一种多热源复合增材制造方法
本发明涉及增材制造,具体地,涉及一种多热源复合增材制造方法。
背景技术:
1、目前,电弧增材制造技术发展日益成熟,电弧熔化沉积增材制造技术越来越多地应用于各领域零件的制造中。利用电弧熔化沉积技术可以灵活实现零件形状的设计与制造,但是与此同时,电弧金属熔化沉积在成形过程中的成形表面粗糙,内部易形成气孔、熔合不良等缺陷,以及加工过程中热应力累积导致的变形开裂等问题仍然得不到很好的解决。
2、鉴于此,很多研究人员提出了增材加工+铣削、增材加工+磨削、增材加工+热处理、增材加工+锻打等复合加工方法,希望取长补短,改进金属增材加工的工艺缺陷,但是其中绝大多数工艺方法都是几种工序按照次序分别加工,参数选择也是相互独立的,不仅流程周期长,效率低下,而且成形效果也不是很好。
3、经检索,申请公开号为cn107335805a的中国发明专利,公开了一种金属零件激光光内送丝熔覆激光冲击锻打复合增材制造方法,其基于激光热效应和冲击波力学效应复合制造工艺,在热源熔化金属丝形成熔覆区的同时,对熔覆区同步进行激光冲击处理,在一步制造工序中完成成形与强化工艺,解决了二次强化工艺导致的二次加热、热应力和效率降低的缺点,节约了大量时间和大幅降低了生产成本,还可以精确调控激光束直径、脉冲宽度、脉冲能量、重复频率等参数,以适应于各种材料和复杂结构件高质量成形;同时基于连续激光采用光-丝同轴输送熔覆成形,可以高效利用金属丝成形高质量的熔覆层。但是该专利仍存在以下问题:1.激光送丝工艺加工效率较低的缺陷;2.对于某些反射率高的金属(如铝合金、铜合金等)加工效率低、甚至无法加工的问题;3.成形精度问题。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种多热源复合增材制造方法。
2、根据本发明的一个方面,提供一种多热源复合增材制造方法,包括:
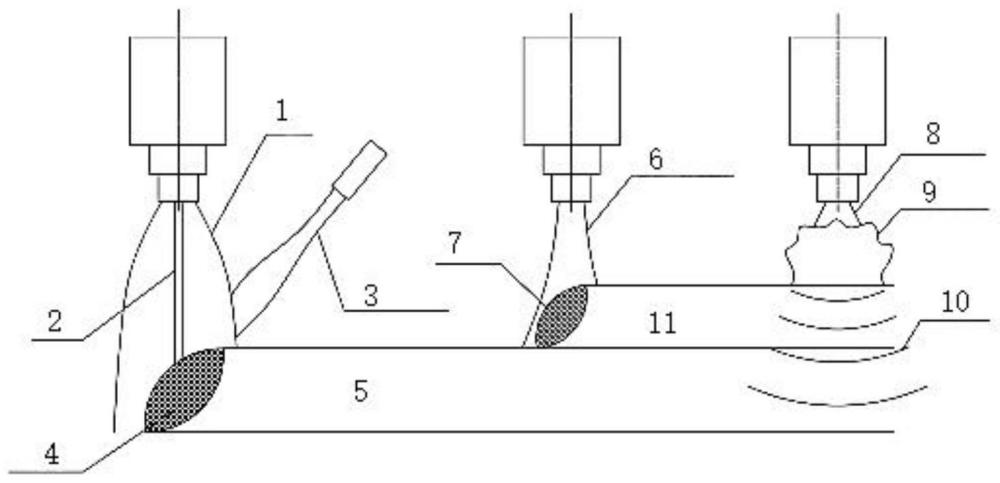
3、利用电弧对热态金属丝状材料进行熔覆,并使用激光束进行导引,形成熔池;
4、当所述熔池内液态金属凝固成为新的熔覆层时,利用后加工连续激光束对所述熔覆层表面进行修饰或重熔;
5、当修饰或重熔后的熔覆层温度达到锻造温度时,利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,利用锻打短脉冲激光束的冲击波力学效应对处于锻造温度范围内的熔覆层进行冲击锻造;
6、通过所述电弧、所述后加工连续激光束和所述锻打短脉冲激光束相互协同地逐层堆叠熔覆材料形成工件。
7、进一步地,所述当所述熔池内液态金属凝固成为新的熔覆层时,其中:熔池内液态金属凝固成为新的熔覆层的时间根据电弧与后加工连续激光束间距确定。
8、进一步地,所述利用后加工连续激光束对所述熔覆层表面进行修饰或重熔,其中:在进行修饰时采用激光同轴送粉方式进行送粉。
9、进一步地,所述利用后加工连续激光束对所述熔覆层表面进行修饰或重熔,其中:修饰后熔覆层的高度和宽度根据送料量与送料速度确定。
10、进一步地,所述利用后加工连续激光束对所述熔覆层表面进行修饰或重熔,其中:所述后加工连续激光束的参数被设置为能够确保修饰或重熔与熔覆层形性需求相匹配。
11、进一步地,所述利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,其中:所述锻打短脉冲激光束的脉冲宽度根据熔覆层的高度确定,确保每一层获得充分锻打。
12、进一步地,所述利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,其中:所述锻打短脉冲激光束的脉冲频率和光斑大小根据熔覆层的面积确定,确保多个热源间速度匹配,保证强化区域保持在最佳锻造温度范围内。
13、进一步地,所述利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,其中:所述锻打短脉冲激光束对熔覆层进行正面或者侧面10°~170°内任意角度或者位置的冲击锻打。
14、进一步地,所述方法包括:复合增材制造中的工艺参数实行在线检测和控制,所述电弧、所述激光束、所述后加工连续激光束和所述锻打短脉冲激光束之间形成耦合控制。
15、进一步地,所述方法还包括:根据不同熔覆金属材料的锻造温度特性,建立多热源加工温度场模型以及对应的在线检测和控制方法;通过检测锻打熔覆层的晶粒尺寸、残余应力分布和微观组织,完善复合加工温度场模型。
16、与现有技术相比,本发明具有如下至少之一的有益效果:
17、本发明提供的多热源复合增材制造方法,通过激光诱导电弧加工技术提升了加工效率和精度,利用后加工连续激光束提升表面粗糙度,解决了搭接痕问题,进一步地提高了成形精度,消除了熔覆层的气孔以及熔合不良等内部缺陷;锻打光束使每一层熔覆层晶粒细化,提高了成形工件的强度和塑性以及晶粒尺寸的均匀性,降低了应力集中;同时也解决了因后加工导致凝固过慢造成的枝晶粗大等缺陷。后加工连续激光束和锻打光束相辅相成,充分利用了热效应和冲击波力学效应,实现了短流程耦合加工,显著提高了金属零件成形精度,内、外部成形质量和机械力学综合性能,并有效控制金属零件加工过程中的变形开裂问题,实现增材制造过程的控形控性。本发明能够在提高加工效率的同时,提高成形表面质量,避免气孔、熔合不良和热应力累积造成变形开裂问题,提高金属零件的机械性能和疲劳强度。
技术特征:
1.一种多热源复合增材制造方法,其特征在于,包括:
2.根据权利要求1所述的多热源复合增材制造方法,其特征在于,所述当所述熔池内液态金属凝固成为新的熔覆层时,其中:熔池内液态金属凝固成为新的熔覆层的时间根据电弧与后加工连续激光束间距确定。
3.根据权利要求1所述的多热源复合增材制造方法,其特征在于,所述利用后加工连续激光束对所述熔覆层表面进行修饰或重熔,其中:在进行修饰时采用激光同轴送粉方式进行送粉。
4.根据权利要求3所述的多热源复合增材制造方法,其特征在于,所述利用后加工连续激光束对所述熔覆层表面进行修饰或重熔,其中:修饰后熔覆层的高度和宽度根据送料量与送料速度确定。
5.根据权利要求1所述的多热源复合增材制造方法,其特征在于,所述利用后加工连续激光束对所述熔覆层表面进行修饰或重熔,其中:所述后加工连续激光束的参数被设置为能够确保修饰或重熔与熔覆层形性需求相匹配。
6.根据权利要求1所述的多热源复合增材制造方法,其特征在于,所述利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,其中:所述锻打短脉冲激光束的脉冲宽度根据熔覆层的高度确定,确保每一层获得充分锻打。
7.根据权利要求6所述的多热源复合增材制造方法,其特征在于,所述利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,其中:所述锻打短脉冲激光束的脉冲频率和光斑大小根据熔覆层的面积确定,确保多个热源间速度匹配,保证强化区域保持在最佳锻造温度范围内。
8.根据权利要求1所述的多热源复合增材制造方法,其特征在于,所述利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,其中:所述锻打短脉冲激光束对熔覆层进行正面或者侧面10°~170°内任意角度或者位置的冲击锻打。
9.根据权利要求1所述的多热源复合增材制造方法,其特征在于,所述方法包括:复合增材制造中的工艺参数实行在线检测和控制,所述电弧、所述激光束、所述后加工连续激光束和所述锻打短脉冲激光束之间形成耦合控制。
10.根据权利要求1-9任一项所述的多热源复合增材制造方法,其特征在于,所述方法还包括:根据不同熔覆金属材料的锻造温度特性,建立多热源加工温度场模型以及对应的在线检测和控制方法;通过检测锻打熔覆层的晶粒尺寸、残余应力分布和微观组织,完善复合加工温度场模型。
技术总结
本发明提供一种多热源复合增材制造方法,包括:利用电弧对热态金属丝状材料进行熔覆,并使用激光束进行导引,形成熔池;当熔池内液态金属凝固成为新的熔覆层时,利用后加工连续激光束对熔覆层表面进行修饰或重熔;当修饰或重熔后的熔覆层温度达到锻造温度时,利用锻打短脉冲激光束直接作用在锻造温度范围内的熔覆层表面,利用锻打短脉冲激光束的冲击波力学效应对处于锻造温度范围内的熔覆层进行冲击锻造;通过电弧、后加工连续激光束和锻打短脉冲激光束相互协同地逐层堆叠熔覆材料形成工件。本发明能够提高成形表面质量,避免气孔、熔合不良和热应力累积造成变形开裂问题,提高金属零件的机械性能和疲劳强度。
技术研发人员:孔源,董安平,姜旭
受保护的技术使用者:上海交通大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!