一种快进给切削刀片的制作方法
本发明属于切削刀具,具体涉及一种快进给切削刀片。
背景技术:
1、在机械加工过程中如果选择时优先考虑更高的进给量,那我们说这就是快进给加工,具体而言就是铣削加工中的快进给铣削。使用更高的进给量和中等切深进行加工时,消耗的能量更少。快进给铣削在不降低生产率的情况下,向着节能加工或‘绿色’加工迈进了一步。
2、如专利号cn202110683068公开了一种圆形刀片及其刀具。具有较大的径向负角,及较大的轴向正角,具有非常好的排屑性能。但是该道具刀具存在如下问题:一方面快进给加工中,由于刀片受到的切削阻力非常大,那么久需要要求刀片具有很好的抗冲击强度。另一方面快进给加工中,需要还是由于受到的作用力比较大,刀片会发生微小的位移。因此需要研发一种可以克服上述缺陷的新快进给切削刀来满足市场需求。
技术实现思路
1、本发明的目的在于提供一种快进给切削刀片,克服了现有技术的不足,解决了现有刀具快进给加工中,由于刀片受到的切削阻力非常大和抗冲击强度不足的技术问题。
2、为解决上述问题,本发明所采取的技术方案如下:
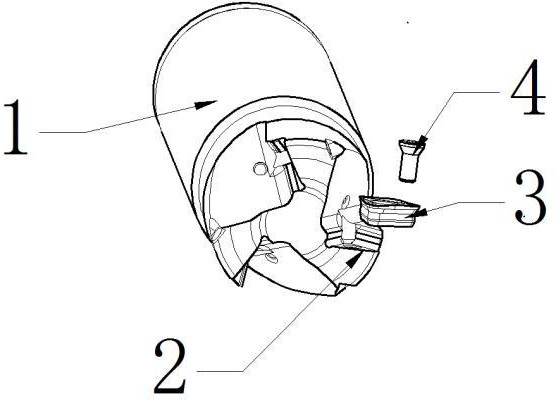
3、一种快进给切削刀片,包括刀体和若干个刀片部,所述刀体下方设置若干个刀体部刀片放置基面,所述刀片部与刀体部刀片放置基面一一对应,所述刀片部中间设有安装孔,所述刀片部通过锁紧螺钉和安装孔固定在刀体部刀片放置基面上,刀片部固定后径向角为负角,轴向角为正角,刀片部排屑刃带宽度为a、刀片部渡刃带宽度为b、刀片部圆弧交接刃带宽度c、刀片部刀尖圆弧刃带宽度为d、刀片部排屑前角为s、刀片部过渡前角为t、刀片部圆弧交界处前角为x、刀片部刀尖前角为y,0.05mm<a<b<c<d<0.8mm,stxy值为渐变趋势,其中s<t<x<y, s、t、x、y值在加工软质材料时s、t、x、y变化角度为0°~10°,s、t、x、y值在加工硬质材料时候s、t、x、y变化角度为-25°~0°。
4、进一步,刀片部为类三角结构,类三角结构为等边三角形,等边三角形上端每一边外部具有设有主切削刃,主切削刃为向外凸起的弧形结构。
5、进一步,所述负角为大负角,所述大负角度数为-7°~0°。正角为大正角,大正角度数为0°~7°,大负角和大正角可以提供良好的排屑性能。
6、进一步,刀片部为类三角结构,类三角结构的每一边均设有主切削刃和加强径,类三角结构每一边内侧位置均设有卷屑槽型,卷屑槽型底部具有若干个凸起,凸起与主切削刃对应。
7、进一步,刀片部侧方设有定位面,定位面与刀体部刀片放置基面贴合的一面垂直。
8、本发明与现有技术相比较,具有以下有益效果:
9、1、通过对刀刃做加强处理(s-t-x-y数值的控制,优化了刀尖强度),从刀片的结构出发优化刀片结构,刀片抗冲击能力大幅度提高; 2、刀片定位面定位稳固,提高了刀片使用寿命;
10、2、刀体具有更大的负向径向角,而转向角设计为大的正角,具有最好的排屑性能;
11、3、刀片在加工时使用快进给加工,特别是传统的面铣和型腔铣,从而得到更高的生产效率;
12、4、刀片部侧方设有定位面,定位面与刀体部刀片放置基面贴合的一面垂直,可以解决刀片会发生微小的位移的技术问题。
技术特征:
1.一种快进给切削刀片,包括刀体和若干个刀片部,所述刀体下方设置若干个刀体部刀片放置基面,所述刀片部与刀体部刀片放置基面一一对应,所述刀片部中间设有安装孔,所述刀片部通过锁紧螺钉和安装孔固定在刀体部刀片放置基面上,其特征在于:所述刀片部固定后径向角为负角,轴向角为正角,所述刀片部排屑刃带宽度为a、刀片部渡刃带宽度为b、刀片部圆弧交接刃带宽度为c、刀片部刀尖圆弧刃带宽度为d、刀片部排屑前角为s、刀片部过渡前角为t、刀片部圆弧交界处前角为x、刀片部刀尖前角为y,所述0.05mm<a<b<c<d<0.8mm,所述stxy值为渐变趋势,所述stxy值s<t<x<y,所述s、t、x、y值在加工软质材料时s、t、x、y变化角度为0°~10°,所述stxy值在加工硬质材料时候s、t、x、y变化角度为-25°~0°。
2.根据权利要求1所述的一种快进给切削刀片,其特征在于:所述刀片部为类三角结构,所述类三角结构为等边三角形,所述等边三角形上端每一边外部具有设有主切削刃,所述主切削刃为向外凸起的弧形结构。
3.根据权利要求1所述的一种快进给切削刀片,其特征在于:所述负角为大负角,所述大负角度数为-7°~0°。
4.根据权利要求4所述的一种快进给切削刀片,其特征在于:所述正角为大正角,所述大正角度数为0°~7°。
5.根据权利要求1所述的一种快进给切削刀片,其特征在于:所述类三角结构的每一边均设有主切削刃和加强径,所述类三角结构每一边内侧位置均设有卷屑槽型,所述卷屑槽型底部具有若干个凸起,所述凸起与主切削刃对应。
6.根据权利要求1所述的一种快进给切削刀片,其特征在于:所述等边三角形下端侧方设有定位面,所述定位面与刀体部刀片放置基面贴合的一面垂直。
7.根据权利要求6所述的一种快进给切削刀片,其特征在于:所述定位面与刀体部刀片放置基面贴合的一面结合处设有倒角。
8.根据权利要求7所述的一种快进给切削刀片,其特征在于:所述定位面向着刀刃方向通过曲面过渡。
技术总结
本发明属于切削刀具技术领域,具体涉及一种快进给切削刀片,刀片部固定后径向角为负角,轴向角为正角,刀片部排屑刃带宽度为a、刀片部渡刃带宽度为b、刀片部圆弧交接刃带宽度c、刀片部刀尖圆弧刃带宽度为d、刀片部排屑前角为s、刀片部过渡前角为t、刀片部圆弧交界处前角为x、刀片部刀尖前角为y,0.05mm<a<b<c<d<0.8mm,s、t、x、y值为渐变趋势,其中s<t<x<y,stxy值在加工软质材料时s\t\x\y变化角度为0°~10°,stxy值在加工硬质材料时候s、t、x、y变化角度为‑25°~0°,克服了现有技术的不足,解决了现有刀具快进给加工中,由于刀片受到的切削阻力非常大和抗冲击强度不足的技术问题。
技术研发人员:李明星,臧文海,王海峰,李阳明
受保护的技术使用者:江苏天工硬质合金科技有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!