一种多段折弯机及其折弯方法与流程
本发明属于折弯机,具体涉及一种多段折弯机及其折弯方法。
背景技术:
1、折弯机是钣金行业工件折弯成形的重要设备,其作用是将金属板条根据工艺需要压制成各种形状的零件,其将工件放置在冲压台的模槽上部,通过冲压结构对工件进行冲压,使工件一部分凹陷进模槽内,多段折弯机是指将工件一次性或多次性压制折弯成多段的形状,工件在被压制折弯后,冲压结构回位,模槽底部的弹性件将工件顶到模槽上部,工人再取件,由于金属工件的特性,工件在逐渐离开模槽时会释放应力,工件结构会产生回弹现象,这就导致了工件生产出的尺寸与实际设定尺寸发生偏差,现有技术通过选择具有合适弹性模量、屈服强度和抗拉强度材料的工件,但此技术对工件的适用性狭窄,且效果不佳,工件在从模槽内逐渐上升过程中,回弹现象依然明显。
技术实现思路
1、为解决上述技术问题的不足,本发明提供了一种多段折弯机,技术方案包括:
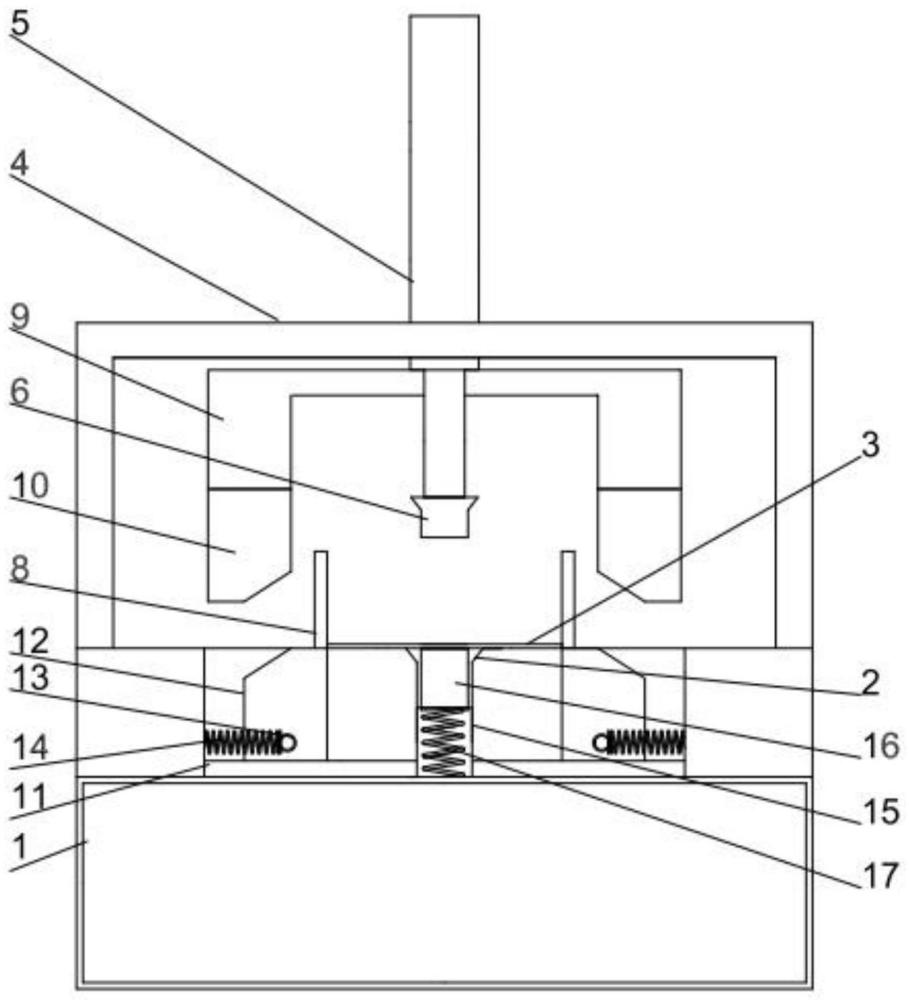
2、冲压台,所述冲压台上设置有模槽,模槽上部放置工件,冲压台上设置有龙门架,龙门架上设置有液压缸,液压缸上设置有冲压模,其特征在于,所述液压缸上设置有一组推动机构;
3、冲压台,冲压台上设置有一组沿模槽中心处两侧分布的滑孔,滑孔与推动机构上、下对应,冲压台内部还设置有一组与推动机构上下对应的驱动机构,推动机构推动驱动机构水平移动;
4、驱动机构,驱动机构上设置挡板,挡板贯穿滑孔,工件位于挡板之间;
5、模槽,模槽内设置有弹性件。
6、在优选方案中,所述推动机构包括固定板以及设置在固定板上的第一推板,第一推板的底部开设有斜面。
7、在优选方案中,所述驱动机构包括滑槽,滑槽内设置有第二推板,第二推板上部开设有斜面,第二推板上设置有挡板,挡板前、后两侧均设置有挂杆,挂杆上设置有第一弹簧,第一弹簧一端固定在冲压台内壁。
8、在优选方案中,所述弹性件包括固定在模槽内部的套管,套管内设置有可上、下滑动的滑管,滑管与套管之间固定有第二弹簧。
9、一种折弯方法,其步骤为:
10、1)将工件放置在冲压台上,且工件的中心处对应模槽的中心处,同时工件夹放在挡板之间,被挡板限位;
11、2)液压缸带动冲压模及推动机构下降,冲压模对工件进行冲压,工件部分凹陷进入模槽,工件多段折弯,同时推动机构推动驱动机构,两侧的驱动机构相互靠近,驱动机构带动挡板相互靠近,推动机构下降到一定距离时,驱动机构不再移动,而推动机构继续移动,直至冲压模移动到模槽最底部,弹性件也跟着压缩,此时工件完成折弯,而两侧挡板也抵靠工件两端。
12、3)液压缸带动冲压模和推动机构上升,弹性件拉伸将工件逐渐顶出模槽,而推动机构上升的一段距离时间内,驱动机构始终保持不动,这使得工件在逐渐离开模槽释放应力回弹时始终两端被挡板抵住,对应力释放补偿,使工件脱模过程中有一段定型时间,与此通同时推动机构继续上升时,驱动件向相反方向移动,挡板也向相反方向移动,挡板不再抵住工件,工人取下工件。
13、与现有技术相比,本发明具有以下优点:
14、1.在对工件折弯时,推动机构推动驱动机构靠近,驱动机构带动挡板靠近,使工件折弯成型时正好抵靠工件的两端,且在工件被弹性件顶出脱模上升过程中,始终抵靠在挡板上,对工件应力的释放进行补偿,使工件在这个过程中不会回弹形变,最终在挡板离开工件时工件定型,本发明适用各种强度材料的工件,且定型效果好。
15、2.本发明在挡板初始状态时,将工件放在挡板之间,对挡板进行限位,避免了挡板放置位置偏差,导致折弯后工件两端形状不一致。
技术特征:
1.一种多段折弯机,包括冲压台,所述冲压台上设置有模槽,模槽上部放置工件,冲压台上设置有龙门架,龙门架上设置有液压缸,液压缸上设置有冲压模,其特征在于,所述液压缸上设置有一组推动机构;
2.根据权利要求1所述一种多段折弯机,其特征在于,所述推动机构包括固定板以及设置在固定板上的第一推板,第一推板的底部开设有斜面。
3.根据权利要求1所述一种多段折弯机,其特征在于,所述驱动机构包括滑槽,滑槽内设置有第二推板,第二推板上部开设有斜面,第二推板上设置有挡板,挡板前、后两侧均设置有挂杆,挂杆上设置有第一弹簧,第一弹簧一端固定在冲压台内壁。
4.根据权利要求1所述一种多段折弯机,其特征在于,所述弹性件包括固定在模槽内部的套管,套管内设置有可上、下滑动的滑管,滑管与套管之间固定有第二弹簧。
5.一种折弯方法,其步骤为:
技术总结
本发明公开了一种多段折弯机及其折弯方法,属于折弯机技术领域,包括冲压台,冲压台上设置有模槽,模槽上部放置工件,冲压台上设置有龙门架,龙门架上设置有液压缸,液压缸上设置有冲压模,所述液压缸上设置有一组推动机构,冲压台上设置有一组沿模槽中心处两侧分布的滑孔,滑孔与推动机构上、下对应,冲压台内部还设置有一组与推动机构上下对应的驱动机构,推动机构推动驱动机构水平移动,驱动机构上设置挡板,挡板贯穿滑孔,工件位于挡板之间,模槽内设置有弹性件。本发明通过对脱模过程中的工件进行限位定型,适用各种强度材料的工件,且定型效果好。
技术研发人员:王素红,周永生
受保护的技术使用者:江苏鹰途精密钣金有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!