镗孔加工用组合刀具的制作方法
本发明涉及机械加工刀具的形状结构。
背景技术:
1、非金属材料或金属材料的机械加工需要用到多种加工机床(钻床、铣床、刨床、车床、镗床)及各种刀具(钻头、铣刀、刨刀、车刀、镗孔刀等),以便实现不同的加工工序,获得相应的加工型面或者孔洞、沟槽。
2、通常的加工孔洞是圆柱形孔洞,采用单向设置的刀具加工得到,成型的孔形状比较单一,或者需要用到多种刀具获得比较复杂的孔洞,加工成型的效率较低。
技术实现思路
1、发明目的:
2、克服传统机械加工刀具功能较少,成型孔洞形状简单或者组合刀具成型效率较低的缺点,提供一种一次成型圆锥形孔洞,且端面与侧面的倾角可以设计变化的镗孔加工用组合刀具。
3、技术方案:
4、本发明涉及一种机械加工用刀具,能够用于在棒材的端面加工出圆柱形或者圆台形孔洞。具有圆柱形、圆台形或棱台形或者轮廓接近圆台或棱台(上底面面积小于下底面面积)的刀具基座。刀具基座的一个端面开设有一条,两条或多条均布的端面刀具槽;刀具基座的侧面开设有一条,两条或多条均布的侧面刀具槽。
5、刀具基座的另一端面(圆台形底面)具有安装基板及其上的中心轴垂直于端面的安装孔,便于用螺栓连接到加工机床上。
6、刀具基座的内部具有径向或轴向孔洞,便于减轻刀具基座的重量。
7、另有一套、两套或多套端面刀具(刀片及垫块),一套、两套或多套侧面刀具(刀片及垫块)。所述的垫块的厚度为相应的刀具槽宽度与刀片厚度的差值,允许有配合公差。提高切削效率,减小每片刀具的切削力量。
8、端面刀具能够紧固连接到端面刀具槽中,端面刀片的刃口朝上;侧面刀具能够紧固连接到侧面刀具槽中,侧面刀片的刃口朝外,两侧的侧面刀片的刃口形成以刀具基座的中轴线为对称(或近似对称)分布的八字形结构。优选垫块为锲形,便于刀片轻松放入及紧固连接在刀具槽中。
9、优选端面刀具槽位两条或多条,端面刀具为两套或多套;侧面刀具槽为两条或多条,侧面刀具为两套或多套。
10、刀具位于相距180度的圆周两侧或围绕圆周均布,切削力量对称分布。
11、优选,两只或多只端面刀片具有不同的端面刀片前角(端面刀刃方向与圆台端面平面的夹角),两只或多只侧面刀片具有不同的侧面刀片前角(侧面刀刃方向与圆台侧面棱边的夹角)。
12、进一步优选,为两套端面刀具时,第一只端面刀刃方向与圆台端面的夹角为0°;第二只端面刀刃为倾斜刀刃,倾斜方向与圆台端面的夹角为5-30°,而且倾斜刀刃的高端与第一只刀刃的高度相同,低端低于第一只刀刃的高度。第二只端面刀具为锥形进刀,切削阻力较小;第一只端面刀具为平面进刀,使得最后形成的切削孔洞(镗孔孔洞)的端面为平面状。
13、为两套侧面刀具时,第一只端面刀刃方向与圆台端面的夹角为0°;第二只侧面刀刃为大倾角刀刃,倾斜方向与圆台端面的夹角为5-30°,而且大倾角的高端位于第一只刀刃的圆周面,大倾角的低端位于第一只刀刃的圆周面的内部。第二只侧面刀刃为锥度较大的锥形进刀,切削前角较大,阻力小;第一只侧面刀刃为锥度较小的锥形进刀,切削前角较小(与圆台端面的夹角为0°),使得最后形成的切削孔洞(镗孔孔洞)的侧面为需要倾斜角的锥形面状。
14、有益效果:
15、本发明能够对石墨等非金属、热固性高分子材料或金属材料进行切削或镗孔加工,而且能够在端面和侧面同步进行切削,使得孔洞成型的速度快,一次成型的外观光滑美观。
16、采用多套对称设置的刀具组合时,每只刀具的受力更小,进刀更小,加工的速度更快。
17、采用两对不同的端面刀具或侧面刀具切削时,两只刀具的功能不同,既有较小的切削力,又能获得平面的端面和所需要倾角的锥形圆台面。
技术特征:
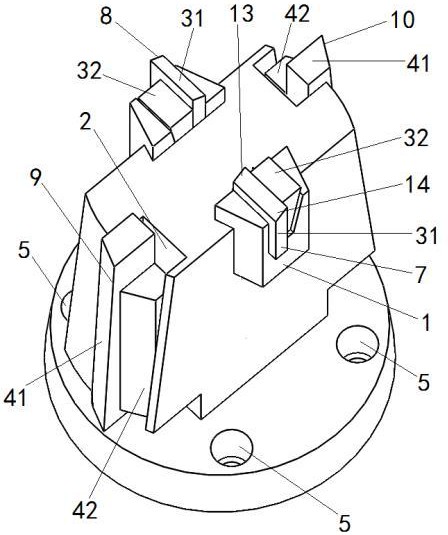
1.一种镗孔加工用组合刀具,具有圆柱形、圆台形、棱台形或轮廓接近圆台或棱台的刀具基座,其特征在于:刀具基座的一个端面开设有一条,两条或多条均布的端面刀具槽(1);刀具基座的侧面开设有一条,两条或多条均布的侧面刀具槽(2);另有一套、两套或多套端面刀具,一套、两套或多套侧面刀具;
2.如权利要求1所述的镗孔加工用组合刀具,其特征在于:刀具基座为圆台形或轮廓接近圆台;侧面刀具(4)具有侧面刀片(41)及垫块(42),两侧的侧面刀片(4)的刃口形成以刀具基座的中轴线为对称轴分布的八字形结构。
3.如权利要求1或2所述的镗孔加工用组合刀具,其特征在于:两套或多套刀具位于相距180度的圆周两侧或围绕圆周均布。
4.如权利要求1所述的镗孔加工用组合刀具,其特征在于:两只或多只端面刀片(31)具有不同的端面刀片前角(11),或者两只或多只侧面刀片(41)具有不同的侧面刀片前角(12)。
5.如权利要求4所述的镗孔加工用组合刀具,其特征在于:为两套端面刀具(3)时,第一只端面刀刃方向与圆台端面的夹角为0°;第二只端面刀刃为倾斜刀刃,倾斜方向与圆台端面的夹角为5-30°,而且倾斜刀刃的高端(13)与第一只刀刃的高度相同,倾斜刀刃的低端(14)低于第一只刀刃的高度。
6.如权利要求4或5所述的镗孔加工用组合刀具,其特征在于:为两套侧面刀具(4)时,第一只端面刀刃方向与圆台端面的夹角为0°;第二只侧面刀刃为大倾角刀刃,倾斜方向与圆台端面的夹角为5-30°,而且大倾角刀刃的高端(15)位于第一只刀刃的圆周面,大倾角刀刃的低端(16)位于第一只刀刃的圆周面的内部。
技术总结
本发明公开了一种镗孔加工用组合刀具,具有圆柱形、圆台形或轮廓接近圆台(上底面面积小于下底面面积)的刀具基座。刀具基座的一个端面开设有两条或多条均布的端面刀具槽,端面刀具紧固在端面刀具槽中;刀具基座的侧面开设有两条或多条均布的侧面刀具槽,侧面刀具能够紧固连接到侧面刀具槽中;两只或多只端面刀片具有不同的端面刀片前角(端面刀刃方向与圆台端面平面的夹角),两只或多只侧面刀片具有不同的侧面刀片前角。本发明能够对材料进行镗孔加工,采用两对不同的端面刀具或侧面刀具切削时,既有较小的切削力,又能获得平面的端面和所需要倾角的锥形圆台面。
技术研发人员:钱红斌,保志明,赵卫东,刘明,倪友群,张全生
受保护的技术使用者:南通扬子碳素股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!