一种应用于水阀组装的自动化组装设备的制作方法
【】本发明涉及自动化组装设备,尤其是一种应用于水阀组装的自动化组装设备。
背景技术
0、
背景技术:
1、目前市场上应用于智能马桶等家用电器上的分水阀,其通常包括进水阀体以及与出水阀体连接的出水阀体,且进水阀体与出水阀体之间可转动地设有用于控制出水阀体出水的阀门组件。
2、现如今上述分水阀在生产组装过程中,通常采用人工手动组装,致使存在组装效率低,劳动强度较大,装配质量难以保持一致的问题,难以符合工厂生产组装需求。
3、为此,本发明即针对上述问题而研究提出。
技术实现思路
0、
技术实现要素:
1、本发明目的是克服了现有技术的不足,提供一种应用于水阀组装的自动化组装设备,能够实现对水阀自动化组装,具有组装效率高,自动化程度高的特点,同时确保装配质量良好。
2、本发明是通过以下技术方案实现的:
3、一种应用于水阀组装的自动化组装设备,用于将轴芯122下部穿设于密封圈121、将弹簧123和阀门转盘124依次组装到轴芯122上部而组装成阀门组件120,接着将阀门组件120组装到进水阀体110内,之后将组装有密封环131的出水阀体130与进水阀体110对接配合,最后通过螺杆将进水阀体110与出水阀体130连接;
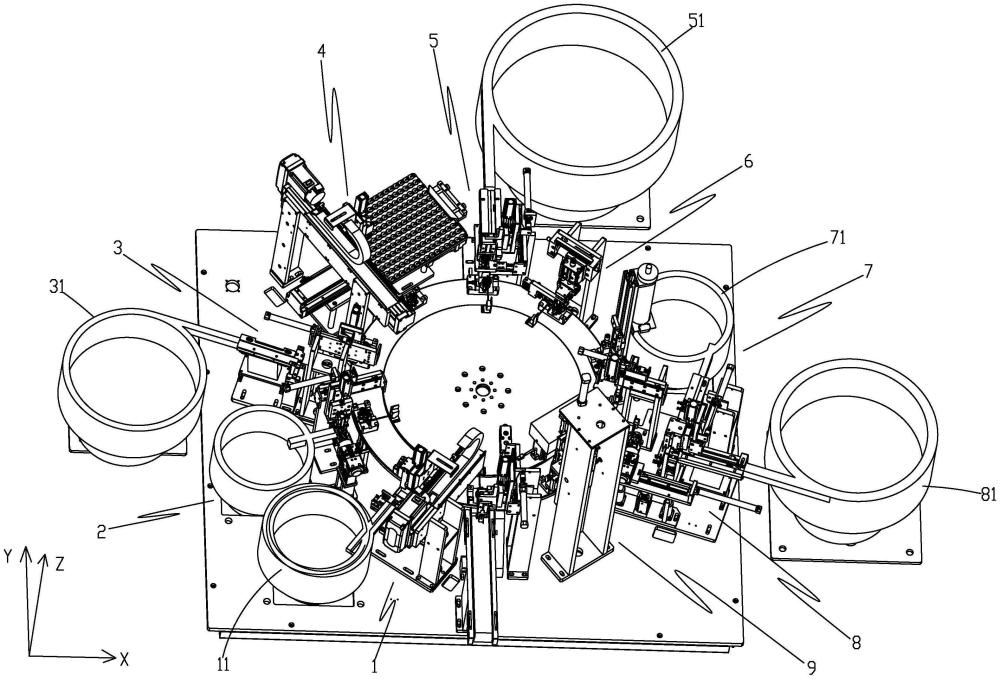
4、包括机架,所述机架上且沿水阀组装顺序方向依次设有密封圈输送工位、轴芯装配工位、弹簧装配工位、阀门转盘装配工位、进水阀体输送工位、阀门组件装配工位、密封环装配工位、出水阀体装配工位、螺杆装配工位,下料工位,所述机架上还设有用于将水阀由密封圈输送工位、轴芯装配工位、弹簧装配工位、阀门转盘装配工位、进水阀体输送工位、阀门组件装配工位、密封环装配工位、出水阀体装配工位、螺杆装配工位同步地输送至相对应下一工位的同步输送机构200;
5、所述密封圈输送工位处设有用于将密封圈121往同步输送机构200之相应的定位治具230上输送的密封圈输送装置1;
6、所述轴芯装配工位处设有用于将轴芯122下部穿设于密封圈121上的轴芯装配装置2;
7、所述弹簧装配工位处设有用于将弹簧123套设于轴芯122上部的弹簧装配装置3;
8、所述阀门转盘装配工位处设有用于将阀门转盘124装配到轴芯122上部的阀门转盘装配装置4;
9、所述进水阀体输送工位处设有用于将进水阀体110往同步输送机构200之相应的定位治具230上输送的进水阀体输送装置5;
10、所述阀门组件装配工位处设有用于将阀门组件120装配到进水阀体110的阀门组件装配装置6;
11、所述密封环装配工位处设有用于将密封环131套设于出水阀体130内端的密封环装配装置7;
12、所述出水阀体装配工位处设有用于将套设有密封环131的出水阀体130与进水阀体110对接装配的出水阀体装配装置8;
13、所述螺杆装配工位处设有用于将螺杆同时穿设于进水阀体110和出水阀体130的连接孔以将进水阀体110与出水阀体130连接固定的螺杆装配装置9。
14、如上所述一种应用于水阀组装的自动化组装设备,所述密封圈输送装置1包括设在密封圈输送工位处的第一安装架,所述第一安装架上设有用于储放及输送密封圈121的密封圈振动盘11,所述第一安装架上且位于密封圈振动盘11输出端口位置处设有用于接收密封圈振动盘11输出端口的密封圈121的密封圈暂存组件12;所述密封圈输送装置1还包括用于将密封圈暂存组件12的密封圈121搬运至位于密封圈输送工位处的同步输送机构200之定位治具230上定位的密封圈搬运组件13;所述密封圈搬运组件13包括能沿机架x轴或y轴方向滑动的第一滑板132,所述第一滑板132与第一安装架之间设有用于驱使第一滑板132沿机架x轴或y轴方向滑动的第一滑板驱动件131;所述第一滑板132上设有能沿机架z轴方向滑动的第一连板134,所述第一连板134与第一滑板132之间设有用于驱使第一连板134沿机架z轴方向滑动的第一连板驱动件133;所述第一连板134上设有能插入位于密封圈暂存组件12上的密封圈121的第一插杆135;所述第一连板134上设有用于驱使密封圈121与第一插杆135分离而使密封圈121落入位于密封圈输送工位处的同步输送机构200之定位治具230上的密封圈卸料组件136。
15、如上所述一种应用于水阀组装的自动化组装设备,所述密封圈卸料组件136包括可滑动套设于第一插杆135上且用于顶推密封圈121与第一插杆135分离的密封圈顶推件1362,所述第一连板134上设有用于驱使密封圈顶推件1362滑动地顶推件驱动件1361。
16、如上所述一种应用于水阀组装的自动化组装设备,所述第一插杆135外壁上设有插杆长条凹槽1351。
17、如上所述一种应用于水阀组装的自动化组装设备,所述密封圈暂存组件12包括可滑动设在第一安装架上且位于密封圈振动盘11输出端口位置处的密封圈暂存座1202,所述密封圈暂存座1202上设有与密封圈振动盘11输出端口对齐连通或错位且用于暂存单个密封圈121的密封圈暂存凹位1203,所述第一安装架上设有用于驱使密封圈暂存座1202滑动的暂存座驱动件1201。
18、如上所述一种应用于水阀组装的自动化组装设备,所述轴芯装配装置2包括设在轴芯装配工位处的第二安装架,所述第二安装架上设有用于储放及输送轴芯122的轴芯振动盘21,所述第二安装架上且位于轴芯振动盘21输出端口位置处设有用于接收轴芯振动盘21输出端口的轴芯122的轴芯暂存组件22;所述轴芯装配装置2还包括用于将轴芯暂存组件22的轴芯122搬运至位于轴芯装配工位处的同步输送机构200之定位治具230侧且用于将轴芯122下部插入密封圈121的轴芯搬运装配组件23;所述轴芯搬运装配组件23包括能沿机架x轴或y轴方向滑动的第二滑板232,所述第二滑板232与第二安装架之间设有用于驱使第二滑板232沿机架x轴或y轴方向滑动的第二滑板驱动件231;所述第二滑板232上设有能沿机架z轴方向滑动的第二连板234,所述第二连板234与第二滑板232之间设有用于驱使第二连板234沿机架z轴方向滑动的第二连板驱动件233;所述第二连板234上设有用于夹持轴芯暂存组件22的轴芯122且用于将轴芯122下部插入密封圈121的第二夹持气缸235。
19、如上所述一种应用于水阀组装的自动化组装设备,所述轴芯暂存组件22包括可滑动设在第二安装架上且位于轴芯振动盘21输出端口位置处的轴芯暂存座222,所述轴芯暂存座222上设有与轴芯振动盘21输出端口对齐连通或错位且用于暂存单个轴芯122的轴芯暂存凹位223,所述第二安装架上设有用于驱使轴芯暂存座222滑动的暂存座驱动气缸221。
20、如上所述一种应用于水阀组装的自动化组装设备,所述第二安装架上还设有用于对轴芯暂存凹位223上的轴芯122进行翻转调向的轴芯翻转调向装置24,所述轴芯翻转调向装置24包括用于夹持轴芯暂存凹位223上的轴芯122以用于对轴芯122进行翻转调向的轴芯旋转夹持气缸242,所述第二安装架上设有用于驱使轴芯旋转夹持气缸242沿z轴方向运动的轴芯翻转调向驱动件241。
21、如上所述一种应用于水阀组装的自动化组装设备,所述弹簧装配装置3包括设在弹簧装配工位处的第三安装架,所述第三安装架上设有用于储放及输送弹簧123的弹簧振动盘31,所述第三安装架上且位于弹簧振动盘31输出端口位置处设有用于接收弹簧振动盘31输出端口的弹簧123的弹簧暂存组件32;所述弹簧装配装置3还包括设在第三安装架上且用于将弹簧暂存组件32上的弹簧123搬运至位于弹簧装配工位处的同步输送机构200之定位治具230侧且用于将弹簧123套设于轴芯122上部的弹簧搬运装配组件33;所述弹簧搬运装配组件33包括能沿机架x轴或y轴方向滑动的第三滑板332,所述第三滑板332与第三安装架之间设有用于驱使第三滑板332沿机架x轴或y轴方向滑动的第三滑板驱动件331;所述第三滑板332上设有能沿机架z轴方向滑动的第三连板334,所述第三连板334与第三滑板332之间设有用于驱使第三连板334沿机架z轴方向滑动的第三连板驱动件333;所述第三连板334上设有用于夹持弹簧暂存组件32的弹簧123且用于将弹簧123套设于轴芯122上部的第三夹持气缸335。
22、如上所述一种应用于水阀组装的自动化组装设备,所述第三安装架上且位于弹簧搬运装配组件33与弹簧暂存组件32之间设有弹簧翻转调向装置34,所述弹簧翻转调向装置34包括能沿机架x轴或y轴方向滑动的弹簧翻转滑动板342,所述弹簧翻转滑动板342与第三安装架之间设有用于驱使弹簧翻转滑动板342沿机架x轴或y轴方向滑动的滑动板驱动件341,所述弹簧翻转滑动板342设有弹簧翻转调向旋转气缸343,所述弹簧翻转调向旋转气缸343的旋转端设有用于插入弹簧暂存组件32的弹簧123的弹簧插杆344。
23、如上所述一种应用于水阀组装的自动化组装设备,所述阀门转盘装配装置4包括设在阀门装配工位处的第四安装架,所述第四安装架上设有用于储放阀门转盘124的阀门转盘储放盘41,所述第四安装架上设有能沿机架x轴或y轴方向滑动的第四滑板43,所述第四滑板43与第四安装架之间设有用于驱使第四滑板43沿机架x轴或y轴方向滑动的第四滑板驱动件42;所述第四滑板43上设有能沿机架z轴方向滑动的第四连板45,所述第四连板45与第四滑板43之间设有用于驱使第四连板45沿机架z轴方向滑动的第四连板驱动件44;所述第四连板45上设有用于夹持阀门转盘储放盘41的阀门转盘124且用于将阀门转盘124装配到轴芯122上部的第四夹持气缸46。
24、如上所述一种应用于水阀组装的自动化组装设备,所述阀门装配工位处设有用于按压轴芯122上的弹簧123以便于将阀门转盘124装配到轴芯122上部的弹簧按压装置47;所述弹簧按压装置47包括设在阀门装配工位处且位于相应的定位治具230上方的弹簧按压夹持气缸472,所述阀门装配工位处设有用于驱使弹簧按压夹持气缸472沿机架z轴方向运动的弹簧按压驱动件471,所述弹簧按压夹持气缸472的两驱动端相应连接有可展开或闭合的弹簧按压夹持手指473。
25、如上所述一种应用于水阀组装的自动化组装设备,所述进水阀体输送装置5包括设在进水阀体输送工位处的第五安装架,所述第五安装架上设有用于储放及输送进水阀体110的进水阀体振动盘51,所述第五安装架上且位于进水阀体振动盘51输出端口位置处设有用于接收进水阀体振动盘51输出端口的进水阀体110的进水阀体暂存组件52;所述进水阀体输送装置5还包括设在第五安装架上且用于将进水阀体暂存组件52上进水阀体110搬运至位于进水阀体输送工位处的同步输送机构200之定位治具230上的进水阀体搬运组件53;所述进水阀体搬运组件53包括能沿机架x轴或y轴方向滑动的第五滑板532,所述第五滑板532与第五安装架之间设有用于驱使第五滑板532沿机架x轴或y轴方向滑动的第五滑板驱动件531;所述第五滑板532上设有能沿机架z轴方向滑动的第五连板534,所述第五连板534与第五滑板532之间设有用于驱使第五连板534沿机架z轴方向滑动的第五连板534驱动件533;所述第五连板534上设有用于夹持进水阀体暂存组件52的进水阀体110的第五夹持气缸535。
26、如上所述一种应用于水阀组装的自动化组装设备,所述阀门组件装配装置6包括设在阀门组件装配工位处的第六安装架,所述第六安装架上设有能沿机架x轴或y轴方向滑动的第六滑板62,所述第六滑板62与第六安装架之间设有用于驱使第六滑板62沿机架x轴或y轴方向滑动的第六滑板驱动件61;所述第六滑板62上设有能沿机架z轴方向滑动的第六连板64,所述第六连板64与第六滑板62之间设有用于驱使第六连板64沿机架z轴方向滑动的第六连板驱动件63;所述第六连板64上设有用于夹持位于阀门组件装配工位处的阀门组件120之轴芯122的第六夹持气缸65,所述第六连板64上设有用于托扶第六夹持气缸65上的阀门组件120之密封圈121的第六托扶组件66,所述第六连板64上还设有用于顶压第六夹持气缸65上的阀门组件120而将阀门组件120装配到进水阀体110内的第六顶压组件67。
27、如上所述一种应用于水阀组装的自动化组装设备,所述第六托扶组件66包括可活动设在第六连板64上且用于托扶第六夹持气缸65上的阀门组件120之密封圈121的第六托扶板662,所述第六托扶板662与第六连板64之间设有用于驱使第六托扶板662活动的托扶板驱动件661。
28、如上所述一种应用于水阀组装的自动化组装设备,所述第六顶压组件67包括能沿机架z轴方向运动且用于顶压第六夹持气缸65上的阀门组件120而将阀门组件120装配到进水阀体110内的第六顶压块672,所述第六顶压块672与第六连板64之间设有用于驱使第六顶压块672滑动的顶压块驱动件671。
29、如上所述一种应用于水阀组装的自动化组装设备,所述第六顶压块672上设有用于供第六夹持气缸65上的阀门组件120之阀门转盘124进入定位的顶压定位凹腔6721。
30、如上所述一种应用于水阀组装的自动化组装设备,所述机架上且位于阀门组件装配工位与密封环装配工位或出水阀体装配工位之间设有阀门组件滴油工位,所述阀门组件滴油工位处设有用于对阀门组件120进行滴油作业的阀门组件滴油装置10;所述阀门组件滴油装置10包括设在阀门组件装配工位处的第七安装架,所述第七安装架上且位于相应定位治具230上方设有阀门组件滴油枪102,所述阀门组件滴油枪102与第七安装架之间设有用于驱使阀门组件滴油枪102沿机架z轴方向运动的滴油枪驱动件101。
31、如上所述一种应用于水阀组装的自动化组装设备,所述密封环装配装置7包括设在密封环装配工位处的第八安装架,所述第八安装架上设有用于储放及输送密封环131的密封环振动盘71,所述第八安装架上且位于密封环振动盘71输出端口位置处设有用于接收密封环振动盘71输出端口的密封环131的密封环暂存组件72;所述密封环装配装置7还包括设在第八安装架上且用于将密封环暂存组件72上的密封环131装配到出水阀体130内端上的密封环搬运装配组件73;所述密封环搬运装配组件73包括能沿机架x轴或y轴方向滑动的第八滑板732,所述第八滑板732与第八安装架之间设有用于驱使第八滑板732沿机架x轴或y轴方向滑动的第八滑板驱动件731;所述第八滑板732上设有能沿机架z轴方向滑动的第八连板734,所述第八连板734与第八滑板732之间设有用于驱使第八连板734沿机架z轴方向滑动的第八连板驱动件733;所述第八连板734上设有用于插入密封环暂存组件72上的密封环131的第八插柱735,所述第八连板734上还设有用于顶推位于第八插柱735上的密封环131而将密封环131装配到出水阀体130内端的密封环顶推组件736。
32、如上所述一种应用于水阀组装的自动化组装设备,所述密封环顶推组件736包括可滑动套设于第八插柱735上且用于顶推密封环131与第八插柱735分离而将密封环131装配到出水阀体130内端的密封环顶推滑套7362,所述第八连板734上设有用于驱使密封环顶推滑套7362滑动的顶推滑套驱动件7361。
33、如上所述一种应用于水阀组装的自动化组装设备,所述出水阀体装配装置8包括设在出水阀体装配工位处的第九安装架,所述第九安装架上设有用于储放及输送出水阀体130的出水阀体振动盘81,所述第九安装架上且位于出水阀体振动盘81输出端口位置处设有用于接收出水阀体振动盘81输出端口的出水阀体130的出水阀体暂存组件82;所述出水阀体装配装置8还包括设在第九安装架上且用于将出水阀体暂存组件82上装配有密封环131的出水阀体130搬运至位于出水阀体装配工位处的同步输送机构200之定位治具230侧且用于将出水阀体130与进水阀体110对接配合的出水阀体搬运装配组件83;所述出水阀体搬运装配组件83包括能沿机架x轴或y轴方向滑动的第九滑板832,所述第九滑板832与第九安装架之间设有用于驱使第九滑板832沿机架x轴或y轴方向滑动的第九滑板驱动件831;所述第九滑板832上设有能沿机架z轴方向滑动的第九连板834,所述第九连板834与第九滑板832之间设有用于驱使第九连板834沿机架z轴方向滑动的第九连板驱动件833;所述第九连板834上设有用于夹持出水阀体暂存组件82上装配有密封环131的出水阀体130且将出水阀体130与进水阀体110对接配合的第九旋转夹持气缸835。
34、如上所述一种应用于水阀组装的自动化组装设备,所述出水阀体装配工位处还设有用于对出水阀体130连接端朝向进行翻转调向以使得出水阀体130连接端与进水阀体110连接端相对的出水阀体翻转调向装置84;所述出水阀体翻转调向装置84包括可沿机架z轴方向运动的调向连板842,所述调向连板842与第九安装架之间设有用于驱使调向连板842沿机架z轴方向运动的调向连板驱动件841;所述调向连板842上设有能沿机架x轴或y轴方向运动的调向滑板844,所述调向滑板844与调向连板842之间设有用于驱使调向滑板844沿机架x轴或y轴方向运动的调向滑板驱动件843;所述调向滑板844上设有用于夹持出水阀体暂存组件82的出水阀体130且用于对出水阀体130进行翻转调向的出水阀体翻转夹持气缸845;所述出水阀体翻转调向装置84还包括设在第九安装架上且用于暂存翻转调向后的出水阀体130的出水阀体暂存治具846,所述第九旋转夹持气缸835用于夹持出水阀体暂存治具846上的出水阀体130。
35、如上所述一种应用于水阀组装的自动化组装设备,所述螺杆装配装置9包括设在螺杆装配工位处的第十安装架,所述第十安装架上设有用于储放及输送螺杆的螺杆振动盘91,所述第十安装架上可滑动的设有用于接收螺杆振动盘91输出端口的螺杆且位于相应定位治具230上方的螺杆暂存组件92;所述螺杆装配装置9还包括能沿机架z轴方向滑动的第十滑板94,所述第十滑板94与第十安装架之间设有用于驱使第十滑板94沿机架z轴方向滑动的第十滑板驱动件93;所述第十滑板94上可转动地设有用于驱使螺杆暂存组件92上的螺杆转动而使得螺杆旋入进水阀体110和出水阀体130的连接孔的螺杆旋入杆件96,所述第十滑板94上设有用于驱使螺杆旋入杆件96转动的杆件驱动电机95。
36、与现有技术相比较,本发明具有如下优点:
37、本发明通过将密封圈输送装置、轴芯装配装置、弹簧装配装置、阀门转盘装配装置、进水阀体输送装置、阀门组件装配装置、密封环装配装置、出水阀体装配装置、螺杆装配装置集成在单一设备上,能够实现对水阀自动化组装作业,具有集成化程度高,装配效率高,自动化程度高,产品质量高的特点。
- 还没有人留言评论。精彩留言会获得点赞!