成型机重锤加热装置的制作方法
本技术涉及成型机重锤,具体为成型机重锤加热装置。
背景技术:
1、振动成型机是指利用振动原理在加压下,泥料受振动作用而成型的成型设备。振动成型机是将振动电机固定在模具筒两侧作为振动源,生产各种规格产品,较大、长度较长(截面为圆形或矩形)的石墨电极和碳素电极制品。
2、现有cn207972098u一种振动成型机通过设置的振动台可使成型模具内的泥料进行振动成型,并且成型模具设置在振动台底部,在振动时,电机只需带动振动台振动便可实现成型模具的振动,减小了电机所需要的能耗,延长了电机内部部件的使用寿命,同时在成型模具的正下方设置挤压块,通过压力缸推动挤压块,可实现成型模具内的模腔密封,同时也可对泥料进行施压,从而使成型后的石墨电极密度均匀、质量好,通过在挤压块顶端设置的凹槽,使成型的石墨电极下部设置在凹槽内,从而提高了成型石墨电极的稳固性,通过压力缸的收缩,方便了成型石墨电极的取出,但是存在不足,该装置的重锤压头无法提前加热升温,而重锤温度低,容易造成碳块上表面粗糙,造成粗糙废块,从而需要成型机重锤加热装置解决上述的问题。
技术实现思路
1、本实用新型的目的在于提供成型机重锤加热装置,以解决上述背景技术中提到的一种振动成型机的重锤压头无法提前加热升温,而重锤温度低,容易造成碳块上表面粗糙,造成粗糙废块的问题。
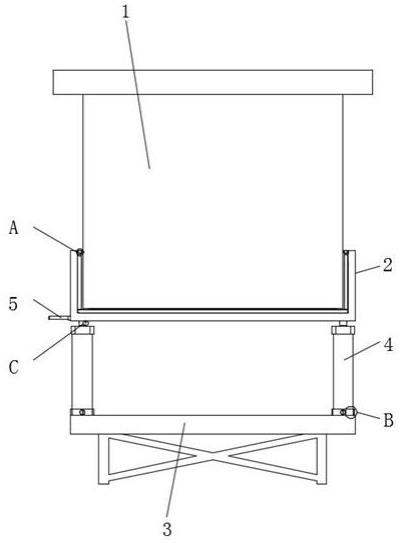
2、为实现上述目的,本实用新型提供如下技术方案:成型机重锤加热装置,包括重锤压头,所述重锤压头下端安装分布有加热槽,其加热槽下端安装有气缸,且气缸下端安装有支撑底架,所述加热槽内壁开设有安装槽,且安装槽内壁安装有加热管,所述加热槽一侧电性连接有连接导线,且加热槽下端边缘安装有安装螺槽,所述安装螺槽内壁安装有安装螺杆,其安装螺杆下端连接有旋转块,且旋转块下端与气缸固定连接,所述气缸下端外壁固定连接有安装扣块,且安装扣块外壁安装有安装扣槽,所述安装扣槽下端与支撑底架固定连接,且安装扣槽前侧安装有锁紧旋钮,所述加热槽内壁上端开设有伸缩槽,且伸缩槽内壁固定连接有连接弹簧,所述连接弹簧一端固定连接有伸缩杆,且伸缩杆一端安装有定位导轮。
3、优选的,所述加热槽开口的形状与重锤压头的形状相匹配,且加热槽与重锤压头呈包裹安装,所述加热槽通过气缸与支撑底架呈升降连接。
4、优选的,所述加热槽通过安装槽与加热管呈镶嵌安装,且加热管一端于安装槽内呈平齐位置分布,且加热管于加热槽内壁呈包裹位置分布。
5、优选的,所述加热槽下端通过安装螺杆在安装螺槽内与气缸呈螺旋安装,且气缸通过安装扣块在安装扣槽内与支撑底架呈插合拼接安装,所述安装扣块通过锁紧旋钮与安装扣槽呈锁紧固定连接。
6、优选的,所述定位导轮于加热槽内壁呈环形位置分布,且定位导轮为滚轴型结构。
7、优选的,所述定位导轮通过连接弹簧在伸缩杆上于伸缩槽内与加热槽呈弹性伸缩连接。
8、与现有技术相比,本实用新型的有益效果是:该成型机重锤加热装置的加热槽通过包裹位置分布的加热管进行包裹位置的加热处理,而且加热管为镶嵌位置安装,避免损坏,并且加热槽可以通过气缸进行升降调节,而气缸方便通过安装螺槽和安装螺杆快速拆装安装使用,而加热槽与重锤压头安装时,可以通过定位导轮进行稳定定位安装,安装更稳定,使用更方便。
技术特征:
1.成型机重锤加热装置,包括重锤压头(1),所述重锤压头(1)下端安装分布有加热槽(2),其加热槽(2)下端安装有气缸(4),且气缸(4)下端安装有支撑底架(3),其特征在于:所述加热槽(2)内壁开设有安装槽(8),且安装槽(8)内壁安装有加热管(9),所述加热槽(2)一侧电性连接有连接导线(5),且加热槽(2)下端边缘安装有安装螺槽(15),所述安装螺槽(15)内壁安装有安装螺杆(17),其安装螺杆(17)下端连接有旋转块(16),且旋转块(16)下端与气缸(4)固定连接,所述气缸(4)下端外壁固定连接有安装扣块(12),且安装扣块(12)外壁安装有安装扣槽(13),所述安装扣槽(13)下端与支撑底架(3)固定连接,且安装扣槽(13)前侧安装有锁紧旋钮(14),所述加热槽(2)内壁上端开设有伸缩槽(10),且伸缩槽(10)内壁固定连接有连接弹簧(11),所述连接弹簧(11)一端固定连接有伸缩杆(7),且伸缩杆(7)一端安装有定位导轮(6)。
2.根据权利要求1所述的成型机重锤加热装置,其特征在于:所述加热槽(2)开口的形状与重锤压头(1)的形状相匹配,且加热槽(2)与重锤压头(1)呈包裹安装,所述加热槽(2)通过气缸(4)与支撑底架(3)呈升降连接。
3.根据权利要求2所述的成型机重锤加热装置,其特征在于:所述加热槽(2)通过安装槽(8)与加热管(9)呈镶嵌安装,且加热管(9)一端于安装槽(8)内呈平齐位置分布,且加热管(9)于加热槽(2)内壁呈包裹位置分布。
4.根据权利要求3所述的成型机重锤加热装置,其特征在于:所述加热槽(2)下端通过安装螺杆(17)在安装螺槽(15)内与气缸(4)呈螺旋安装,且气缸(4)通过安装扣块(12)在安装扣槽(13)内与支撑底架(3)呈插合拼接安装,所述安装扣块(12)通过锁紧旋钮(14)与安装扣槽(13)呈锁紧固定连接。
5.根据权利要求4所述的成型机重锤加热装置,其特征在于:所述定位导轮(6)于加热槽(2)内壁呈环形位置分布,且定位导轮(6)为滚轴型结构。
6.根据权利要求5所述的成型机重锤加热装置,其特征在于:所述定位导轮(6)通过连接弹簧(11)在伸缩杆(7)上于伸缩槽(10)内与加热槽(2)呈弹性伸缩连接。
技术总结
本技术公开了成型机重锤加热装置,包括重锤压头,所述气缸下端外壁固定连接有安装扣块,且安装扣块外壁安装有安装扣槽,所述安装扣槽下端与支撑底架固定连接,且安装扣槽前侧安装有锁紧旋钮,所述加热槽内壁上端开设有伸缩槽,且伸缩槽内壁固定连接有连接弹簧,所述连接弹簧一端固定连接有伸缩杆,且伸缩杆一端安装有定位导轮。该成型机重锤加热装置的加热槽通过包裹位置分布的加热管进行包裹位置的加热处理,而且加热管为镶嵌位置安装,避免损坏,并且加热槽可以通过气缸进行升降调节,而气缸方便通过安装螺槽和安装螺杆快速拆装安装使用,而加热槽与重锤压头安装时,可以通过定位导轮进行稳定定位安装,安装更稳定,使用更方便。
技术研发人员:赵胜武,左营垒,张岳鹏,董洪伟,张焕征,董占红,董晓明,何干强
受保护的技术使用者:洛阳龙泉天松碳素有限公司
技术研发日:20230109
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!