一种泵类紧固螺母精加工校正机构的制作方法
本技术属于机加工工装,具体涉及一种泵类紧固螺母精加工校正机构。
背景技术:
1、泵的传动轴需要通过紧固螺母来进行定位,特别是对于泵的转动轴其定位精度直接使用泵的运转。
2、目前泵的转动轴配套的紧固螺母都是厂商直接进行配套,但是这种大规模生产的紧固螺母在端面平面度不能满足条件,当紧固螺母安装之后导致转动轴窜动较大,严重影响泵的使用寿命。
技术实现思路
1、本实用新型为了解决现有紧固螺母由于平面度差而导致泵的传动轴窜动较大的问题,而提供一种泵类紧固螺母精加工校正机构,能够对紧固螺母进行夹持和紧固,便于通过机加工对紧固螺母的端面进行精加工,从而使得紧固螺母的平面度满足设计要求,从而提高传动轴安装的精度,防止传动轴发生窜动的情况。
2、为解决技术问题,本实用新型所采用的技术方案是:
3、一种泵类紧固螺母精加工校正机构,其特征在于,包括:
4、胀套,用于安装紧固螺母;
5、台阶轴,用于装夹在机床上,并且台阶轴用于套设在胀套的内部;
6、安装螺母,用于套设在台阶轴上并将胀套紧固在台阶轴上。
7、在一些实施例中,所述台阶轴包括依次连接的一级轴、二级轴、三级轴、四级轴和五级轴,所述台阶轴的外径沿着一级轴、二级轴、三级轴和四级轴的方向逐渐增大,所述四级轴的外径大于三级轴的外径并大于五级轴的外径,所述五级轴用于夹持在机床上。
8、在一些实施例中,所述四级轴的外径沿着三级轴至五级轴的方向逐渐增大,所述胀套内开设有台阶孔,所述胀套的台阶孔分别与台阶轴的三级轴和四级轴相互适配,并且所述胀套的台阶孔的大径段与四级轴的外圆周相互适配。
9、在一些实施例中,所述胀套用于与四级轴相互适配的区域的圆周壁上开设有若干条形通孔,所述条形通孔将胀套上与四级轴相互适配的区域分为若干部分,用于进行机加工的紧固螺母套设在胀套上具有条形通孔的区域。
10、在一些实施例中,所述台阶轴的二级轴的外圆周上开设有用于与安装螺母相互螺纹连接的螺纹段。
11、在一些实施例中,所述安装螺母套设在台阶轴的二级轴的外围并且安装螺母配设有若干垫片,所述垫片套设在安装螺母与胀套之间的二级轴的外围。
12、在一些实施例中,所述台阶轴的三级轴的长度大于胀套的台阶孔的小径段的长度以使得台阶轴的三级轴的一部分能够延伸入胀套的台阶孔的大径段内。
13、在一些实施例中,所述台阶轴的三级轴与四级轴的长度之和大于胀套的长度以使得台阶轴的四级轴的一部分能够从胀套的端部延伸出来。
14、与现有技术相比,本实用新型具有以下有益效果:
15、本实用新型的泵类紧固螺母精加工校正机构在使用过程中,首先将用于进行精加工的紧固螺母套设在胀套的外围,然后将胀套套设在台阶轴上,利用台阶轴上外径逐渐变化的四级轴与胀套的台阶孔的大径段相互配合,在台阶轴的四级轴的作用下将胀套胀开(胀套上与台阶孔的大径段对应的外围开设有条形通孔)从而将紧固螺母仅仅的套设在胀套的外围,最后在台阶轴二级轴的外围套设上若干垫片,然后再将安装螺母紧固在台阶轴的二级轴的外围,从而完成胀套与台阶轴的安装和紧固,最后通过将台阶轴的五级轴夹持在机床(或者通过台阶轴上一级轴和五级轴上的中心孔进行顶压夹持)上即可对胀套外围的紧固螺母进行精加工。
16、通过本实用新型的校正机构便于对紧固螺母进行再次精加工,从而提高传动轴的安装精度,防止传动轴窜动,提高泵类的使用寿命。
17、本实用新型的机构也能够用于其他需要进行精加工的紧固螺母的装夹加工。
技术特征:
1.一种泵类紧固螺母精加工校正机构,其特征在于,包括:
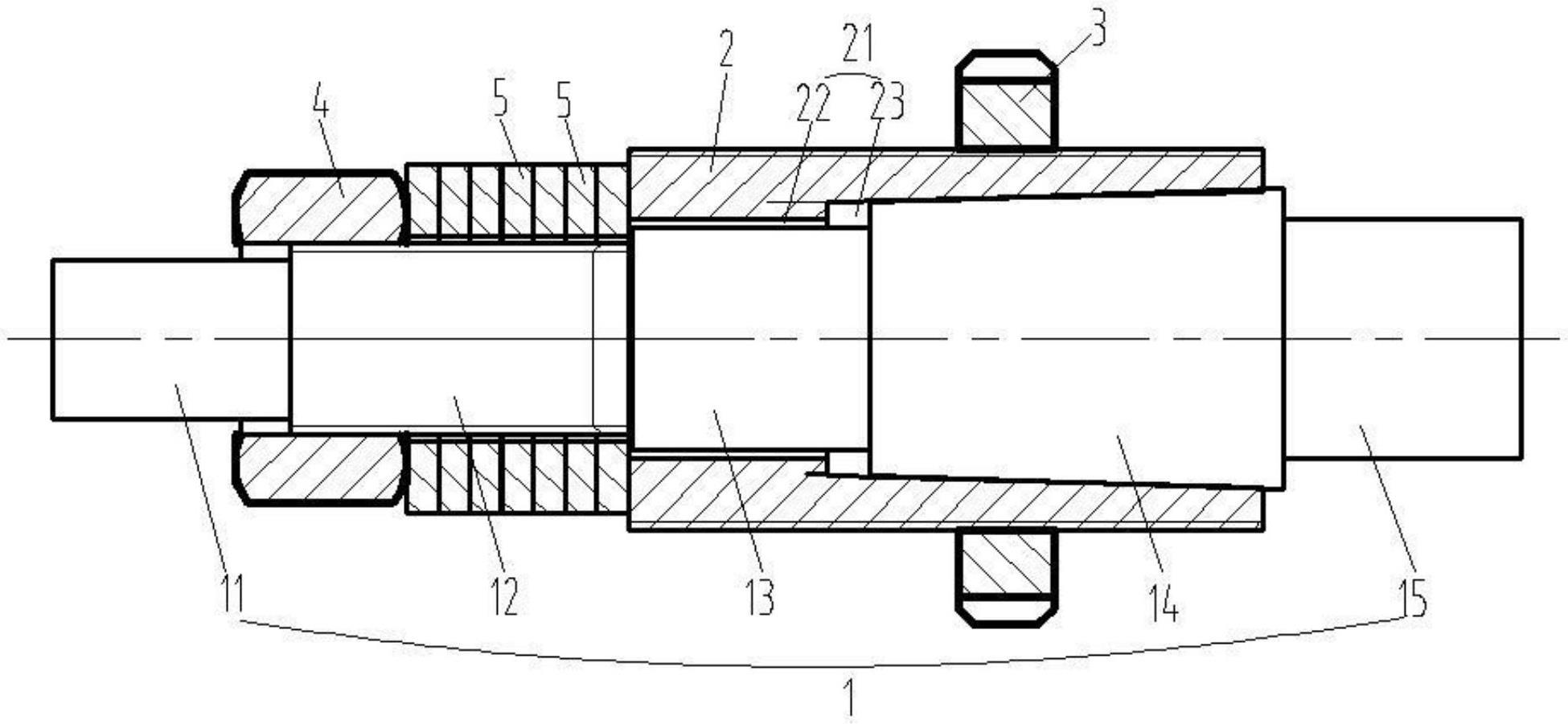
2.根据权利要求1所述的泵类紧固螺母精加工校正机构,其特征在于,所述台阶轴(1)包括依次连接的一级轴(11)、二级轴(12)、三级轴(13)、四级轴(14)和五级轴(15),所述台阶轴(1)的外径沿着一级轴(11)、二级轴(12)、三级轴(13)和四级轴(14)的方向逐渐增大,所述四级轴(14)的外径大于三级轴(13)的外径并大于五级轴(15)的外径,所述五级轴(15)用于夹持在机床上。
3.根据权利要求2所述的泵类紧固螺母精加工校正机构,其特征在于,所述四级轴(14)的外径沿着三级轴(13)至五级轴(15)的方向逐渐增大,所述胀套(2)内开设有台阶孔(21),所述胀套(2)的台阶孔(21)分别与台阶轴的三级轴(13)和四级轴(14)相互适配,并且所述胀套(2)的台阶孔(21)的大径段(23)与四级轴(14)的外圆周相互适配。
4.根据权利要求3所述的泵类紧固螺母精加工校正机构,其特征在于,所述胀套(2)用于与四级轴(14)相互适配的区域的圆周壁上开设有若干条形通孔(24),所述条形通孔(24)将胀套(2)上与四级轴(14)相互适配的区域分为若干部分,用于进行机加工的紧固螺母(3)套设在胀套(2)上具有条形通孔(24)的区域。
5.根据权利要求2-4中任一项所述的泵类紧固螺母精加工校正机构,其特征在于,所述台阶轴(1)的二级轴(12)的外圆周上开设有用于与安装螺母(4)相互螺纹连接的螺纹段(16)。
6.根据权利要求5所述的泵类紧固螺母精加工校正机构,其特征在于,所述安装螺母(4)套设在台阶轴(1)的二级轴(12)的外围并且安装螺母(4)配设有若干垫片(5),所述垫片(5)套设在安装螺母(4)与胀套(2)之间的二级轴(12)的外围。
7.根据权利要求2所述的泵类紧固螺母精加工校正机构,其特征在于,所述台阶轴(1)的三级轴(13)的长度大于胀套(2)的台阶孔(21)的小径段(22)的长度以使得台阶轴(1)的三级轴(13)的一部分能够延伸入胀套(2)的台阶孔(21)的大径段(23)内。
8.根据权利要求7所述的泵类紧固螺母精加工校正机构,其特征在于,所述台阶轴(1)的三级轴(13)与四级轴(14)的长度之和大于胀套(2)的长度以使得台阶轴(1)的四级轴(14)的一部分能够从胀套(2)的端部延伸出来。
技术总结
本技术属于机加工工装技术领域,公开了一种泵类紧固螺母精加工校正机构,为了解决现有紧固螺母由于平面度差而导致泵的传动轴窜动较大的问题。本技术包括:胀套,用于安装紧固螺母;台阶轴,用于装夹在机床上,并且台阶轴用于套设在胀套的内部;安装螺母,用于套设在台阶轴上并将胀套紧固在台阶轴上。本技术能够对紧固螺母进行夹持和紧固,便于通过机加工对紧固螺母的端面进行精加工,从而使得紧固螺母的平面度满足设计要求,从而提高传动轴安装的精度,防止传动轴发生窜动的情况。
技术研发人员:杨佩朋,杨东林,杜虎
受保护的技术使用者:成都泵类应用技术研究所
技术研发日:20230115
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!