮廓的数据,计算平台在每一时刻的目标位置和速度,分别为xd(t)和yd(t),以及vx(t)和vy(t);
17、a2:计算机根据平台的实际位置和速度,分别为x(t)和y(t),以及vx(t)和vy(t),计算平台的位置误差和速度误差,分别为ex(t)=xd(t)-x(t)和ey(y)=yd(t)-y(t),以及evx(t)=vx(t)-vx(t)和evy(t)=vy(t)-vy(t);
18、a3:计算机根据平台的位置误差和速度误差,采用比例-积分-微分(pid)控制器,计算平台的控制电压,分别为ux(t)和uy(t),并发送给驱动器。pid控制器的数学表达式为;
19、
20、
21、其中,kpx,kix,kdx,kpy,kiy,kdy是pid控制器的参数,可以根据系统的性能要求进行调节;
22、a4:驱动器根据计算机的控制电压,驱动平台的电机,使平台按照目标位置和速度运动;
23、a5:编码器根据平台的实际位置和速度,将反馈信号发送给计算机,形成一个闭环控制系统,使平台的运动精确和稳定。
24、作为一种优化的技术方案,所述驱动器由电源模块、控制模块和输出模块组成,所述电源模块负责将交流电转换为直流电,所述控制模块负责接收计算机的控制指令,并生成相应的pwm波形,所述输出模块负责将pwm波形转换为电机所需的电流和电压。
25、作为一种优化的技术方案,所述lcts技术的结构组成:
26、一个椭圆形的co2激光器,用于在玻璃表面产生高温熔化或蒸发的效应;
27、一个喷嘴,用于在加热区域喷射冷却剂,使玻璃表面形成微裂纹;
28、一个可移动的平台,用于承载待切割的玻璃,沿着直线段移动;
29、所述lcts技术的工作步骤:
30、a1:将待切割的玻璃放置在平台上,通过计算机控制平台的运动,使玻璃沿着直线段移动;
31、a2:使用椭圆形的co2激光束沿着切割方向在玻璃表面进行加热,使玻璃表面产生高温熔化或蒸发的效应;
32、a3:通过喷嘴在加热区域喷射冷却剂,使玻璃表面形成微裂纹,从而实现切割。
33、作为一种优化的技术方案,所述fl技术的结构组成:
34、一个皮秒激光器,用于在玻璃内部产生高密度的等离子体细丝,从而在玻璃内部形成微裂纹;
35、一个可移动的平台,用于承载待切割的玻璃,沿着曲线段移动;
36、fl技术的工作步骤:
37、c1:将待切割的玻璃放置在平台上,通过计算机控制平台的运动,使玻璃沿着曲线段移动;
38、c2:使用皮秒激光束沿着切割方向在玻璃内部进行加热,使玻璃内部产生高密度的等离子体细丝,从而在玻璃内部形成微裂纹,从而实现切割。
39、作为一种优化的技术方案,所述计算机判断到达直线段和曲线段的交接处的过程为:
40、计算机根据切割轮廓的数据,计算平台在每一时刻的目标位置和速度,以及切割方向和曲率,从而判断到达直线段和曲线段的交接处,当平台的目标位置和速度发生突变时,或者当切割方向和曲率的变化率超过一定阈值时,计算机认为到达了转折点;
41、计算机如何实现两组激光切割技术的无缝切换:
42、计算机通过控制激光器的开关和调节,实现两组激光切割技术的无缝切换;当计算机判断到达转折点时,计算机会根据切割轮廓的数据,计算下一段切割所需的激光切割技术,然后发送相应的控制指令给激光器,使激光器在短时间内切换到相应的激光模式,包括激光的波长、功率、形状、聚焦度等参数,从而实现无缝切换。
43、作为一种优化的技术方案,所述实现无缝切换所需的部件有:
44、一个计算机,用于接收切割轮廓的数据,计算平台的目标位置和速度,判断转折点,发送控制指令给激光器;
45、一个激光器,用于根据计算机的控制指令,切换到相应的激光模式,产生不同的激光束;
46、一个光纤,用于将激光器产生的激光束传输到切割头;
47、一个切割头,用于根据激光模式的不同,调节激光束的聚焦度和偏转角度,使激光束沿着切割方向在玻璃上进行切割;
48、一个可移动的平台,用于承载待切割的玻璃,沿着切割轮廓移动。
49、本发明所具有的有益效果是:
50、能够根据切割轮廓的特点,灵活地选择合适的激光切割技术,实现异形玻璃的高效、高质量的切割,同时降低切割成本和切割时间,提高切割效率和切割质量,该方法适用于各种类型和厚度的玻璃,可以满足不同领域的玻璃切割需求。
- 还没有人留言评论。精彩留言会获得点赞!