一种内六角螺钉的防松保险丝孔加工工装的制作方法
本技术涉及钻孔治具,具体为一种内六角螺钉的防松保险丝孔加工工装。
背景技术:
1、在航空航天领域,内六角螺钉的使用非常广泛,内六角螺钉在使用时,常使用保险丝连接固定避免松动脱落,目前,针对内六角螺钉打保险丝孔时,由于内六角螺钉不易装夹没有好的着力点,很难装夹并定位,需钻孔的端头处为弧面,钻孔位置不易确定,钻孔尺寸难以保证,且无引导,钻头较小,容易折断,导致加工尺寸超差,加工效率低。
技术实现思路
1、本实用新型要解决的技术问题是克服现有的缺陷,提供一种内六角螺钉的防松保险丝孔加工工装,可以有效解决背景技术中的问题。
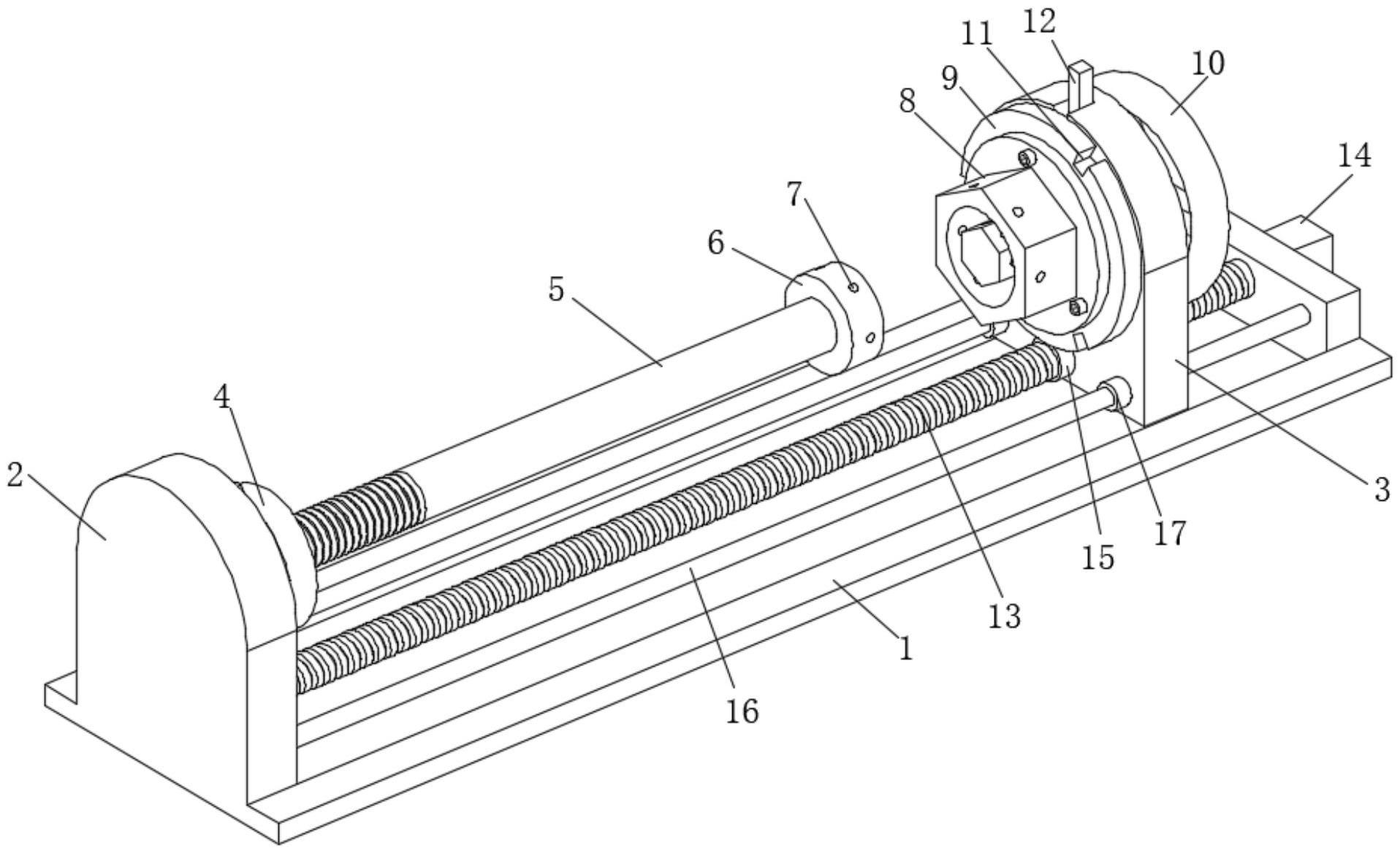
2、为实现上述目的,本实用新型提供如下技术方案:一种内六角螺钉的防松保险丝孔加工工装,包括底座、设置在底座端部的定安装块及动安装块,底座两端之间安装有丝杠和导轨,丝杠的端部设置有驱动端,动安装块的底部设置有丝杠副和导轨副,丝杠副和导轨副分别与丝杠和导轨配合安装;
3、定安装块的竖直面上设置有顶紧块,动安装块上沿丝杠的轴向设置有转轴,转轴接近顶紧块的一端设置有转盘,转盘的竖直平面上安装有限位块,限位块上设置有与待夹持的内六角螺钉的端头形状对应的凹槽,限位块的侧面设置有导向孔,转轴的另一端设置有旋柄,转盘的圆弧侧面上开设有定位槽,动安装块上设置有定位柱。
4、作为本实用新型的一种优选技术方案,所述顶紧块的端面设置有用于容纳内六角螺钉的圆孔,顶紧块通过螺钉可拆卸地安装在定安装块上。
5、作为本实用新型的一种优选技术方案,所述限位块通过螺钉可拆卸地安装在转盘上。
6、作为本实用新型的一种优选技术方案,所述限位块为正六面体,导向孔开设在平整面上。
7、作为本实用新型的一种优选技术方案,所述定位槽的数量为三个且绕转盘的中轴线等角度阵列,定位柱可转动地设置在动安装块上。
8、作为本实用新型的一种优选技术方案,所述驱动端为正方体,在转动丝杠时配合扳手使用。
9、与现有技术相比,本实用新型的有益效果是:本内六角螺钉的防松保险丝孔加工工装能快捷地装夹待打孔的内六角螺钉,对打孔位置进行确定,提高打孔效率及打孔精度,还能对尺寸较小的钻头起到引导作用,提高钻头的使用寿命,在钻孔时可转动内六角螺钉,只需一次装夹即可完成端头处的所有钻孔工序,提高了钻孔效率,可更换不同尺寸的装夹头,以实现对不同尺寸内六角螺钉的装夹目的。
技术特征:
1.一种内六角螺钉的防松保险丝孔加工工装,其特征在于:包括底座(1)、设置在底座(1)端部的定安装块(2)及动安装块(3),底座(1)两端之间安装有丝杠(13)和导轨(16),丝杠(13)的端部设置有驱动端(14),动安装块(3)的底部设置有丝杠副(15)和导轨副(17),丝杠副(15)和导轨副(17)分别与丝杠(13)和导轨(16)配合安装;
2.根据权利要求1所述的一种内六角螺钉的防松保险丝孔加工工装,其特征在于:所述顶紧块(4)的端面设置有用于容纳内六角螺钉(5)的圆孔,顶紧块(4)通过螺钉可拆卸地安装在定安装块(2)上。
3.根据权利要求1所述的一种内六角螺钉的防松保险丝孔加工工装,其特征在于:所述限位块(8)通过螺钉可拆卸地安装在转盘(9)上。
4.根据权利要求1所述的一种内六角螺钉的防松保险丝孔加工工装,其特征在于:所述限位块(8)为正六面体,导向孔开设在平整面上。
5.根据权利要求1所述的一种内六角螺钉的防松保险丝孔加工工装,其特征在于:所述定位槽(11)的数量为三个且绕转盘(9)的中轴线等角度阵列,定位柱(12)可转动地设置在动安装块(3)上。
6.根据权利要求1所述的一种内六角螺钉的防松保险丝孔加工工装,其特征在于:所述驱动端(14)为正方体,在转动丝杠(13)时配合扳手使用。
技术总结
本技术公开了一种内六角螺钉的防松保险丝孔加工工装,包括底座、设置在底座端部的定安装块及动安装块,底座两端之间安装有丝杠和导轨,丝杠的端部设置有驱动端,动安装块的底部设置有丝杠副和导轨副,丝杠副和导轨副分别与丝杠和导轨配合安装,本内六角螺钉的防松保险丝孔加工工装能快捷地装夹待打孔的内六角螺钉,对打孔位置进行确定,提高打孔效率及打孔精度,还能对尺寸较小的钻头起到引导作用,提高钻头的使用寿命,在钻孔时可转动内六角螺钉,只需一次装夹即可完成端头处的所有钻孔工序,提高了钻孔效率,可更换不同尺寸的装夹头,以实现对不同尺寸内六角螺钉的装夹目的。
技术研发人员:黄忠贤,李昭桂
受保护的技术使用者:贵阳华丰航空科技有限公司
技术研发日:20230117
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!