一种适用多类型电路板加工的全自动锡焊装置的制作方法
本发明涉及焊接,具体为一种适用多类型电路板加工的全自动锡焊装置。
背景技术:
1、电路板是重要的电子部件,是电子元器件的支撑体,是电子元器件电气相互连接的载体,几乎每种电子设备,小到电子手表、计算器,大到计算机、通信电子设备、军用武器系统,只要有集成电路等电子元件,为了使各个元件之间的电气互连,都要使用电路板。现有技术中是采用锡焊的方式将电子元器件集成在电路板上,并且随着经济的快速发展,为了提高生产效率,可自动进行锡焊作业的全自动锡焊机应运而生,其在一定程度上已经替代了人工,大大提高焊接的工作效率。
2、由于大小不同的电子设备几乎均会使用到电路板,对应的,不同大小的电子设备所使用的电路板的规格也是大小不同的,现有的全自动锡焊机虽然可以对一些特定范围内不同大小的电路板进行加工,但是这个特定范围的局限性较大,受焊接夹具的影响,其最大可加工的电路板只能与工位上的一个夹具的最大可夹持的尺寸相同,导致夹持尺寸的范围较小,不能很好的适应市面上形形色色不同大小的电路板,适用性低。
技术实现思路
1、本发明的目的在于提供一种适用多类型电路板加工的全自动锡焊装置,以解决上述背景技术中提出的问题。
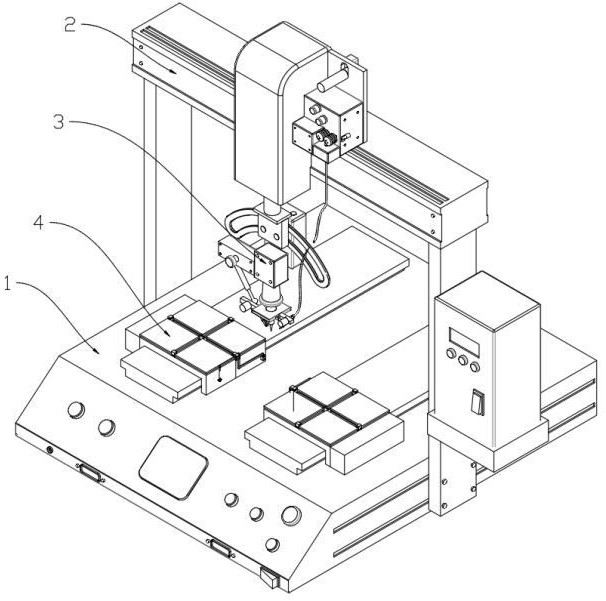
2、为了解决上述技术问题,本发明提供如下技术方案:一种适用多类型电路板加工的全自动锡焊装置,包括底座、机架和焊锡头,所述机架滑动设于所述底座上,所述焊锡头设于所述机架上,所述底座顶部于所述焊锡头下方对称设有滑动连接的组合夹板,所述组合夹板顶部设有滑动连接的双头夹具和若干个单头夹具,若干个所述单头夹具呈u形分布,所述双头夹具分布于两个所述组合夹板相邻的一侧,所述组合夹板可调节对称分布的两个所述单头夹具之间的距离,所述组合夹板外壁于所述双头夹具一侧设有调节组件和支撑组件,所述调节组件用于改变所述双头夹具的位置,所述支撑组件与所述调节组件联动,用于对两个所述组合夹板之间的电路板进行支撑,所述焊锡头一侧设有补锡组件,通过补锡模块可控制所述补锡组件在焊接时进行补锡。
3、进一步的,所述单头夹具包括电动滑轨一、u形夹头一、挤压板一和弹簧一,所述电动滑轨一设于所述组合夹板顶部,所述电动滑轨一驱动所述u形夹头一位移,所述挤压板一滑动设置于所述u形夹头一的卡口内,所述挤压板一通过所述弹簧一弹性支撑在所述u形夹头一内。
4、进一步的,所述双头夹具包括电动滑轨二、连接座、双头u形夹头二、挤压板二和弹簧二,所述电动滑轨二设于所述组合夹板顶部,所述电动滑轨二驱动所述连接座位移,所述双头u形夹头二插接设于所述连接座顶部,所述挤压板二滑动设置于所述双头u形夹头二的卡口内,所述挤压板二通过所述弹簧二弹性支撑在所述双头u形夹头二内。
5、进一步的,所述调节组件包括l形调节杆、电动伸缩杆一、插接块一、齿轮一和马达一,所述插接块一滑动设于所述l形调节杆的一端,所述电动伸缩杆一设于所述l形调节杆内部,所述电动伸缩杆一的伸缩端与所述插接块一固定连接,所述双头u形夹头二外侧设有与所述插接块一相匹配的插接口,所述齿轮一套设于所述马达一的输出轴外壁,所述马达一的输出轴端与所述l形调节杆的一端固定连接。
6、进一步的,所述支撑组件包括支撑板、连接轴一和齿轮二,所述连接轴一转动设于所述组合夹板外壁,所述连接轴一外壁套设有用于自动复位的扭簧,扭簧的一端与组合夹板固定连接,所述支撑板设于所述连接轴一顶端,所述支撑板上表面与所述组合夹板上表面位于同一水平面,所述齿轮二套设于所述连接轴一外壁,所述组合夹板内部转动设有齿轮三、齿轮四、齿轮五和齿轮六,所述齿轮三与所述齿轮二相啮合,所述齿轮三与所述齿轮五通过齿带一同步转动,所述齿轮四与所述齿轮一相啮合,所述齿轮四与所述齿轮六通过齿带二同步转动,所述齿轮五与所述齿轮六相啮合,齿轮三、齿轮五、齿轮四和齿轮六中心均分别设有齿轮轴,齿带一和齿带二与齿轮轴啮合,带动齿轮同步转动。
7、进一步的,所述组合夹板包括夹板一、夹板二、支撑架和双向丝杆,所述双向丝杆转动设于所述支撑架内部,所述夹板一与所述夹板二通过丝杆螺母与所述双向丝杆连接,所述双向丝杆可带动所述夹板一和所述夹板二同时反向位移,所述双向丝杆一端与驱动电机一的输出轴固定连接。
8、进一步的,齿轮五设于夹板二内的活动槽中,齿轮六设于夹板一内部,夹板二的侧壁上设有活动槽的开口,当夹板一与夹板二贴合时,齿轮六可插入活动槽中与齿轮五啮合在一起。
9、进一步的,所述补锡组件包括载丝盒、导丝管、出丝口和切丝片,所述载丝盒设于所述焊锡头外壁,载丝盒内部设有用于驱动锡丝移动的导丝轮,导丝轮受马达驱动,所述导丝管设于所述载丝盒底部,用于输出锡丝,所述出丝口与所述导丝管贯通,所述出丝口通过连接轴二与所述焊锡头转动连接,焊锡头上有连接块,连接轴二与连接块转动连接,出丝口与连接轴二固定连接,所述连接轴二与马达二的输出轴固定连接,所述出丝口一侧设有切丝片,其出丝口的另一端设有挡片,切丝片用于将出丝口处的锡丝切断,通过电动伸缩杆二可控制所述切丝片位移,电动伸缩杆二通过连接杆与焊锡头固定连接,对电动伸缩杆二产生固定支撑作用。
10、进一步的,所述补锡模块包括主锡丝监测单元、辅锡丝监测单元、电路板分析单元、计算单元和控制单元,所述主锡丝监测单元用于监测焊接时主要供应的锡丝剩余量,所述辅锡丝监测单元用于监测补锡组件中可使用的剩余锡丝量,所述电路板分析单元用于扫描加工的电路板,判断电路板的类型,并实时监测电路板剩余待焊接的焊点数量,所述计算单元根据主要供应的锡丝剩余量、补锡组件中的可使用剩余锡丝量以及电路板的待焊接的焊点数量计算出主供应锡丝是否能完成当前电路板的焊接作业,所述控制单元用于根据计算单元得出的结果向补锡组件发出指令信号。
11、进一步的,所述补锡模块的具体操作步骤如下:
12、步骤s1、当主锡丝监测单元发出监测信号后,扫描待加工的电路板,提取该电路板的焊点位置以及焊点数量,计算此块电路板焊接完成还需要使用的锡量;
13、步骤s2、调取出主要供应的锡丝剩余量数据,与步骤s1中需要使用的锡量相比较,判断锡丝剩余量是否足够,若判断剩余锡量足够,则继续进行锡焊,若判断剩余锡量不足,则计算需要补充的锡量,与补锡组件中可使用的剩余锡丝量对比,若补锡组件中可使用的剩余锡丝量大于需要补充的锡量,则在主供应锡丝最大程度的完成其最后一个完整的焊点后,控制调节补锡组件中的出丝口位置,使其与焊锡头配合将电路板剩余焊点焊接完成,若补锡组件中可使用的剩余锡丝量小于需要补充的锡量,则在主供应锡丝最大程度的完成其最后一个完整的焊点后,直接停机换丝;
14、步骤s3、在步骤s2中判断出主要供应的锡丝剩余量足够步骤s1中需要使用的锡量时,扫描提取下一块待加工的电路板的焊锡点以及需要使用的锡丝量,判断当前主要供应的锡丝剩余量在加工完当前电路板后,剩余量是否满足下一块待加工的电路板需要消耗的锡丝量,若满足消耗,则正常进行输送下一块电路板加工,若不满足消耗,则计算相差的锡丝量,若相差的锡丝量小于总锡量的五分之一,且补锡组件中的剩余锡线大于此相差的锡丝量时,则可输出可正常焊接的命令,若相差的锡丝量大于五分之一,无论补锡组件中的剩余锡线是否大于相差的锡丝量,均输出下一块电路板等待换丝后加工的命令。
15、进一步的,所述步骤s1中,主锡丝监测单元包括连接轴三、连接盒、滑块、微动开关和弹簧三,所述连接盒固定设于所述焊锡头外壁,所述滑块滑动设于所述连接盒内,所述连接轴三一端延伸至所述连接盒内部于所述滑块固定连接,所述弹簧三设于所述滑块底部,对所述滑块弹性支撑,所述微动开关位于滑块上方。
16、与现有技术相比,本发明所达到的有益效果是:
17、本发明可将两个工位的组合夹板调节为一个工位,使其可加工超出单个组合夹板的尺寸的电路板,从而可扩大可加工电路板尺寸的最大范围,进而可增加可加工的电路板的尺寸范围,可更好的适用于市面上形形色色不同尺寸的电路板,并且加工过程稳定,并且还可以单独调节组合夹板中的夹板二与夹板一之间的距离,从而也可增加原有的单独一个组合夹板的夹持范围,使得本装置可产生一级夹持、二级夹持和三级夹持的效果,一级夹持即为普通的单独一个组合夹板的夹持范围,二级夹持即为可调节单独一个组合夹板中夹板一和夹板二之间的距离,从而可扩大一定的夹持范围,三级夹持即为将两个工位合二为一,夹持超出单个组合夹板范围的电路板,其夹持范围二倍增加,极大的增加了此装置的适用范围,提高此装置的适用性。
18、本发明在锡焊过程中,可实时监测剩余的锡量,当主供应锡量不足时,及时利用补锡组件补上所需锡量,这样可使当前加工的电路板可一气呵成的焊接完成,焊锡过程不会浪费较长时间,并且不会出现某个焊点焊接一半的情况出现,避免焊点补焊造成产品不合格,并且在利用补锡组件对电路板进行焊接时,此时即可先对主供应的锡卷进行更换,当焊接完成后只需短暂停机更换导丝管中的锡线即可,相比现有技术中只能在停机后才可进行锡卷的更换相比,可更快一步的更换锡卷,从而可提高更换效率,减少停机时间,提高锡焊效率,并且本发明利用重力触发补锡模块对主供应锡卷上的锡线进行剩余量监测,无需从焊接作业开始时就对其剩余锡量进行监测,可避免资源浪费,并且监测结构简单,只需弹簧和微动开关组合即可,也减少生产成本,适合推广使用。
- 还没有人留言评论。精彩留言会获得点赞!