一种空气质量传感器装配工装系统的制作方法
本发明涉及空气质量传感器装配领域,尤其是涉及一种空气质量传感器装配工装系统。
背景技术:
1、空气质量传感器的装配通常包括位置检测、待安装组件的安装、拉拔测试、气密性检测、打点和排料工艺过程,目前上述装配过程大多数采用相互独立的工装完成,造成了生产流程上的不衔接,导致整体的生产效率降低,而且工装的相互独立,不利于空气质量传感器组装良率的提高。特别是当前全自动化的生产已经是一种工业发展的趋势,因此目前空气质量传感器的生产线需要进一步的优化,克服其生产得到成品的品质问题。
2、专利公开号cn108971974公开了一种空气质量传感器组装系统,包括旋转工作台以及其中心的主轴,旋转工作台以间歇式的形式每次围绕主轴旋转固定的角度,所述的旋转工作台上依次设有安装工装、定位工装、pcba板组合工装、压装工装、气密性检测工装和排料工装。该组装系统提高了生产效率和精度,并将各个生产工装处的工艺流程进行整合优化,提高了产品的良率等优点。但是该组装系统单个工装操作复杂,且流程不完全,需要后续对组装完成的空气质量传感器再进行检测。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种空气质量传感器装配工装系统,将各个工装进行整合优化,提高了产品的良率,增加了产品组装效率。
2、本发明的目的可以通过以下技术方案来实现:
3、一种空气质量传感器装配工装系统,用于将pcb板、下位外壳、上位外壳组装成空气质量传感器,包括以间歇形式绕圆心旋转的工位转盘,和沿装配顺序布置在所述工位转盘旁的:
4、用于检测所述pcb板、下位外壳、上位外壳位置及pcb板上的pin针垂直度的检测工装;
5、将所述pcb板倾斜装夹至所述下位外壳上的装夹工装;
6、将所述上位外壳盖在所述pcb板上得到空气质量传感器的压盖工装;
7、对所述空气质量传感器进行气密性检测的气密检测工装;
8、对所述空气质量传感器表面进行打点标记的打点工装;
9、以及对所述空气质量传感器进行选择性分装的下料工装。
10、进一步地,所述工位转盘的各工装处固定设置有若干用于承载所述pcb板、下位外壳、上位外壳的载料板。
11、更进一步地,所述载料板上设有分别放置并定位所述pcb板、下位外壳、上位外壳的芯片底模、下位固定槽、上位固定槽。
12、进一步地,所述检测工装包括:
13、第一安装柱;
14、固定在所述第一安装柱上的相机。
15、更进一步的,该检测工装还包括与所述第一安装柱转动连接的大光圈和小光圈,所述大光圈和小光圈位于所述相机和载料板之间,且可在水平面上旋转。
16、更进一步地,所述检测工装连接有对所述相机成像进行检测的检测系统,当所述检测系统检测发现所述pcb板、下位外壳、上位外壳位置偏移或pcb板上pin针偏移时,所述检测系统发出警报,且所述工位转盘停止转动,直至调整至所述pcb板、下位外壳、上位外壳位置无误或及pcb板上pin针位置无误。
17、进一步地,所述装夹工装包括:
18、若干第二安装柱;
19、与所述第二安装柱连接且可横向移动的横移机构,包括横移气缸、横移轨道和在所述横移轨道上横向移动的横移件;
20、与所述横移件连接且可上下移动的第一升降机构,包括固定在所述横移件上的第一升降气缸、通过所述第一升降气缸驱动而具有竖向位移量的若干第一升降杆以及与所述第一升降杆末端连接的第一升降板;
21、固定在所述第一升降板下方可纵向移动的第一纵移机构,包括固定在所述第一升降板下表面的底座、设置在所述底座上的第一纵移气缸、第一纵移滑轨和在所述第一纵移滑轨上纵向移动的第一纵移件;
22、与所述第一纵移件连接的旋转机构,包括固定在所述第一纵移件上的旋转电机、由所述旋转电机驱动旋转的旋转轴以及与所述旋转轴转动连接的旋转件;
23、安装在所述旋转板上且用于夹取所述pcb板的夹紧机构,包括夹紧气缸以及由所述夹紧气缸驱动的抓夹。
24、进一步地,所述压盖工装包括:
25、第三安装柱
26、固定在所述第三安装柱上方且可纵向的第二纵移机构,包括提供纵向驱动力的第二纵移气缸、第二纵移轨道和在所述第二纵移轨道上纵向移动的第二纵移件;
27、可上下移动且用于抓取所述上位外壳的夹具,所述夹具内侧设有对称分布的按压杆,所述按压杆内部设有输出胶黏剂的流隙,所述流隙的周围设有加热装置;
28、以及固定在所述第三安装柱下方用于压服、固定所述下位外壳的压扶机构,包括提供驱动力的第二电机、通过所述第二电机提供驱动力而纵向移动的第二丝杆、与所述第二丝杆连接可抵住所述下位外壳的按压块。
29、更进一步地,所述压盖工装还包括:
30、安装在所述纵移件上且可上下移动的拉拔测试机构,包括提供驱动力的第一电机、通过所述第一电机提供驱动力而上下移动的第一丝杆、与所述第一丝杆连接的压力传感器;
31、更进一步地,所述载料板上设置有位移检测柱,所述压盖工装上设置有位移传感器,设置在所述夹具的一侧,与所述位移检测柱配合使用,当所述位移传感器与所述位移检测柱接触时,所述压盖工装下降到位,无法再进行向下压合,防止压力过大造成空气质量传感器的损坏。
32、进一步地,所述气密检测工装包括:
33、第四安装柱;
34、安装在所述第四安装柱下方、用于堵住所述空气质量传感器侧面的侧面封堵机构,包括固定在所述第四安装柱上的纵向托板、安装在所述纵向托板上的第三纵移气缸、由所述第三纵移气缸驱动的纵向移动杆、安装在所述纵向移动杆顶端的侧面密封装置;
35、安装在所述第四安装柱上方、进行所述空气质量传感器气密性检测的气密检测机构,所述气密检测机构与所述侧面封堵机构配合使用,包括固定在所述第四安装柱上的上托板、安装在所述上托板下端面的第二升降气缸、由所述第二升降气缸驱动的第二升降杆、安装在所述第二升降杆顶端的压力检测器。
36、进一步地,所述打点工装包括:
37、第五安装柱;
38、固定在所述第五安装柱上给气密性检测不合格的空气质量传感器表面打点标记的打点机构,包括固定在所述第五安装柱上的连接座、伸缩气缸、由所述伸缩气缸驱动的伸缩杆、以及安装在所述伸缩杆端部进行打点的打点头。
39、进一步地,所述下料工装包括:
40、第六安装柱;
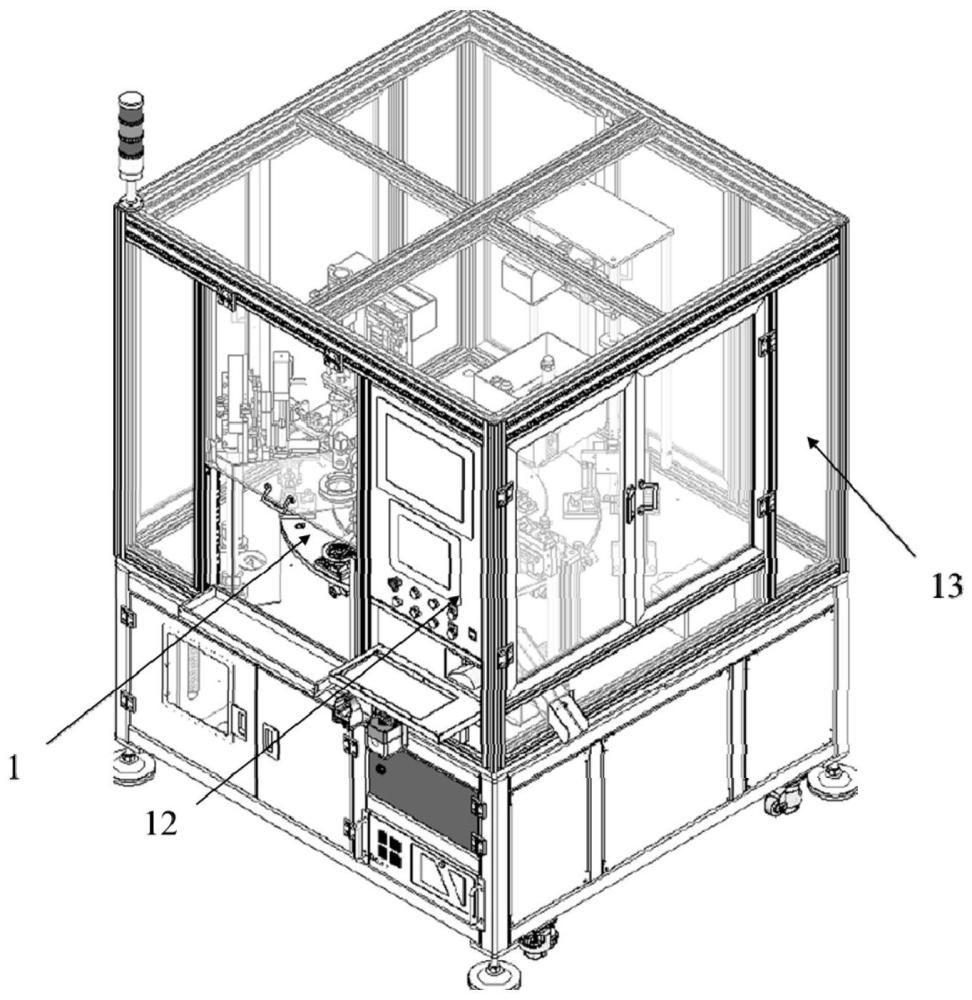
41、固定在所述第六安装柱上可水平移动的移栽机构,包括提供驱动力的移栽气缸、移栽轨道和在所述移栽轨道上横向移动的移动件;
42、固定在所述移动件上的且可上下移动的第二升降机构,包括固定在所述移动件上的第三升降气缸、通过所述第三升降气缸驱动而具有竖向位移量的若干第三升降杆以及与所述第三升降杆末端连接的第二升降板;
43、固定在所述第二升降板下端面的用于夹取合格的空气质量传感器和不合格的空气质量传感器的抓手组件,所述抓手组件表面设置有识别打点标记的识别器;
44、位于所述工位转盘旁、用于接收所述合格的空气质量传感器的合格品料槽;
45、位于所述工位转盘旁、用于接收所述不合格的空气质量传感器的不合格品料槽,所述合格品料槽和不合格品料槽位于所述移栽机构移动路径的不同位置。
46、进一步地,该装配工装系统外部还设有包围所述工装转盘、检测工装、装夹工装、压盖工装、气密检测工装、打点工装和下料工装的外框架。
47、进一步地,所述识别器为相机,相机得到的成像结果传输至检测系统,当图像上具有打点孔时,所述抓手组件抓取空气质量传感器至不合格料槽,当图像上无打点孔时,所述抓手组件抓取空气质量传感器至合格料槽。
48、进一步地,该装配工装系统还包括用于监测并控制该装配工装系统工位设备状态的上位机。
49、与现有技术相比,本发明具有以下优点:
50、本发明将各个工装进行整合优化,在工位转盘上实现空气质量传感器的全自动化装配,流程完整,单个工装操作简单,在空气质量传感器装配的过程中实现了拉拔测试和气密性测试,提高了产品的良率,增加了产品组装效率。
- 还没有人留言评论。精彩留言会获得点赞!