一种T3紫铜板对接接头的焊接方法及焊接系统与流程
本发明涉及t3紫铜焊接,尤其涉及一种t3紫铜板对接接头的焊接方法及焊接系统。
背景技术:
1、在飞行器制造领域,铜及铜合金的焊接得到了广泛的应用。在减少铝合金激光-电弧复合焊接气孔的问题上,研究人员采用的工艺措施大体上是减小激光功率、增大电弧能量、降低焊接速度等,上述措施均延长了熔池凝固时间,促进了熔池内部气体的逸出,可以有效地降低气孔数量,然而它们却显然降低了铝合金激光-电弧复合焊接低变形、高效率、高质量的优势。
2、由于t3紫铜中存在氧、硫、磷等杂质,导致焊接时接头内部产生容易产生气孔和裂纹,导致焊缝质量不合格。t3紫铜具有高导电性、导热性、可塑性、耐蚀性和良好的低温性能,能够快速、高效的传导冷却剂,达到快速降温的效果,因此在常见的工业冷却系统设备中应用较多,但是焊接性能不好,具体体现在以下几点:第一、t3紫铜导热性强,具有高的导热性,同时熔化了的铜液流动性大,焊接时不容易焊透,焊缝表面成型质量较差;第二、t3紫铜热胀冷缩大,其线膨胀系数较大,焊接过程中的热胀冷缩现象特别明显,因此焊接后产生变形较大;第三、t3紫铜在液态时易氧化生成氧化亚铜,焊接结晶时生成熔点较低的共晶体,存在于铜的晶粒边界上,很容易形成裂纹;另外,在焊接高温时的氧化亚铜与氢、一氧化碳反应生成水蒸汽和二氧化碳,也容易在焊缝中形成气孔。
3、因此,亟需制备出一种t3紫铜板对接接头的焊接方法及焊接系统解决上述问题。
技术实现思路
1、基于以上所述,本发明的目的在于提供一种t3紫铜板对接接头的焊接方法及焊接系统,焊接效率高、焊接质量好,可以得到性能优异的焊缝,t3紫铜焊接生产效率得到极大提高。
2、为达上述目的,本发明采用以下技术方案:
3、一种t3紫铜板对接接头的焊接方法,包括以下步骤:
4、清理待焊工件,并打磨焊缝周边;
5、将两个所述待焊工件放置在焊接工装平台上,相邻两个所述待焊工件之间形成焊缝;
6、选择ercusi-a作为焊缝填充焊丝,所述ercusi-a的化学成分包括:不小于92%的铜,2.8%~4.0%的硅,不大于1%的锰,不大于1%的锌,不大于1%的锡,不大于0.5%的铁,不大于0.02%的铅,不大于0.01%的铝;
7、设置焊接工艺参数;
8、选择激光器、弧焊机和机器人示教器实施焊接。
9、作为一种t3紫铜板对接接头的焊接方法的优选方案,所述清理待焊工件包括:将所述待焊工件表面的油污和氧化膜清理干净,可用酒精或丙酮进行清洗,再将所述焊缝周边预设范围内打磨光泽。
10、作为一种t3紫铜板对接接头的焊接方法的优选方案,所述焊丝直径为1.2mm。
11、作为一种t3紫铜板对接接头的焊接方法的优选方案,所述弧焊机为froniustps400i弧焊机,对焊接电压、电流和送丝速度进行一元化调节,当三个参数中一个确定时,另外两个参数自动匹配。
12、作为一种t3紫铜板对接接头的焊接方法的优选方案,所述焊接时,选择激光-mig激光电弧复合焊接方法。
13、作为一种t3紫铜板对接接头的焊接方法的优选方案,所述焊接工艺参数包括:激光功率为2.5~5.0kw,焊接速度为1~4m/min,焊接电流为90~160a。
14、作为一种t3紫铜板对接接头的焊接方法的优选方案,所述焊接工艺参数还包括:离焦量为-2~+2mm,光丝间距为2~3mm。
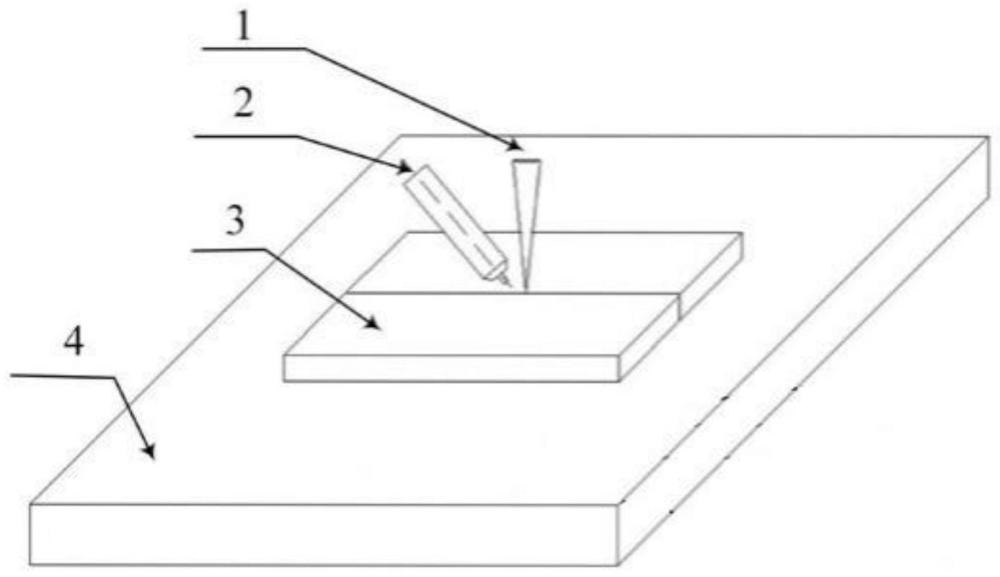
15、一种用于t3紫铜板对接接头的焊接系统,用于实现上述焊接方法,所述焊接系统包括:
16、焊接工装平台,用于放置待焊工件;
17、激光器,设置于所述待焊工件形成的焊缝处,所述激光器发射的激光用于引导电弧;
18、焊枪,设置于所述待焊工件形成的焊缝处,所述激光器产生的激光与所述焊枪产生的焊接电弧共同作用在所述焊缝处并形成熔池。
19、作为一种t3紫铜板对接接头的焊接系统的优选方案,还包括弧焊机,所述弧焊机用于对焊接电压、电流和送丝速度进行一元化调节。
20、本发明的有益效果为:
21、本发提供一种t3紫铜板对接接头的焊接方法,通过减小激光功率、增大mig电弧能量、降低焊接速度等,可以有效地降低气孔和裂纹,并且操作简单、便捷,成本低廉,具有较大的实用价值。
22、本发明还提供一种用于t3紫铜板对接接头的焊接系统,相比手工tig焊焊接技术,具有更低的焊接热输入、更快的焊接速度、更好的工艺稳定性和更高的能量控制精度,更容易满足t3紫铜板对接接头焊接构件对低变形、高质量的苛刻焊接要求。
技术特征:
1.一种t3紫铜板对接接头的焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的t3紫铜板对接接头的焊接方法,其特征在于,所述清理待焊工件包括:将所述待焊工件表面的油污和氧化膜清理干净,可用酒精或丙酮进行清洗,再将所述焊缝周边预设范围内打磨光泽。
3.根据权利要求1所述的t3紫铜板对接接头的焊接方法,其特征在于,所述焊丝直径为1.2mm。
4.根据权利要求1所述的t3紫铜板对接接头的焊接方法,其特征在于,所述弧焊机为fronius tps400i弧焊机,对焊接电压、电流和送丝速度进行一元化调节,当三个参数中一个确定时,另外两个参数自动匹配。
5.根据权利要求1所述的t3紫铜板对接接头的焊接方法,其特征在于,所述焊接时,选择激光-mig激光电弧复合焊接方法。
6.根据权利要求1所述的t3紫铜板对接接头的焊接方法,其特征在于,所述焊接工艺参数包括:激光功率为2.5~5.0kw,焊接速度为1~4m/min,焊接电流为90~160a。
7.根据权利要求1所述的t3紫铜板对接接头的焊接方法,其特征在于,所述焊接工艺参数还包括:离焦量为-2~+2mm,光丝间距为2~3mm。
8.一种用于t3紫铜板对接接头的焊接系统,用于实现权利要求1-7所述的焊接方法,所述焊接系统包括:
9.根据权利要求8所述的用于t3紫铜板对接接头的焊接系统,还包括弧焊机,所述弧焊机用于对焊接电压、电流和送丝速度进行一元化调节。
技术总结
本发明涉及T3紫铜焊接技术领域,公开一种T3紫铜板对接接头的焊接方法及其焊接系统。焊接方法包括以下步骤:清理待焊工件,并打磨焊缝周边;将两个待焊工件放置在焊接工装平台上;选择ERCuSi‑A作为焊缝填充焊丝,化学成分包括:不小于92%的铜,2.8%~4.0%的硅,不大于1%的锰,不大于1%的锌,不大于1%的锡,不大于0.5%的铁,不大于0.02%的铅,不大于0.01%的铝;设置焊接工艺参数,进行焊接。焊接系统包括:焊接工装平台,用于放置待焊工件;激光器和焊枪,设置于待焊工件形成的焊缝处,激光器产生的激光与焊枪产生的焊接电弧共同作用在焊缝处并形成熔池。该焊接方法焊接效率高、焊接质量好,可以得到性能优异的焊缝,T3紫铜焊接的生产效率得到极大提高。
技术研发人员:田金华,范小康,余勉,肖雄,虞阳,李立坤
受保护的技术使用者:武汉光谷航天三江激光产业技术研究院有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!