汽车尾门撑杆内丝杆轴承装配方法与流程
本发明属于轴承装配,具体涉及一种汽车尾门撑杆内丝杆轴承装配方法。
背景技术:
1、越来越多的汽车尾门采用电动撑杆打开,撑杆在使用过程中,电机驱动丝杆会把撑杆伸长缩短,丝杆在旋转过程中需要一个轴心,所以需将丝杆固定到轴承内。如何把轴承与丝杆装配为半成品成了一个难题。因为轴承与丝杠装配时的力是非常大的,需要数百公斤甚至上千公斤。如果轴承与丝杆不同心,必定会造成轴承破损,丝杆头部也有可能损坏。
技术实现思路
1、针对上述问题,本技术提供了一种新型的轴承装配设备和方法,该设备和方法考虑了轴承与丝杆的同轴度问题以及轴承的内径公差与丝杆上装轴承处的外径公差,确保轴承与丝杆一次装配到位。
2、本发明针对现有技术在轴承和丝杆装配过程中,因轴承与丝杆不同轴导致装配过程中轴承或丝杆头部损坏的技术问题,目的之一在于提供一种汽车尾门撑杆内丝杆轴承装配方法。
3、本发明的汽车尾门撑杆内丝杆轴承装配方法,包括如下步骤:
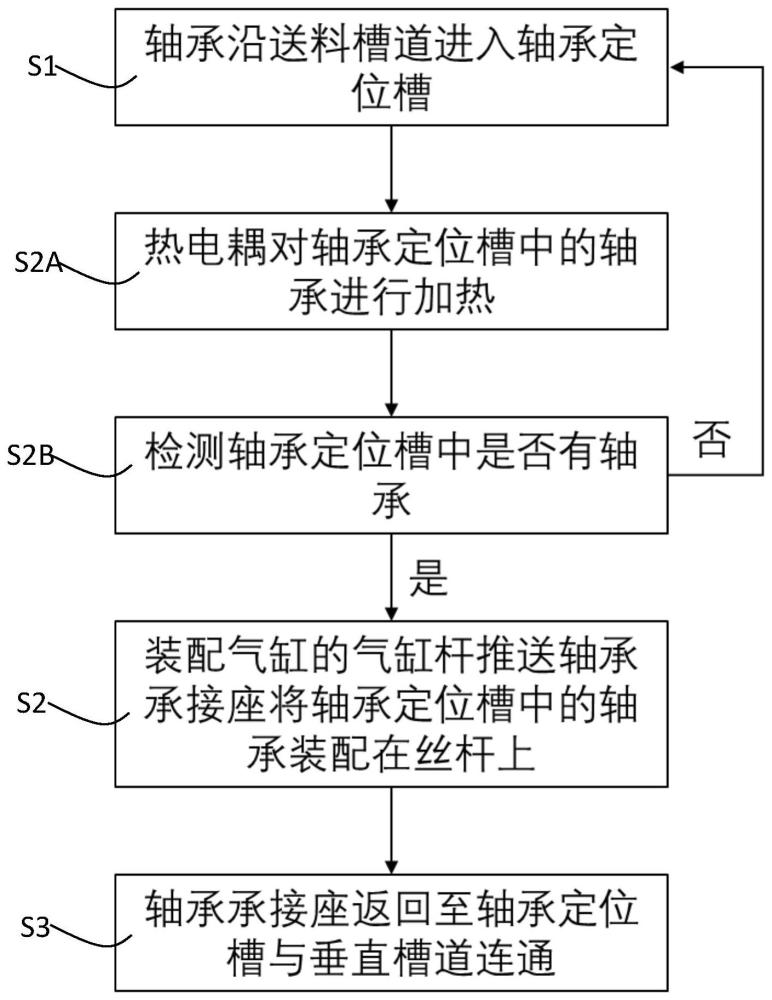
4、步骤s1:轴承沿着轴承上料槽的送料槽道进入轴承承接座的轴承定位槽内,并使得轴承定位槽内的轴承与丝杆支撑架上的丝杆同轴对齐;
5、步骤s2:由装配气缸朝丝杆支撑架方向推送轴承承接座的第二侧进而将轴承承接座上的轴承顶压装配到丝杆支撑架上的丝杆上。
6、在较佳示例中,所述方法采用汽车尾门撑杆内丝杆轴承装配设备实现,所述汽车尾门撑杆内丝杆轴承装配设备包括:
7、轴承上料槽,所述轴承上料槽具有可输送若干连续排列轴承的送料槽道;
8、用于固定丝杆的丝杆支撑架;
9、用于承接轴承的轴承承接座,位于所述丝杆支撑架的一端侧,所述轴承承接座的第一侧壁具有将轴承与所述丝杆支撑架上的丝杆同轴对齐的轴承定位槽,所述轴承定位槽与所述轴承上料槽的送料槽道连通;
10、装配气缸,设在所述轴承承接座的第二侧,所述装配气缸朝所述丝杆支撑架方向推送所述轴承承接座进而将所述轴承承接座上的轴承顶压装配到所述丝杆支撑架上的丝杆上。
11、在较佳示例中,所述轴承定位槽的槽壁具有:
12、供轴承下滑进入的下坡壁;
13、与轴承外形完全匹配的圆弧壁,所述圆弧壁与所述下坡壁连接,且所述圆弧壁的最低点低于所述下坡壁的最低点,所述圆弧壁形成的轴心与所述丝杆支撑架上的丝杆同轴。
14、在较佳示例中,所述方法还包括:
15、步骤s2a,在步骤s2之前,由插设在轴承承接座内的热电耦加热轴承承接座,从而对轴承承接座上的轴承加热以膨胀轴承的内径。
16、在较佳示例中,步骤s2,由装配气缸的气缸杆接触轴承承接座的第二侧壁朝丝杆支撑架方向推送轴承承接座的第二侧进而将轴承承接座上的轴承顶压装配到丝杆支撑架上的丝杆上。
17、在较佳示例中,所述方法还包括:
18、步骤s2b,在步骤s1之后且在步骤s2之前,由检测传感器检测轴承是否完全进入到轴承承接座的轴承定位槽内;若检测传感器检测到轴承定位槽内没有轴承,则继续进行步骤s1,若检测传感器检测到轴承定位槽内有轴承,则进行步骤s2。
19、在较佳示例中,所述汽车尾门撑杆内丝杆轴承装配设备还具有:复位弹簧和限位板,所述复位弹簧的一端与所述轴承承接座连接,另一端与所述装配气缸连接;所述限位板设在所述轴承承接座的第二侧;
20、所述方法还包括:步骤s3,在步骤s2装配完后,由复位弹簧将轴承承接座拉回,直至轴承承接座上的轴承定位槽与送料槽道的垂直槽道连通连接并由限位板限位,以便等待下一轴承装入所述轴承定位槽内;在此过程中,装配气缸的气缸杆独立回缩并与轴承承接座的第二侧壁保持一定间距。
21、在较佳示例中,所述步骤s1具体包括:
22、步骤s11,由送料气缸沿着水平槽道将轴承从水平槽道的入料始端推送至出料末端;
23、步骤s12,接近传感器感应水平槽道的出料末端是否有轴承,若接近传感器感应到出料末端没有轴承,则继续进行步骤s11;
24、步骤s13,若接近传感器感应到出料末端具有轴承,则推料气缸沿着垂直槽道将轴承从水平槽道的出料末端推送入轴承承接座上的轴承定位槽内。
25、在较佳示例中,装配气缸推送时,装配气缸的气缸杆与轴承承接座的第二侧壁接触连接;装配气缸不推送时,装配气缸的气缸杆与轴承承接座的第二侧壁间隔一定间距。
26、在较佳示例中,步骤s2a中,轴承的加热温度为90~130℃,优选110℃;
27、和/或,装配气缸的气缸杆的输出力在0.6mpa的气压下为7363n。
28、本发明的目的之二在于提供一种与汽车尾门撑杆内丝杆轴承装配方法配套的汽车尾门撑杆内丝杆轴承装配设备。
29、本发明所述汽车尾门撑杆内丝杆轴承装配设备包括:
30、轴承上料槽,所述轴承上料槽具有可输送若干连续排列轴承的送料槽道;
31、用于固定丝杆的丝杆支撑架;
32、用于承接轴承的轴承承接座,位于所述丝杆支撑架的一端侧,所述轴承承接座的第一侧壁具有将轴承与所述丝杆支撑架上的丝杆同轴对齐的轴承定位槽,所述轴承定位槽与所述轴承上料槽的送料槽道连通;
33、装配气缸,设在所述轴承承接座的第二侧,所述装配气缸朝所述丝杆支撑架方向推送所述轴承承接座进而将所述轴承承接座上的轴承顶压装配到所述丝杆支撑架上的丝杆上。
34、较佳地是,所述轴承定位槽的槽壁具有:
35、供轴承下滑进入的下坡壁;
36、与轴承外形完全匹配的圆弧壁,所述圆弧壁与所述下坡壁连接,且所述圆弧壁的最低点低于所述下坡壁的最低点,所述圆弧壁形成的轴心与所述丝杆支撑架上的丝杆同轴。
37、较佳地是,所述汽车尾门撑杆内丝杆轴承装配设备还包括:
38、用于加热所述轴承承接座的热电耦,所述热电耦插设在所述轴承承接座从而对所述轴承承接座上的轴承加热以膨胀所述轴承的内径;
39、装配气缸推送所述轴承承接座时,所述装配气缸的气缸杆与所述轴承承接座的第二侧壁接触连接;不推送时,所述装配气缸的气缸杆与所述轴承承接座的第二侧壁间隔一定间距。
40、较佳地是,所述轴承上料槽的送料槽道具有:
41、水平槽道,与所述丝杆支撑架上的丝杆平行设置,所述水平槽道具有出料末端;
42、垂直槽道,一端与所述水平槽道的出料末端垂直连通,另一端与所述轴承承接座上的轴承定位槽连通。
43、较佳地是,所述汽车尾门撑杆内丝杆轴承装配设备还具有滑轨组件,所述滑轨组件具有:
44、滑轨,与所述丝杆支撑架上的丝杆同向设置;
45、滑块,设置在所述轴承承接座底部,借由所述滑块所述轴承承接座在所述滑轨上滑行。
46、较佳地是,所述汽车尾门撑杆内丝杆轴承装配设备还具有:
47、复位弹簧,所述复位弹簧的一端与所述轴承承接座连接,另一端与所述装配气缸连接,所述装配气缸返回时,由所述复位弹簧将所述轴承承接座拉回;
48、限位板,设在所述轴承承接座的第二侧,所述复位弹簧拉回所述轴承承接座时由所述限位板限制所述轴承承接座继续回拉,使得所述轴承承接座上的轴承定位槽与所述送料槽道的垂直槽道连通连接。
49、较佳地是,所述轴承上料槽还具有:
50、送料气缸,可沿所述水平槽道伸缩地设置在所述水平槽道的入料始端;
51、接近传感器,设置在所述水平槽道的出料末端,用于感应所述送料气缸推送到所述出料末端的轴承;
52、推料气缸,垂直设置在所述水平槽道的出料末端,用于将所述出料末端的轴承沿着所述垂直槽道推送入所述轴承承接座上的轴承定位槽内。
53、较佳地是,所述丝杆支撑架具有:前端固定架和后端支撑架。
54、较佳地是,所述汽车尾门撑杆内丝杆轴承装配设备还具有:
55、底板,所述轴承上料槽、丝杆支撑架、轴承承接座和装配气缸均设在所述底板上;
56、检测传感器,也设置在所述底板上,用于检测所述轴承定位槽内是否存在轴承。
57、所述汽车尾门撑杆内丝杆轴承装配设备还具有:温度控制器,与所述轴承承接座用温控线连接。
58、本发明的积极进步效果在于:
59、1)本发明通过设置轴承定位槽和丝杆支撑架,轴承定位槽和丝杆支撑架将轴承与丝杆同轴定位,保证装配时轴承和丝杆同轴,从而减少轴承和丝杆的损坏率。
60、2)设置热电耦对轴承承接座的轴承定位槽中的轴承进行加热,轴承受热后内径变大,更易于装配至丝杆上。
61、3)本发明设有水平槽道与垂直槽道,送料气缸将水平槽道中轴承推送至垂直槽道处,再由推料气缸推出滑动至轴承定位槽,从而实现轴承的自动上料。
62、4)复位弹簧和限位板可使在完成一次装配后,使得轴承定位槽与垂直槽道恢复连通状态,方便下一次上料装配,且使得装配气缸的气缸杆与轴承承接座不接触,从而防止通过气缸杆将热量传递至装配气缸。
- 还没有人留言评论。精彩留言会获得点赞!