一种汽车角板连续生产模具的制作方法
本技术涉及汽车零件生产模具,更具体地说,涉及一种汽车角板连续生产模具。
背景技术:
1、目前,在汽车用角板的生产加工过程中,大多情况下还都采用相互独立的切边冲孔工序、切边冲孔分离工序、翻边整形工序来进行生产。而随着汽车工业的不断发展,生产出来的汽车冲压件,如汽车用角板,都必须具有良好的工艺品性和经济性,这无疑会对冲压生产工艺提出越来越高的要求。然而,现阶段所采用的传统的冲压工艺过程,主要由多个相互独立的工序组成,但在生产过程中,每多一次冲压,在工序传送过程中,就会增加工件产品变形的概率,而且多个工序的维修以及保养成本较大。针对上述问题,大多数冲压制造商都是把冲压工序数设计作为降低汽车制造成本的重要途径,甚至不惜改进产品设计来满足制造工艺方面的需求。
2、针对以上问题,申请号201420596413.6,申请名称为一种用于生产汽车用角板的模具,所记载的,该模具包括控制器、模具底板、模具顶板、垫板、上模机构、下模机构、下模座及上模座,所述的控制器设置在模具底板上,所述的下模座顶部设有下模机构,底部固定在模具底板上,所述的上模座顶部通过垫板固定在模具顶板上,底部设有上模机构,所述的模具顶板的四个角上分别设有位置传感器,所述的模具底板的四个角上分别设有信号接收器,所述的位置传感器、信号接收器均通过电路与控制器相接通。与现有技术相比,本实用新型结构紧凑,操作方便,安全性高,将传统相互独立的单工序整合在一起,有效提高了汽车用角板工件的生产加工效率。
3、虽然该装置有益效果较多,但依然存在下列问题:无法对板材进行限位固定易产生偏移而导致产品不良率升高,且也无法对板材进行擦油,造成生产出的汽车角板出现腐蚀的情况。
4、鉴于此,我们提出一种汽车角板连续生产模具。
技术实现思路
1、1.要解决的技术问题
2、本实用新型的目的在于提供一种汽车角板连续生产模具,以解决上述背景技术中提出的问题。
3、2.技术方案
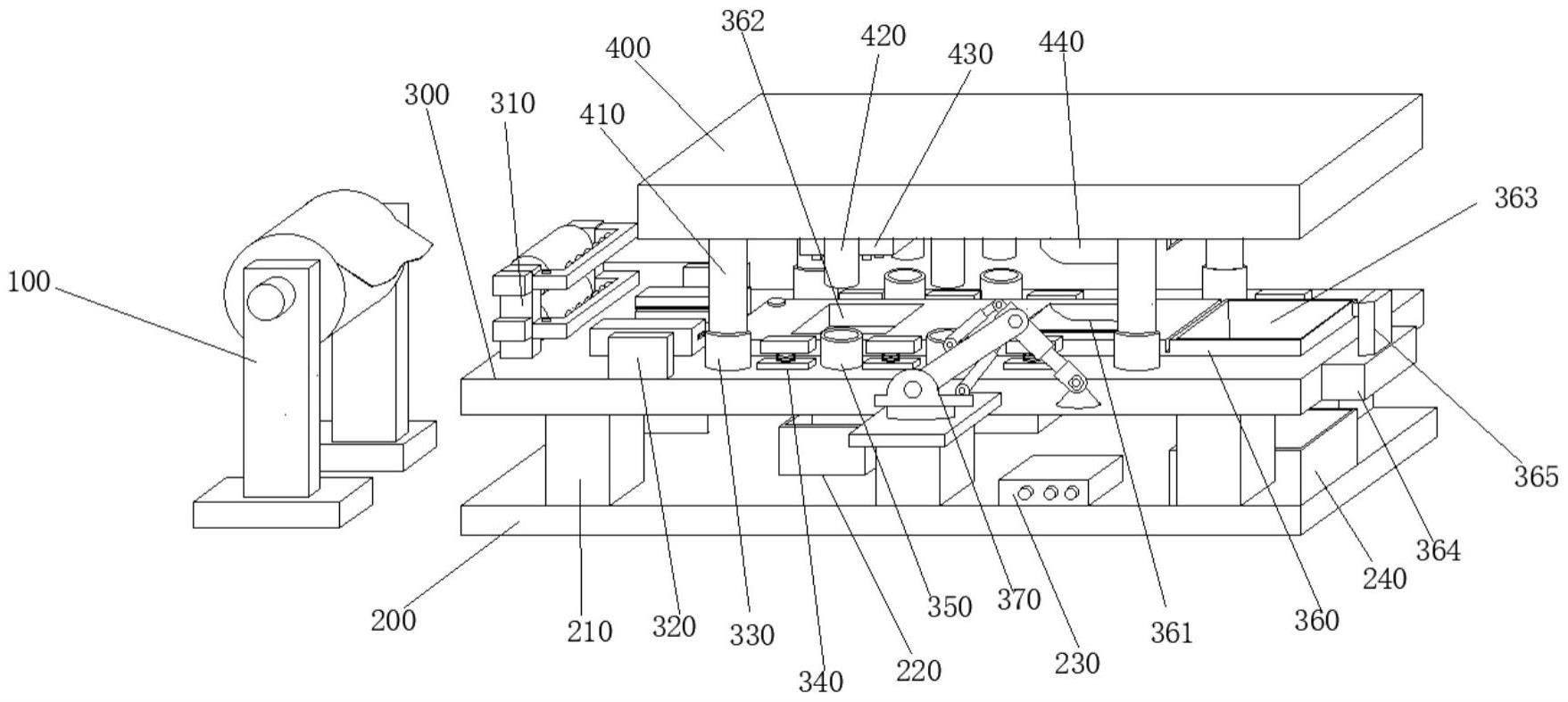
4、一种汽车角板连续生产模具,包括放料卷装置和模具底座,所述模具底座上方利用螺栓固定有支撑柱,所述模具底座上方设置有控制箱,所述支撑柱上方利用螺栓固定安装有下放置板,所述下放置板上方设置有支撑板,所述支撑板外壁设置有驱动电机,多个所述驱动电机输出端设置有下辊轮和上辊轮,所述支撑板侧壁设置有油雾喷洒器,所述下放置板上方还设置有限位组件、固定块、冲压机、减震筒和模具板,所述下放置板侧壁设置有支撑座,所述支撑座上方设置有机械手臂,所述冲压机输出端设置有冲压活动杆,所述冲压活动杆末端设置有上放置板,所述驱动电机、机械手臂、油雾喷洒器和冲压机与控制箱电性连接。
5、优选地,所述限位组件包括固定板,所述固定板侧壁设置有进退电机,所述进退电机输出端连接有进退杆,所述进退杆末端连接有引导杆,所述引导杆内壁焊接有弹簧,所述弹簧末端连接有限位块,多个所述固定块上方均焊接有限位弹簧,所述限位弹簧末端均焊接有限位引导块,所述进退电机与控制箱电性连接。
6、优选地,所述模具底座上方利用滑块滑动连接有冲孔废料箱和废料收纳箱,所述下放置板侧壁设置有感应器支撑板,所述感应器支撑板上方设置有感应器,所述感应器与控制箱电性连接。
7、优选地,所述模具板上方开设有冲孔凹槽、角板冲压凹槽、刀槽和废料流出槽,所述冲孔凹槽和废料流出槽分别配合对应冲孔废料箱和废料收纳箱进行收纳废料,所述角板冲压凹槽四周设置有切割板刀。
8、优选地,所述上放置板下方利用螺栓设置有与冲孔凹槽和角板冲压凹槽相匹配的冲孔装置和角板冲压装置,所述上放置板下方还设置有与模具板上方刀槽相匹配的切割刀片,所述上放置板下方还焊接有与减震筒相匹配的减震杆,多个所述减震杆末端均设置有减震橡胶。
9、3.有益效果
10、相比于现有技术,本实用新型的优点在于:有效的对板材进行限位固定,更好地避免偏移而造成冲压错误而导致产品良率较低,还设置有擦油装置更好的保护汽车角板,避免产品造成腐蚀损坏。
技术特征:
1.一种汽车角板连续生产模具,包括放料卷装置(100)和模具底座(200),其特征在于:所述模具底座(200)上方利用螺栓固定有支撑柱(210),所述模具底座(200)上方设置有控制箱(230),所述支撑柱(210)上方利用螺栓固定安装有下放置板(300),所述下放置板(300)上方设置有支撑板(310),所述支撑板(310)外壁设置有驱动电机(311),多个所述驱动电机(311)输出端设置有下辊轮(312)和上辊轮(314),所述支撑板(310)侧壁设置有油雾喷洒器(313),所述下放置板(300)上方还设置有限位组件、固定块(340)、冲压机(330)、减震筒(350)和模具板(360),所述下放置板(300)侧壁设置有支撑座,所述支撑座上方设置有机械手臂(370),所述冲压机(330)输出端设置有冲压活动杆(410),所述冲压活动杆(410)末端设置有上放置板(400),所述驱动电机(311)、机械手臂(370)、油雾喷洒器(313)和冲压机(330)与控制箱(230)电性连接。
2.根据权利要求1所述的一种汽车角板连续生产模具,其特征在于:所述限位组件包括固定板(320),所述固定板(320)侧壁设置有进退电机(321),所述进退电机(321)输出端连接有进退杆(322),所述进退杆(322)末端连接有引导杆(333),所述引导杆(333)内壁焊接有弹簧(335),所述弹簧(335)末端连接有限位块(334),多个所述固定块(340)上方均焊接有限位弹簧,所述限位弹簧末端均焊接有限位引导块,所述进退电机(321)与控制箱(230)电性连接。
3.根据权利要求2所述的一种汽车角板连续生产模具,其特征在于:所述模具底座(200)上方利用滑块滑动连接有冲孔废料箱(220)和废料收纳箱(240),所述下放置板(300)侧壁设置有感应器支撑板(364),所述感应器支撑板(364)上方设置有感应器(365),所述感应器(365)与控制箱(230)电性连接。
4.根据权利要求3所述的一种汽车角板连续生产模具,其特征在于:所述模具板(360)上方开设有冲孔凹槽(362)、角板冲压凹槽(361)、刀槽和废料流出槽(363),所述冲孔凹槽(362)和废料流出槽(363)分别配合对应冲孔废料箱(220)和废料收纳箱(240)进行收纳废料,所述角板冲压凹槽(361)四周设置有切割板刀。
5.根据权利要求4所述的一种汽车角板连续生产模具,其特征在于:所述上放置板(400)下方利用螺栓设置有与冲孔凹槽(362)和角板冲压凹槽(361)相匹配的冲孔装置(430)和角板冲压装置(440),所述上放置板(400)下方还设置有与模具板(360)上方刀槽相匹配的切割刀片,所述上放置板(400)下方还焊接有与减震筒(350)相匹配的减震杆(420),多个所述减震杆(420)末端均设置有减震橡胶。
技术总结
本技术公开了一种汽车角板连续生产模具,属于汽车零件生产模具技术领域。包括放料卷装置和模具底座,模具底座上方利用螺栓固定有支撑柱,模具底座上方设置有控制箱,支撑板外壁设置有驱动电机,多个驱动电机输出端设置有下辊轮和上辊轮,支撑板侧壁设置有油雾喷洒器,下放置板上方还设置有限位组件、固定块、冲压机和减震筒和模具板,下放置板侧壁设置有支撑座,支撑座上方设置有机械手臂,冲压活动杆末端设置有上放置板,驱动电机、机械手臂、油雾喷洒器和冲压机与控制箱电性连接,有效的对板材进行限位固定,更好地避免偏移而造成冲压错误而导致产品良率较低,还设置有擦油装置更好的保护汽车角板,避免产品造成腐蚀损坏。
技术研发人员:张建伟,刘志涛
受保护的技术使用者:修武县宇升汽车零部件有限公司
技术研发日:20230117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!