一种用于汽车零部件加工的多点焊接装置的制作方法
本发明涉及汽车焊接,具体为一种用于汽车零部件加工的多点焊接装置。
背景技术:
1、焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施,焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
2、现有的汽车零部件焊接随着科技的不断发展,焊接的方式不断增加,主体还是包括人工和机械焊接,机械工作效率高,以逐步的取代现有的人工焊接,但是在汽车零部件焊接过程中,还是会存在一些缺陷,特别是针对汽车零部件的多点焊接,整体的焊接转向不灵活和不全面,无法涉及一些边角和缝隙焊接,如需焊接,还需人工进行手动操作,工作效率较低,并且整体多点焊接装置集成化较低,不利于汽车零部件的焊接生产。
3、基于上述分析,为了更好地完成汽车零部件加工的多点焊接,本发明提供了一种用于汽车零部件加工的多点焊接装置,用以改善现有技术对汽车零部件加工焊接的不足之处。
技术实现思路
1、针对现有技术的不足,本发明提供了一种用于汽车零部件加工的多点焊接装置,解决了现有汽车零部件多点焊接时,整体的焊接转向不灵活和不全面,无法涉及一些边角和缝隙焊接,如需焊接还需人工操作,工作效率较低,同时装置集成化较低,不利于汽车零部件的焊接生产的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现,包括;
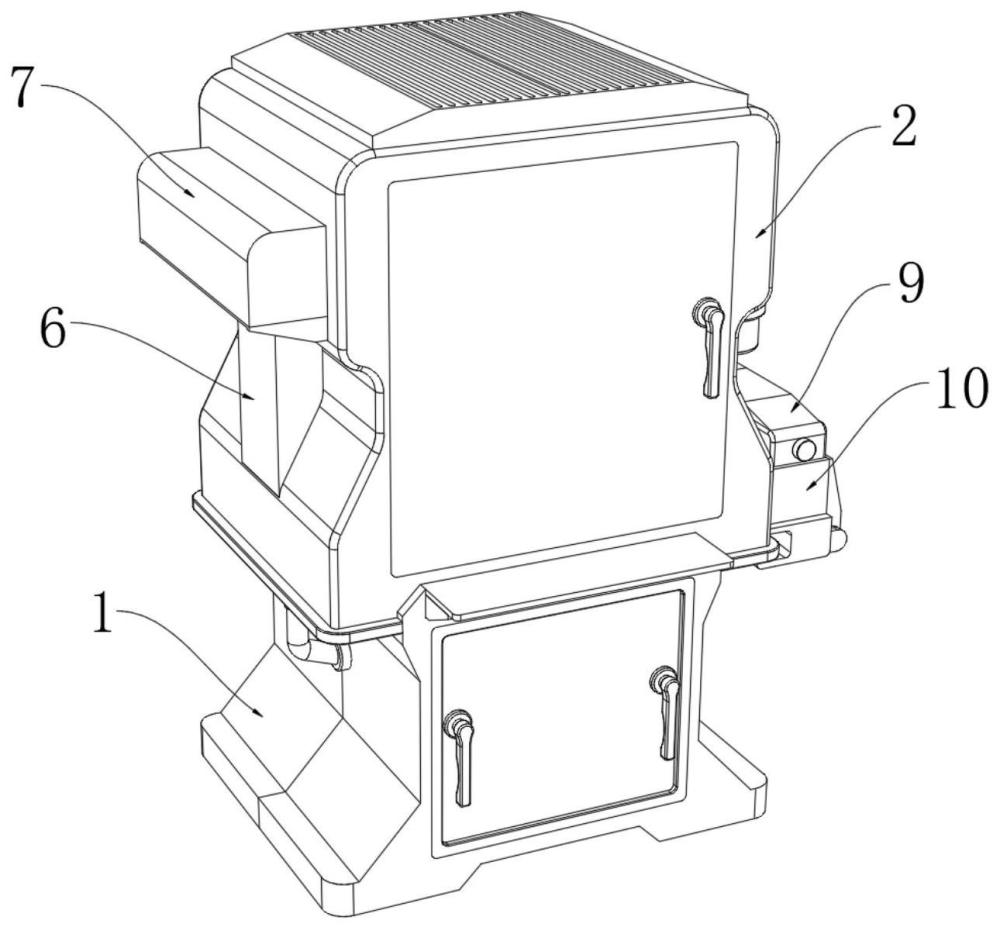
3、套壳一以及固定安装在套壳一顶端的套壳二,其作为整个设备基础支撑,且用于为其他机构提供安装位置;
4、焊接机构,其安装在所述套壳一的顶端内壁,用于进行带动焊接组件进行全方面移动;
5、平转翻转机构,其安装在所述套壳二的顶端中部,用于对汽车零部件进行旋转位移和水平翻转,搭配焊接机构完成汽车零部件的多点焊接;
6、顶升机构,其安装在所述套壳二的内侧中部,用于上升滑动推动,实现平转翻转机构的九十度翻转;
7、夹持机构,其安装在所述套壳一的左侧内壁,用于夹持翻转,配合焊接机构进行汽车零部件表面夹持焊接。
8、优选的,所述焊接机构包括梯盒,所述梯盒的前端中部固定安装有驱动电机一,所述驱动电机一的输出端贯穿梯盒的前端并固定连接在第一螺纹杆的一端,所述第一螺纹杆的另一端转动连接在梯盒的后侧内壁,所述第一螺纹杆的外侧螺纹连接有框板,所述框板的左右侧与梯盒的左右侧内壁滑动连接,所述框板的下部一侧内壁固定安装有驱动电机二,所述驱动电机二的输出端固定安装在第二螺纹杆的一端,所述第二螺纹杆的另一端转动连接在框板的下部另一侧内壁,所述第二螺纹杆的外侧螺纹连接有位移块,所述位移块的顶端与框板的底端滑动连接。
9、优选的,所述位移块的底端固定安装有液压杆,所述液压杆的伸缩端固定安装有下承重块,所述下承重块的后端下部固定安装有伺服电机一,所述伺服电机一的输出端固定安装有安装板,所述安装板的前端固定安装有焊接头,所述安装板的后端中下部固定安装有气缸,所述气缸的伸缩端固定连接有管套块,所述管套块的中部套设有吸尘口,所述安装板的顶端左右侧均固定安装有降温管口。
10、优选的,所述顶升机构包括中槽板,所述中槽板的底端前部固定安装有折弯板,所述折弯板的顶端后部固定安装有电动伸缩杆一,所述电动伸缩杆一的伸缩端固定安装有板厚撑爪,所述中槽板的前端中部和中部左右侧均固定安装有电动伸缩杆二,所述电动伸缩杆二的伸缩端均固定安装有移动轮。
11、优选的,所述平转翻转机构包括工作台,所述工作台的底端后中部固定安装有倒u板,所述倒u板的下部一侧固定安装有伺服电机二,所述伺服电机二的输出端贯穿倒u板的一侧并固定连接在撑盘杆的一端,所述撑盘杆的另一端转动连接在倒u板的另一侧内壁,所述撑盘杆的顶端前部固定安装有封口柱,所述封口柱的顶端转动连接有第一转盘。
12、优选的,所述第一转盘的外壁内侧左右部均固定安装有孔眼块,所述第一转盘的顶端固定安装有第二转盘,所述第二转盘的外壁内侧固定安装有外齿环,所述工作台的底端前中部左右侧内壁分别固定安装有滑槽板,所述滑槽板的下部分别与滑块的左右侧滑动连接,所述工作台的前端内壁固定安装有吊板,所述吊板的后端固定安装有电动推杆,所述电动推杆的伸缩端固定安装在滑块的底端,所述滑块的顶端固定连接有驱动电机三,所述驱动电机三的输出端固定连接有第一齿轮,所述第一齿轮的后侧与外齿环啮合连接,所述第一齿轮的前侧与第二齿轮啮合连接,所述第二齿轮的顶端转动连接在工作台顶端前中部内壁,所述第二齿轮的底端固定连接有第一锥齿轮,所述滑槽板的向内一侧均固定安装有连接座,所述连接座的前端中部均转动连接有第二锥齿轮,所述第二锥齿轮的向外一侧均与第三螺纹杆的一端固定连接,所述第三螺纹杆的另一端分别转动连接在工作台的左右侧前部内壁,左右侧所述第三螺纹杆的螺纹方向相反,所述第三螺纹杆的外侧均与螺纹套杆的一端螺纹连接,所述螺纹套杆的另一端顶部均固定连接有顶块,所述顶块分别滑动连接在工作台的顶端左右侧内壁,所述顶块的中部固定安装有中转轴柱,所述中转轴柱的向内一侧均转动连接有转轴,所述转轴与孔眼块相匹配。
13、优选的,所述倒u板的中部固定安装有驱动电机四,所述驱动电机四的输出端固定安装有第三齿轮,所述第三齿轮的顶端啮合连接有下齿环,所述下齿环转动连接在工作台的中部,所述下齿环的后端上部固定安装有焊接装置。
14、优选的,所述夹持机构包括第一电动滑轨和移动柜,所述第一电动滑轨的向内一侧均滑动连接有单头磁吸滑板,所述单头磁吸滑板的右侧均固定安装有第二电动滑轨,所述移动柜的左右侧内部设置有第四电动滑轨,所述第四电动滑轨的向内一侧分别与位移板的左右侧滑动连接,所述位移板的中部固定安装有伺服电机三,所述伺服电机三的输出端固定连接有第三电动滑轨,所述第三电动滑轨的左右侧均滑动连接有夹板,两个所述夹板的一侧均插接有锁柱,两个所述锁柱的插接方向相反,所述第二电动滑轨均与夹板滑动连接。
15、优选的,所述套壳二的左侧上部固定安装有液氮罐箱,所述液氮罐箱的输出口通过管路与降温管口连通,所述套壳二的右侧上部固定安装有抽气泵,所述套壳二的右侧下部固定安装有放置架,所述放置架的顶端设置放置架,所述抽气泵通过管路与排烟箱的顶端连通,所述抽气泵也通过管路与吸尘口连通,所述套壳一的左右侧内壁分别固定安装有斜落板,所述斜落板的底端分别与收集盒的顶端左右侧滑动连接,所述套壳一的底端左右侧均固定安装有排屑集管,所述排屑集管均通过管路与套壳一的左右侧中部连通。
16、优选的,所述套壳一的后端中部内壁固定安装有中槽板,所述套壳一的顶端固定安装有工作台,所述套壳二的顶端内壁固定安装有梯盒,所述套壳二的左侧中部固定安装有移动柜,所述套壳二的左侧前后侧内壁均固定安装有第一电动滑轨。
17、工作原理:使用本发明的汽车零部件加工的多点焊接装置,具体操作流程如下:
18、第一步:首先将代加工的汽车零部件放置在平转翻转机构的第二转盘上,通过平转翻转机构上安装夹持装置进行固定,随后开始进行焊接流程,首先通过利用驱动电机一带动第一螺纹杆转动,第一螺纹杆的转动再带动螺纹连接的框板进行前后位置移动,从而实现前后位移,而通过框板上的驱动电机二带动第二螺纹杆进行转动,也同步的带动其上螺纹连接的位移块进行左右位置移动,从而实现左右位移,在位移块上的焊接组件也由于其上结构,实现前后左右的移动位移;
19、第二步:焊接组件包括液压杆,其与位移块连接,通过液压杆带动下承重块进行上下位移,下承重块上的伺服电机一再带动安装板进行转动,进行使得固定再安装板上的焊接头可以进行转动焊接,以此对待加工的汽车零部件进行不同角度的焊接作业,同时通过安装板后部气缸带动管套块上升下降,即为关闭开启吸烟模式,通过利用外部的抽气泵和管路连通吸尘口,将焊接产生的烟气进行吸收,并且排入排烟箱中进行净化排出,并且在焊接头作业过程中,产生的焊接热量,也会通过降温管口喷出的液氮进行降温,其来源主要是通过液氮罐箱与安装板左右侧的内部管路连通进行液氮冷却供给;
20、第三步:运用平转翻转机构进行焊接作业时,首先通过其中的驱动电机四带动第三齿轮旋转,第三齿轮在带动其上啮合的下齿环进行转动,并且下齿环的转动会带动外侧连接的焊接装置进行转动,进而对固定夹持在第二转盘上的汽车零部件进行全侧面的焊接作业,并且通过其中驱动电机三带动第一齿轮转动,第一齿轮再带动连接外齿环的第二转盘进行转动,一方面配合顶升机构进行焊接作业,一方面配合上述焊接装置进行焊接作业,上述都为平面旋转的焊接流程;
21、第四步:翻转的焊接流程如下:通过电动推杆带动滑块向后滑动,使第一齿轮脱离与外齿环的啮合关系,进而与前部的第二齿轮啮合,啮合后的第二齿轮同步转动,并且带动底部连接的第一锥齿轮转动,第一锥齿轮进而带动下部左右侧的第二锥齿轮进行转动,第二锥齿轮随即带动自身连接的第三螺纹杆进行转动,使得第三螺纹杆上的螺纹套杆向内位移,进而将其后部连接的顶块上的中转轴柱转轴部分插入孔眼块内,这时第一转盘和第二转盘构成的放置盘由于中转轴柱转轴部分的插入,处于待翻转状态,随后通过伺服电机二的作用带动撑盘杆以及撑盘杆上的封口柱进行九十度向后转动,使得第一转盘和第二转盘构成的放置盘无封口柱的支撑作用,随后通过利用顶升机构进行推动翻转作业,通过利用中槽板前后的电动伸缩杆二向上伸缩,由其上的移动轮推动第一转盘的底部前侧,使其通过移动轮滚轮的作用,进行翻转,并且翻转到九十度后,通过电动伸缩杆一带动板厚撑爪上升,进而将第一转盘和第二转盘构成的放置盘底部卡住,板厚撑爪与第一转盘和第二转盘构成的放置盘的厚度相同,使得第一转盘和第二转盘构成的放置盘的处于九十度翻转状态,搭配焊接机构的焊接作业,完成对汽车零部件内侧的焊接处理,同理,通过利用后部的电动伸缩杆二带动移动轮实现第一转盘和第二转盘构成的放置盘的后侧方向翻转,搭配焊接机构对汽车零部件另一边内侧进行焊接处理;
22、第五步:除了通过平转翻转机构对汽车零部件进行位置变化外,本发明还通过夹持机构进行夹持翻转,通过利用第一电动滑轨带动单头磁吸滑板进行滑动运动,单头磁吸滑板的运动也同步带动内侧连接的第二电动滑轨进行运动,随后将前后侧滑动连接在第二电动滑轨中的夹板同步向内滑动至第三电动滑轨内,进入到第三电动滑轨内的夹板通过内侧的锁柱相互卡接固定,并且通过两侧的夹板对放置在第二转盘上的汽车零部件进行前后夹持,夹持后,通过伺服电机三带动第三电动滑轨转动,第三电动滑轨的后部设置有双头磁吸滑板,用于与前后侧单头磁吸滑板进行磁性吸附,可使得第二电动滑轨和第三电动滑轨同步位移,当需要第三电动滑轨转动时,只需要断磁即可,并且通过第四电动滑轨进行带动位移板进行上升下降,搭配焊接机构完成更多汽车零部件的点位焊接作业。
23、本发明提供了一种用于汽车零部件加工的多点焊接装置。具备以下有益效果:
24、1、本发明通过焊接机构实现多方位焊接,整体的焊接转向更加灵活和全面,并且一方面搭配液氮对作业时的焊接组件进行冷却降温,而另一方面搭配抽气泵和排烟箱,对焊接产生的烟气进行吸收净化和排出,避免溢出后造成的污染环境。
25、2、本发明通过利用顶升机构和平转翻转机构相互配合,实现对汽车零部件翻转焊接,通过电动推杆带动滑块向后滑动,使第一齿轮脱离与外齿环的啮合关系,进而与前部的第二齿轮啮合,第二齿轮、第一锥齿轮、第二锥齿轮、第三螺纹杆、螺纹套杆、顶块和中转轴柱的联动,带动中转轴柱的转轴部分插入孔眼块内,使第一转盘和第二转盘构成的放置盘由于中转轴柱转轴部分的插入,处于待翻转状态,并通过转动封口柱,取消底部支撑,后由顶升机构进行前后的推动翻转作业,搭配焊接机构的焊接作业,可以涉及汽车零部件的边角和缝隙焊接,完成对汽车零部件多点位的焊接处理。
26、3、本发明通过利用夹持机构进行夹持翻转,通过利用第一电动滑轨、单头磁吸滑板、第二电动滑轨和夹板,使夹板同滑动至第三电动滑轨内,由锁柱相互卡接固定,从而对放置的汽车零部件进行前后夹持,夹持后,通过伺服电机三带动第三电动滑轨转动,并且通过第四电动滑轨进行带动位移板进行上升下降,搭配焊接机构完成更多汽车零部件的点位焊接作业。
- 还没有人留言评论。精彩留言会获得点赞!